(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Поточная линия для сборки и сварки изделий | 1985 |
|
SU1279787A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
I
Изобретение относится к сварке, в частносга к конструкции потошой линии для сборки и сварки металлоконструкций, преимущественно каркасов жаток зернбуборочных комбайнов, например, типа СК-5, СК-6, СКД-5 и другах.
Известна поточная линия для сборки и сварки изделий, содержащая транспортные средства, технологическое оборудование и накопители 1.
Эта линия предназначена для сборки и сварки цилиндрических изделий, а для изготовления изделий из круглого профиля типа рам, например, зерноуборошых комбайнов непригодна.
Известна поточная линия для сборки и сварки металлоконструкций, преимущественно каркасов Жаток зерноуборочных комбайнов, содержащая смонтироваш1ые на основании по ходу технологического процесса группы оборудования, в состав каждой из которых входит сборочно-сварочт5ый стапель, шаговый транспортер и перегружатель заготовок с предыдущей П)угшы оборудоваш1я на последующую 2.
Однако известная поточная линия малопро-. изводительна, так как велики межоперационное время и производственнь1е площади.
Цель изобретения - повышение производительности . путем уменьше шя межоперационного времени, а также сокращение производственных площадей.
Указанная цель достигаетсч тем, что в поточной линии для сборки и сварки металлоконструкций, преимущественно каркасов жаток
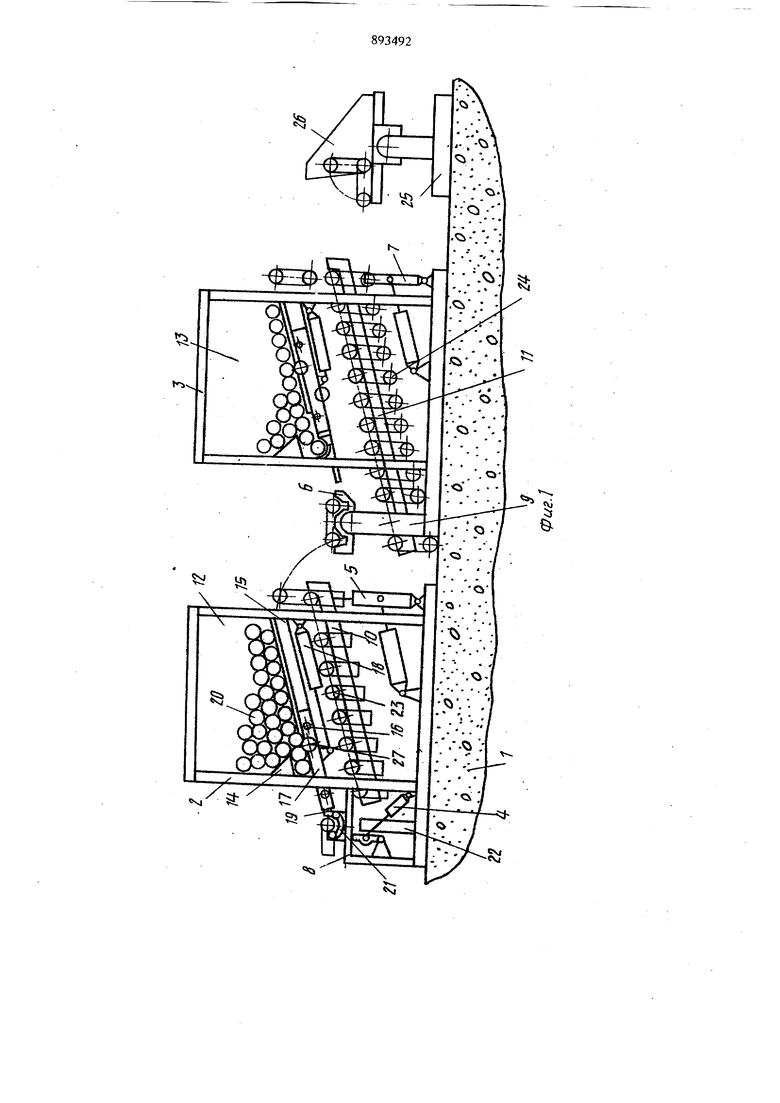
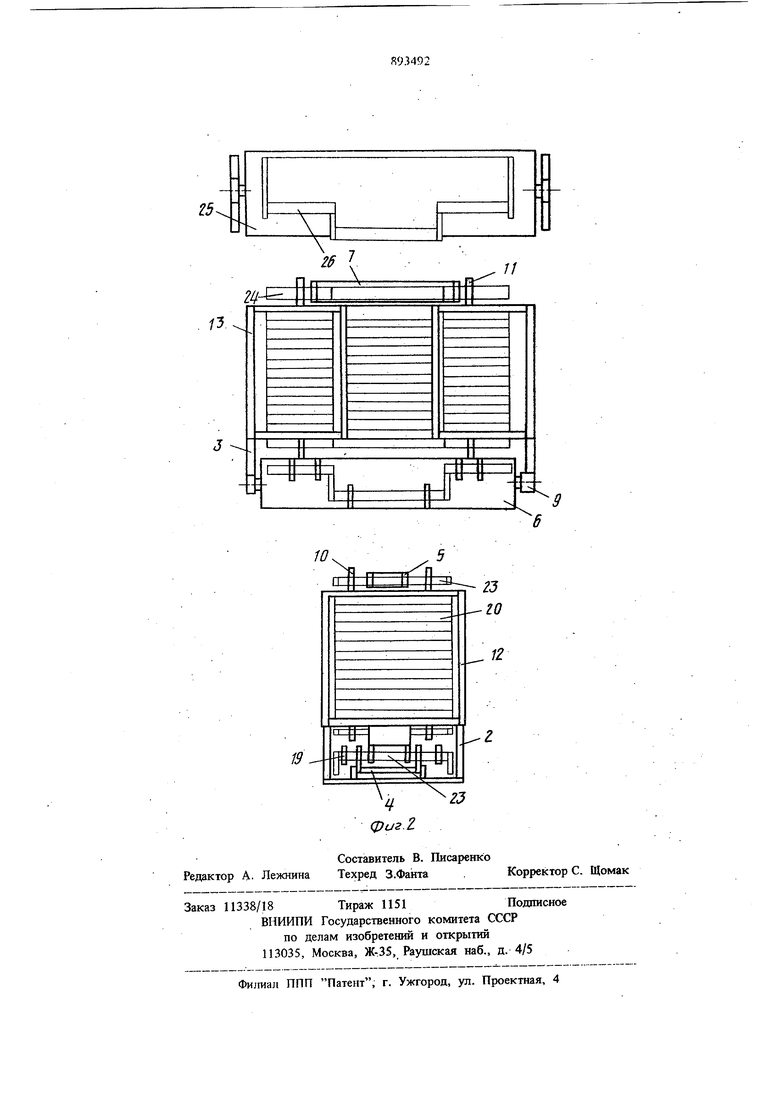
10 зерноуборочных комбайнов, содержащей смонтированные на основании по ходу технологического процесса группы оборудования, в состав каждой из которых входит сборочно-сварочный стапель, шаговый транспортер и пере15гружатель заготовок с предыдущей группы оборудования на последующую, каждая группа оборудования оснащена корпусом, в котором размещены сборочно-сварочный стапель, щаговый транспортер и перегружатель загото20вок, при. зтом каждый корпус снабжен размещенным над щаговым транспортером питателем. заготовок, включающим , размещенные в нем наклонные направляюгшге с установленНОИ в них подвижной от привода кареткой, оснащенной роликами-ворошнтелями заготовок и захватом заготовок, и отсекатель, а сборочно-ев арочный стапель снабжен подъемными от индивидуального привода роликоопорами. На фиг. 1 изображена поточная линия, вид сбоку; на фиг. 2 - то же, вид сверху. Поточная -линия для сборки и сварки металлоконструкций содержит смонтированные на основании 1 по ходу технологического про цесса группы оборудования, включающие корпуса 2 и 3, на каждом из которых установле ны перегружатели 4-7, сборочно-ев арочные . стапели 8 и 9, шаговые транспортеры 10 к 11 являющиеся накопителями, и питатели. Каждый питатель включает бункер 12 и 13, в нижней части которого размещен отсека- , тель 14 и наклонные направляющие 15. В направляющих 15 на катках 16 установлена подвижная каретка 17, которая соединена с цилиндром 18, закрепленным на корпусе 2, и снабжена захватом 19 поштучной выдачи заготовок 20. Шаговый транспортер 10 и бункер 12 размещены в непосредственной близости к обслуживаемому стапелю 8, на котором установлен механизм подъема узда, содержанщ подъемные роликоопоры 21 и привод 22 их перемещения, вьшолненньш в виде Цилиндра, размещенного на корпусе 2. В первой группе оборудования производится сборка, сварка и накопление подузлов 23, а во второй группе оборудования - сборка, сварка и накопление подузлов 24. В стапеле 25 производится окон чательная сборка и сварка изделия. 26. На каретке 17 установлены ролики-ворошители 27. Работа предлагаемого поточной линии показана на примере сборки и сварки каркаса жа ток зерноуборочных комбайнов, представляющего пространственную раму, основные технологические подузлы которой изготавливаются из труб. Одна из трубных заготовок 20 из бункера 12 захватом 19 вьщается в сборочно-сварочный стапель 8 с помощью каретки 17 с цилиндром 18., Роликоопоры 21 с помощью своего привода 22 поднимаются, освобождая захват 19 от заготовок 20, после чего каретка 17 с захватом 19 возвращается в исходное положение. Ролики-ворошители 27 исключают возможность образования сводов из заго товок 20 в бункере 12, что гарантирует беспе ребойное поступление заготовок 20 в стапель Ц После вьвдачи в стапель 8 одной заготовки 20 роликоопоры 21 опускаются и в стапеле 8 производится сборка и сварка технологического подузла 24. По окончании сварки подузел 24 перегружателем 4 переносится на начальную .позицию шагового транспортера 10, Если на шаговом транспортере 10 нет ии одного под2.4 узла 24, то ои включается, и возвратно-постулательным перемещением его рабочего органа подузел 24 перемещается на конечную позицию шагового транспортера 10. Последующие подузлы 24, поступающие со стапеля 8 на начальную позицию шагового транспортера 10, также перемещаются к конечной позиции и занимают последовательно все позиции накоплешя от позиции до начальной, В случае съема с конечной позиции одного подузяа 24 все последующие подузлы перемещаются на шаг и конечная позиция шагового траишортера 10 виовь занята. Таким иСразом, на конечной позиции шагового транспортера 10 всегда находится один подузел 24, готовый для перегрузки в стапель 9, а позиции шагового транспортера 10 при этом полностью использованы для накопления подузлов 24. На конечной позиции шагового транспортера 10 подузел 24 захватывается перегружателем 5 и перемещается в базирующие призмы сборочносварочного стапеля 9. Трубы для сборки подузла 24 поступают в стапель 9 из бункера 13 аналогично тому, как в стапель 8 они поступают из бункера 12. После сварки подузел 24 из стапеля 9 захватьшается перегружателем 6 и укладьшается на начальную позицию шагового транспортера 11. На конечной позиции шагового транспортера 11 подузел 24 захватьтается перегружателем 15 и передается в сбороЧно-сварочный стапель 25 для окончательной сборки и сварки изделий. В предлагаемой линии для сборки и сварки конструкция и расположение бункера с заготовками над шаговыми транспортерами позволяют экономить производственную площадь, создают удобство эксплуатации сборочносгарочных стапелей и таким образом, сокращают время межоперащюнного транспортерования, что увеличивает производительность поточной линии. Вьшолнение транспортера в виде накопителей обеспечивает бесперебойную работу линии даже в слуаде временной остановки отдельных групп оборудования. Кроме того, снабжение загрузовдых тележек роликами-ворошителями гарантирует бесперебойное поступление заготовок в сборочно-сварочные стапели, Подъемные опоры, предназначенные для поворота на них изделия во время сварки, служат также и для съема заготовки с захватов каретки, что исключает необходимость в дополнительном устройстве для съема заготовки и уменьшает время вспомогательных операщй. Фор.мула изобретения Поточная линия для сборки и сварки металлоконструкций, преимущественно каркасов
жаток зерноуборогиых комбайнов, содержащая смонтированные на основании по ходу технологического процесса группы оборудования, в состав каждой из которых входит сборочносварочный стапель, шаговый транспортер и перегружатель заготовок с предыдуи1ей группы оборудования на последующую, отличающаяся тем, что, с целью повышения производительности путем уменьшения межоперационного времени, а также сокращения производственных площадей, каждая группа оборудования оснащена корпусом, в котором размещены сборочно-сварочный стапель, шаговый транспортер и перегружатель заготовок, при этом каждый корпус снабжен размещенным
над щаговым транспортером питателем заготовок, включающим бункер, размешенные в нем наклонные направляющие с установленной в них подвижной от привода кареткой, ocHailieHной роликами-ворощителями заготовок и захватом заготовок, и отсекатель, а сборочносварочный стапель снабжен подъемными от индивидуального привода роликоопорами.
Источники информации, принятые во внимание при экспертизе
«41
:
