А /
22 2;
/5
20
ел эо
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки цилиндрических изделий | 1974 |
|
SU588091A1 |
| БАЗА ТРУБОСВАРОЧНАЯ | 2015 |
|
RU2629412C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ, СБОРКИ И СТРОИТЕЛЬСТВА С ПОСТЕПЕННЫМ ПЕРЕМЕЩЕНИЕМ ТРУБНЫХ СЕКЦИЙ НА ТРУБОСВАРОЧНОЙ БАЗЕ (ВАРИАНТЫ) | 2020 |
|
RU2813637C2 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |
Изобретение относится к сварке, а именно к поточным линиям для сборки и сварки труб в полевых условиях при строительстве магистральных трубопроводов. Цель изобретения - уменьшение габаритов линии. Линия состоит из балок 21, соединяющих крыши 17 кабин 15 и 16 поста сборки и поста сварки, расположенные по одну сторону устройства для транспортирования и выдачи труб. При перемещении труб осуществляют подъем стенок 18 и 19 каждой кабины с условием, что по меньшей мере одна из подъемных стенок каждой кабины опирается на рабочие площадки 10 и 14 соответственно, что позволяет исключить применение стоек с тросами и уменьшить занимаемую площадь. 5 ил.
ipue.l
Изобретение относится к свпрке труб в полевых условиях, преиму1дест- венно многотрубных секций при строительстве магистральных трубопроводов.
Цель изобретения - уменьшение габаритов поточной линии.
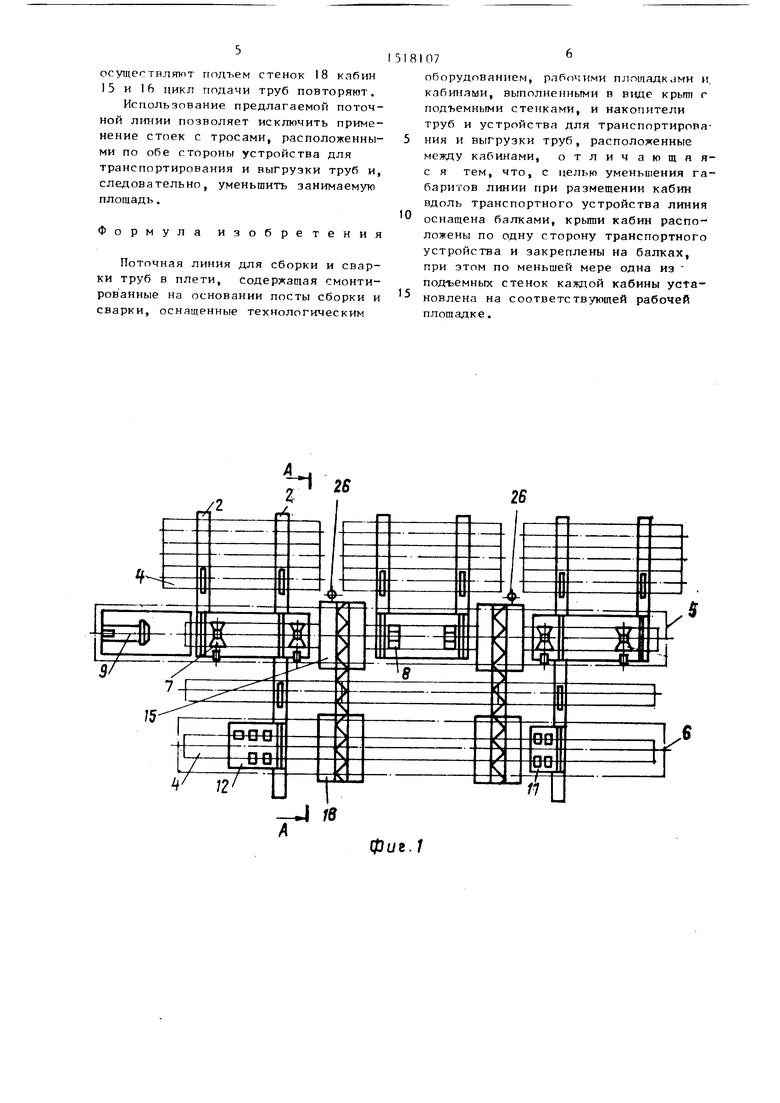
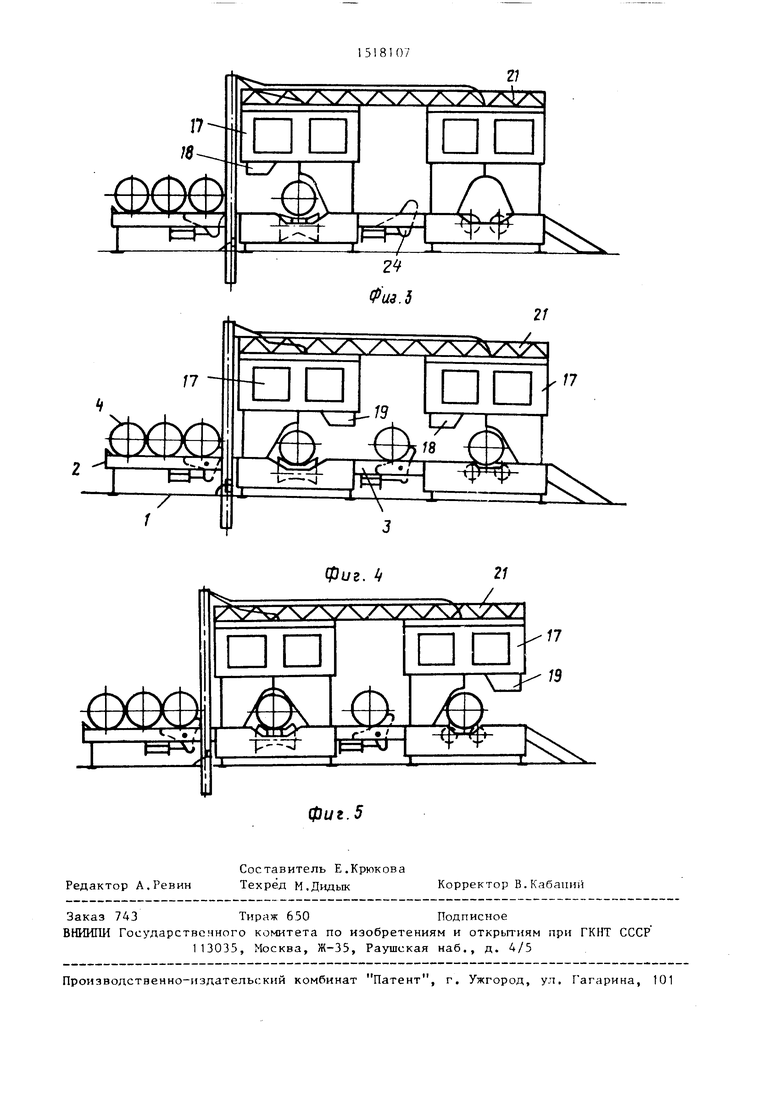
На фиг. 1 изображена предлагаемая поточная линия, вид; на гЬиг. 2- разрез А-А на Лиг. 1; на фиг. 3 - положение подъемных стенок в момент транспортировки труб на пост сборки; на фиг, 4 - положение подъемных стенок в момент транспортировки трубной секции на пост сборки; на фиг. 5 - положение .стенок кабины в момент выгрузки готовой трубной секции.
Поточная линия содержит смонтированные на основании 1 накопители 2 устройства 3 транспортирован.ия и вь - гругзки труб 4 на пост 5 сборки и пост 6 сварки. Пост 5 сборки содержит приводные ролики 7, неподвижные опоры 8, внутренний самоходный центратор 9 и рабочую площадку 10. Пост 6 сварки состоит из неприводной ро- miKoonopbi 1 1 , приводной роликоопорь 12, технологргческого сварочного оборудования 13 и рабочей площадки 14с,
Н каждом посту 5 и 6 установлены кабины 15 и 16, каждая из которых выполнена в виде крыши 17 и двух стенок 18 и 19, установленных с возможностью вертикального перемещения относительно крыши 17 и взаимодействия с соответствующими рабочими площадками 10 и 14 постов 5 и 6.
Рабочие плогаадки 10 и 14 установлены ниже плоскости транспортирования Труб и поддерживаются регулируемыми опорами 20.
Крьпии 17 постов 5 и 6, расположенных по одну сторону устройства 3 для транспортирования и выгрузки труб, соединены балкой 21 .
Технологичеекое сварочное оборудование 13 поста 6 связано с подъемным механизмом 22 тросом 23, а подъемный механизм 22 установлен на крыше 17 поста 6.
Накопители 2 неустройство 3 для транспортирования и выгрузки труб имеют систему рычагов 24, служащих для отсекания одиночных тгуб от батареи.
Энергопитание технолог г-1еского сварочног о оборудования 13, находящегося на постах 5 и 6, осуществляется посредстьом кабелей 25, закрепленных
0
5
0
5
0
5
0
5
0
5
нл стойках 26, расположенных в тоне накопителя 2 перед постом 5.
Поточная линия работает следующим образом,
Трубы 4 загружают на накопители 2 в ряд по длине с зазором между торцами средних и крайних труб 4. Стенку 18 каждой кабины 15 поднимают в верхнее положение. Системой рычагов 24 одиночные трубы 4 передаются на устройство 3 транспортирования и выгрузки труб, по которому трубы 4 попадают на пост 5 сборки. Среднюю трубу 4 укладывают на неподвижные опоры 8, а крайние - на приводные ролики /.Включают приводные ролики 7 и подводят крайние трубы 4 к торцам средней трубы 4. Опускают стенку 18 каждой кабины 15 поста 5 до упора в рабочую площадку 10 и вводят самоходный центратор 9 Вовнутрь труб 4 и центрируют их. Производят црихватку и сварку корня пша .
После окончания сварки корня шва самоходный центратор 9 выводят из образованной трубной секции, поднимают стенку 19 кабины 15 поста 5 и стенку 18 кабины 1- поста 6 под крыши 17, При этом крыши 17, закрсп.генные на одной балке 2, опираются на рабочие площадки 10 и 14 через стенки 18 и 19 соответственно. Трубную секцию при помощи устройства 3 передают на неприводную роликоопору 11 и приводную роликоопору 12 и опускают стенку-19 кабины 15 и с.тенку 8 кабины 16 до упора в рабочие площадки 10 и 19 соответственно.
Подъемным механизмом 22 опускают технологическое сварочное оборудование 13 и производят сварку.
Во время сварки производят подачу следующих труб 4 на пост 5 сборки. При этом осуществляют подъем стенки 18 кабины 15, а остальные стенки (стенку 19 кабицы 15 и стенки 18 и 19 кабины 16)f опирают на рабочие площадки 10 и 14.
После окончания технологических операций поднимают сварочное оборудование 13 подъемным механизмом 22 и осуществляют подъем стенки 19 кабины 15 и стенки 19 кабины 16. Устройством 3 для транспортирования и ныгрузки труб осуществляют гтередачу труб -с поста 5 и поста 6.
Стенки 19 кабин 15 и 16 опускают на рабочие площадки 10 и 14, ;j. затем
осуществляют подъем стенок 18 кабин 15 и 16 цикл подачи труб повторяют.
Использование предлагаемой поточной линии позволяет исключить применение стоек с тросами, расположенными по обе стороны устройства для транспортирования и выгрузки труб и, следовательно, уменьшить занимаемую площадь.
Формула изобретения
Поточная линия для сборки и сварки труб в плети, содержащая смонтированные на основании посты сборки и сварки, оснащенные технологическим
1
518107
оборудованием, рабочими площадками и. кабинами, выполненными в виде крьт г подъемными стенками, и накопители труб и устройства для транспортирова- 5 НИН и выгрузки труб, расположенные между кабинами, отличающяя- с я тем, что, с целью уменьшения габаритов линии при размещении кабин вдоль транспортного устройства линия оснащена балками, крыши кабин расположены по одну сторону транспортного устройства и закреплены на балках, при этом по меньшей мере одна из подъемных стенок калдаой кабины ycta- новлена на соответствующей рабочей площадке.
10
фиг. 1
фиг. 4
ХХХХХХЧХ
ё
21
/
17
19
у
шм
ё -ф
| УСТРОЙСТВО для СВАРКИ | 0 |
|
SU368959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для сварки цилиндрических изделий | 1974 |
|
SU588091A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
