(54) УСТАНОВКА ДЛЯ СВАРКИ ЦИЛИНДРИЧЕСКИХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки труб в плети | 1986 |
|
SU1518107A1 |
| Кабина для защиты рабочего места сварщика | 1981 |
|
SU965681A1 |
| Кабина сварщиков при сварке неповоротных стыков магистральных трубопроводов | 1986 |
|
SU1407734A1 |
| ДИРИЖАБЛЬ-ТРАНСФОРМЕР И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ХРАМА И КОНЦЕРТНОГО ЗАЛА | 2020 |
|
RU2746962C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| СЕКЦИЯ СТАВА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2006 |
|
RU2317932C1 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2007 |
|
RU2404400C2 |
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
1
Изобретение относится к области автоматической сварки поворотных стыков длинномерных цилиндрических изделий в полевых условиях, преимущественно мвоготрубных секций при строительстве магистральных трубопроводов.
Известна установка для сварки магистральных трубопроводов, содержащая устройство для транспортирования изделия на позицию сварки, устройство для выгрузки изделия, роликоопоры и кабины для защиты рабочего места и сварочного оборудования, смонтированные на поворотных кронщтейнах с возможностью подъема 1.
Недостатком этой установки является ни-зкая производительность из-за необходимости подъема всех кабин над рабочим местом при поперечном транспортировании изделия на рабочую позицию, при этом установка не обеспечивает сварки изделий из труб различной длины, так как защитные кабины не перемещаются вдоль изделия.
Наиболее близкой к предложенному изобретению по технической сущности и достигаемому результату является установка, содержащая устройство для транспортирования изделия на позицию сварки, устройство для выгрузки изделия, роликоопоры, стойки с тросом, на котором, посредством опорных блоков смонтированы кабины для защиты рабочего места и сварочного оборудования, установленные с возможностью перемещения вдоль изделия и выполненные в виде стенок и крыши 2.
Недостатком этой установки является низкая производительность из-за необходимости холостых перемещений кабины вдоль изделия за пределы зоны транспортирования изделия при его поперечном транспортировании на рабочую позицию.
С целью повыщения производительности за счет исключения холостых перемещений кабин, стенки каждой кабины выполнены в виде двух жестких подъемных рамок, щарнирно закрепленных на крыше и обтянутых эластичным материалом, при этом на крыше смонтирован тросовый привод подъема стенок кабины, концы троса которого закреплены на рамках, а опорные ролики кабины выполнены регулируемыми в вертикальном направлении.
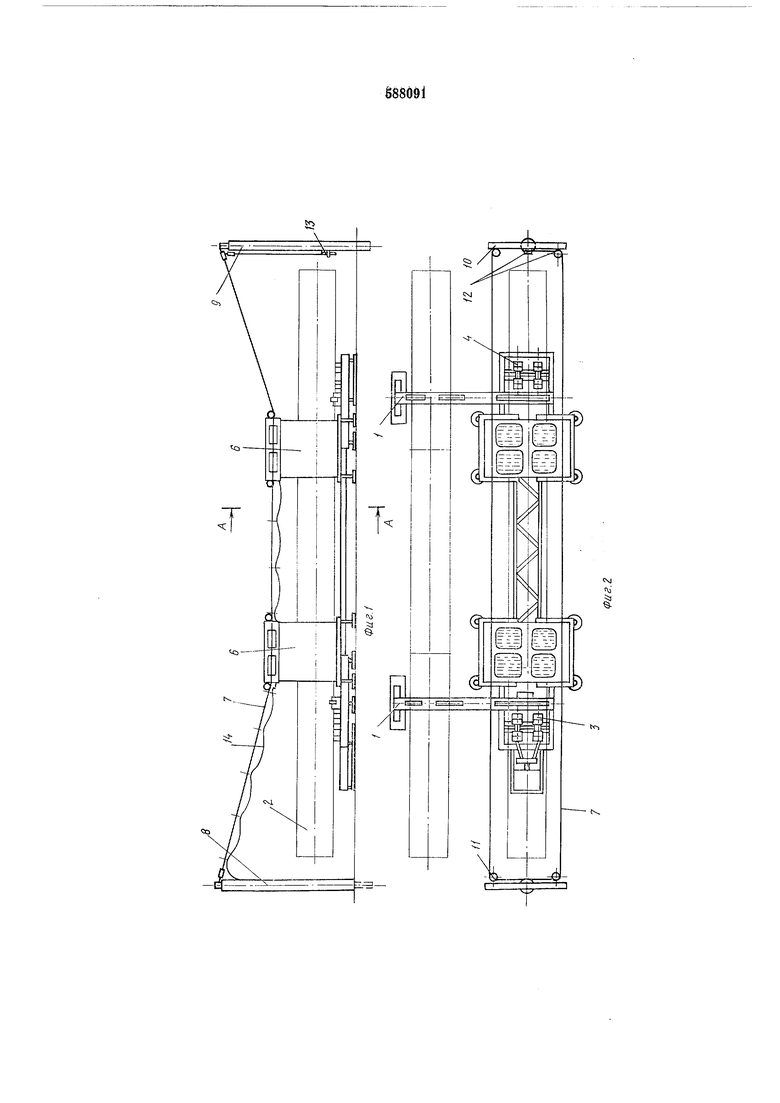
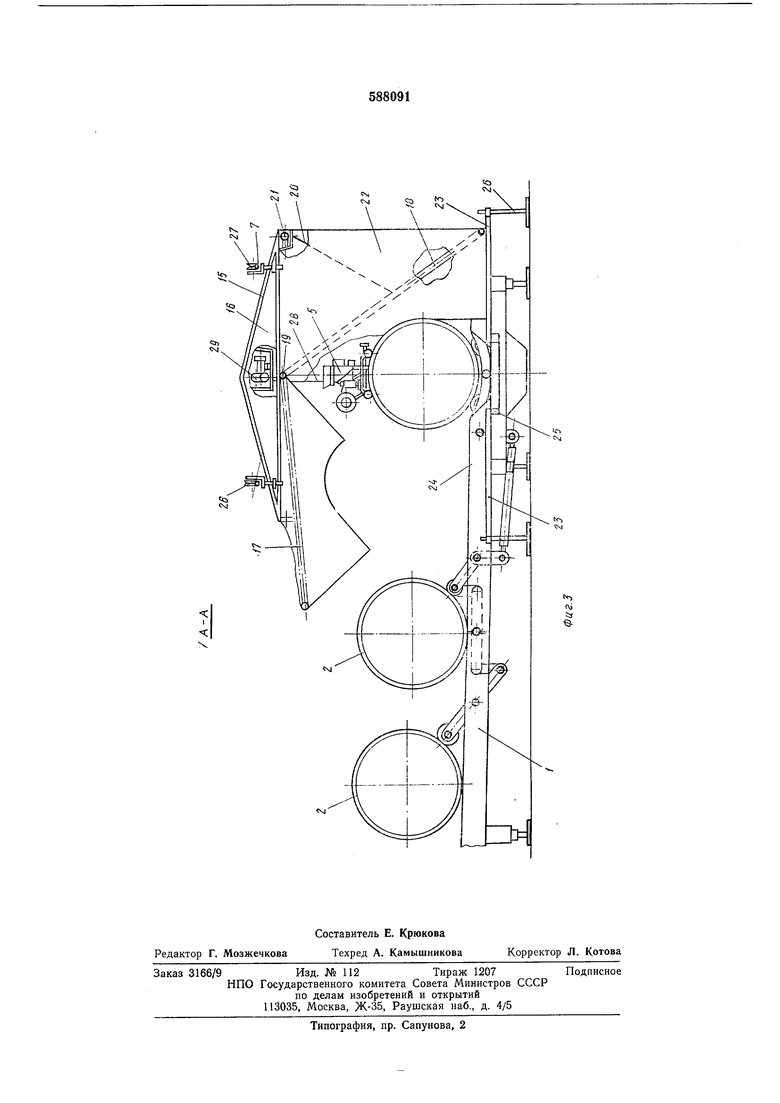
На фиг. 1 изобрал ена предложенная установка, общий вид; на фит. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1.
Установка содержит устройство 1 для транспортирования трубных секций 2 на позицию сварки и выгрузки готовых изделий с нее, приводную 3 и неприводную 4 роликоопоры, сварочные аппараты 5 и кабины 6 для защиты рабочего места сварщика И сварочного оборудования. Кабины подвешены на тросах 7, натянутый между стойками 8 и 9. Один конец трОсй за кренлен неподвижно за скобу 10 на стойКе 9, а другой конец, пройд через блоки 11 на стойке 8 и блоки 12 на стойке 9, закреплен на натяжном устройстве 13 (напри-мер, натяжном винте, как .показано на фиг. 1, или лебедке, ручной или механической). К этим же тросам подвешены кабели 14, питающие сварочным током сварочные аппараты и вспомогательные механизмы, находящиеся в кабинах. Кабина имеет жесткий несущий каркас крыши 15, зашитый металлическим листом 16, и боковые стенки, выполненные в виде . двух рамок 17 и 18, прикрепленных к каркасу крыши шарнирами 19. Рамки 17 и 18 с помощью тросиков 20 и подъемного механизма 21 могут подниматься, что дает возможность беспрепятственно подавать трубные секции на позицию сварки и выгружать с нее при поперечном их транспортированин-. Рамки 17 и 18 обтянуты эластичным материалом 22. В спущенном положении рамки опираются на неподвижные площадки 23, находящиеся ниже плоскости 24 транснортированвя трубных секций, придавая жесткость эластичным стенкам кабины, что особенно важно при работе в ветренную погоду. Площадки 23, служащие полом кабины, одним концом опираются на раму 25 установки, а другой конец поддерживается регулируемыми по высоте опорами 26. Кабина подвешивается на тросах посредством опорных роликов 27, закрепленных на каркасе крыши с возможностью регулирования в вертикальном направлении, необходимом для горизонтальной выставки кабин на наклонных тросах. Сварочный аппарат 5 с помощью тросиков 28 и. подъемного механизма 29 может опускаться на трубу в момент сварки и подниматься при загрузке или выгрузке трубы. Установка работает следующим образом. Перед накатыванием первой трубной секции рамки боковых стенок 17 кабин и сварочные аппараты поднимают. С помощью рычажной системы устройства I одиночная трубная секция отсекается от батарей .секций и укладывается на роликоопоры 3 и 4. Включают подъемный механизм 21 рамок 17, который посредством тросика 20 опускает рамки на неподвижные площадки 23, при этом стенки кабины образуют жесткий каркас. Включа.1бт ябдъёмный механизм 29 и опускают сварочные аппараты на свариваемую секцию. Затем включают вращение секции и цроизводят сварку. По окончании сварки рамки 18 с подъемным механизмом 21 поднимают в крайнее положение. Сварочные аппараты также поднимают в верхнее положение. Сваренная трубная секция устройством для транспортирования выгружается с позиции сварки, освобождая место следующей секции. При этом рамки 17 поднимаются в верхнее .положение. Установка готова, к принятию очередной секции. Применение данной установки повышает производительность труда благодаря снижению затрат на вспомогательные операции за счет применения кабины с подъемными стенками и за счет обеснечения возможности одновременной сварки нескольких стыков трубных секций. Кроме того, установка улучшает условия труда, благодаря возможности организации работы в любое время года и в любую погоду. Испытания показали надежность и хорошие показатели работы установки. Формула изобретения Установка для сварки цилиндрических изделий, содержащая смонтированные на основании устройство для транснортирования изделия на позицию сварки, устройство для. выгрузки изделия, роликоопоры, стойки с тросом, на котором посредством- опорных блоков смонтированы кабины для защиты рабочего места и сварочного оборудования, установленные с возможностью перемещения вдоль изделия и выполненные в виде стенок и крыши, отличающаяся тем, что, с целью повышения производительности за счет исключения холостых перемещений кабин, стенкн каждой кабины выполнены в виде двух жестких подъемных рамок, шарнирно закрепленных на крыше и обтянутых эластичным м-атериалом, при этом на крыше смонтирован тросовый привод подъема стенок кабины, концы: троса которого закреплены на) рамках, а опорные ролики кабины выполнены регулируемыми в вертикальном направлении. Источники информации, принятые во внимание при экспертизе 1.Фалькевич А. С. «Сварка магистральных и заводских трубопроводов, М.., 1962, стр. 126, фиг. 74. 2.Авторское свидетельство № 368959, кл. В 23К 37/02, 1970.
-4
ici
