1
Изобретение относится к оборудованию для сварки, в частности для сборки и сварки каб.ин, преимущественно кабин самоходных сельскохозяйственных 1иашин и тракторов.
Известна поточная линия для сборки и сварки кузовов легковых автомобилей, содержащая шесть стационарных сварочных кондукторов, небольшой ленточный конвейер для газоэлектрической сварки и подвижный напольный конвейер со специальными тележками для окончательной сварки кузова, а также для установки на кузов навесных деталей. Каждый кондуктор для сборки и сварки кузовов содержит плиту, на которой смонтированы узлы фиксации и крепления элементов кузова, и тележку с узлом крепления и фиксации пола и приводом горизонтального перемещения и подъема 11.
Недостатком такой поточной линии является то, что все собираемые элементы подаются в стационарный сварочный кондуктор сверху. Изготовленный кузов также должен быть поднят для извлечения на уровень-превышающий высоту узгюв фиксации и крепления. Эта операция требует логк)пнитрпьны
затрат времени. Кроме того, в Тг1ком индукторе затруднен доступ к изделию.
Известна поточная линия для сборки и сварки кабины трактора, содержащая подвесной конвейер с подъемниками для кабин, смонтированную на фундаменте подвижную вдоль конвейера тележку под панель пола кабины, а
0 также по паре шаблонов с зажимами для деталей кабин, образующих замкнутый контур кабины и размещенных по обеим сторонам от продольной оси конвейера с возможностью поперечного относитель5но оси перемещения 2.
Недостатком указанной поточной линии является то, что увеличение производительности поточной линии ограничено временем операции с наи0большей длительностью. Такой операцией является операция сборки кабины из панелей пола и стенок. При этом длительность операции складывается из продолжительности установки перед5ней и задней панелей стенок в соответствующий шаблон и закрепления панелей в зажимах шаблонов, времени пода.чи в сборочное устройство и закрепления в нем панели пола с панелями
0 боковых стенок и 1; аблоиов с передней
и задней панелями стенок кабины, продолжительности сборки панелейкабины в замкнутый -контур и регулировки зазоров между панелями, времени сварки, а также продолжительности раскрепления зажимов, отвода шаблонов, извлечения и удаления кабины из сборочного устройства при помощи- подъемной тележки подвесного конвейера.
Цель изобретения - обеспечение i повьиления производительности поточной линии за счет совмещения операции сборки деталей кабины.
Поставленная цель достигается тем что по обеим сторонам подвесного конвейера на фундаменте смонтированы поворотные стойки с двумя парами направляющих, размещенных с двух сторо стоек параллельно их продольной оси, а каждая пара шаблонов соединена по. смежным сторонам в блоки и каждый блоксмонтирован в направляющих поворотных стоек, при этом калсдая стойка снабжена дополнительным блоком шаблонов, выполненным аналогично основному и установленному в направляющих, размещенных с противоположной стороны каждой стойки.
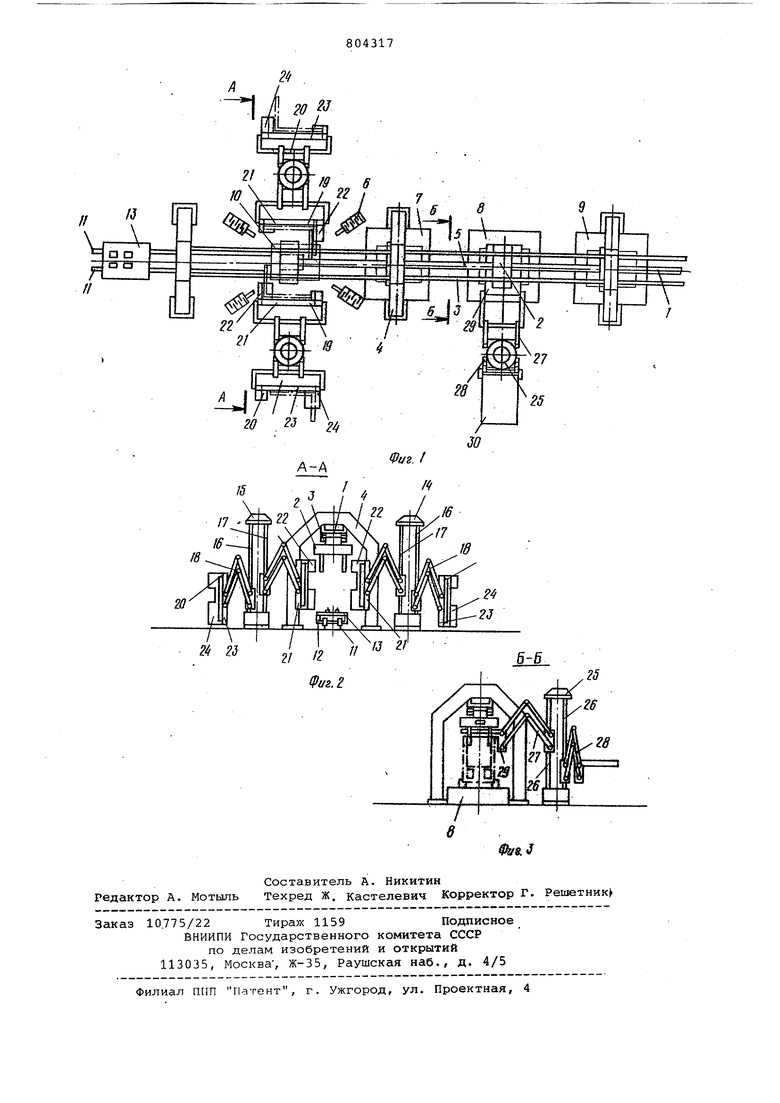
На фиг. 1 изображена поточная линия в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Поточная линия для сборки и сварки кабин содержит подвесной конвейер I с подъемными тележками 2, смонтированными с возможностью возвратно-поступательного перемещения от привода (не показан) по пути 3, подвешенному к портальным стойкам 4, которые закреплены на фундаменте линии Число тележек 2 соответствует числу рабочих позиций поточной линии, а сами тележки 2 соединены между собой тягой 5. На фундаменте поточной линии в зоне действия конвейера 1 установлено технологическое оборудование : сварочные установки 6, многоэлектродные Сварочные машины 7-9. На этом фундаменте также смонтировано устройство 10 для сборки и сварки кабин, включающее размещенную на рельсовом пути 11 приводную тележку 12 с подвижной в вертикальном н-аправлении от привода плиту 13 под панель, пола кабины По обеим сторонам подвесного конвейера на фундгиленте смонтированы поворотные стойки 14 и 15 с двумя парами направлякяцих 16 и 17. При этом в направляющих 16 и
17посредством приводных механизмов
18перемшцения смонтированы оснойной
19и дополнительный 20 блоки, содер кащие соединенные по смежным сторонам шаблоны.21 с 22, 23 с 24. Основной и дополнительный блоки 19 и 20 каждой стойки 14, 15 выполнены одинаково. При этом все шаблоны снабжены опорными поверхностями с зажимами
(не показаны) для деталей кабин и
собранные по одному от каждого вида образуют в сборе замкнутый контур кабины.
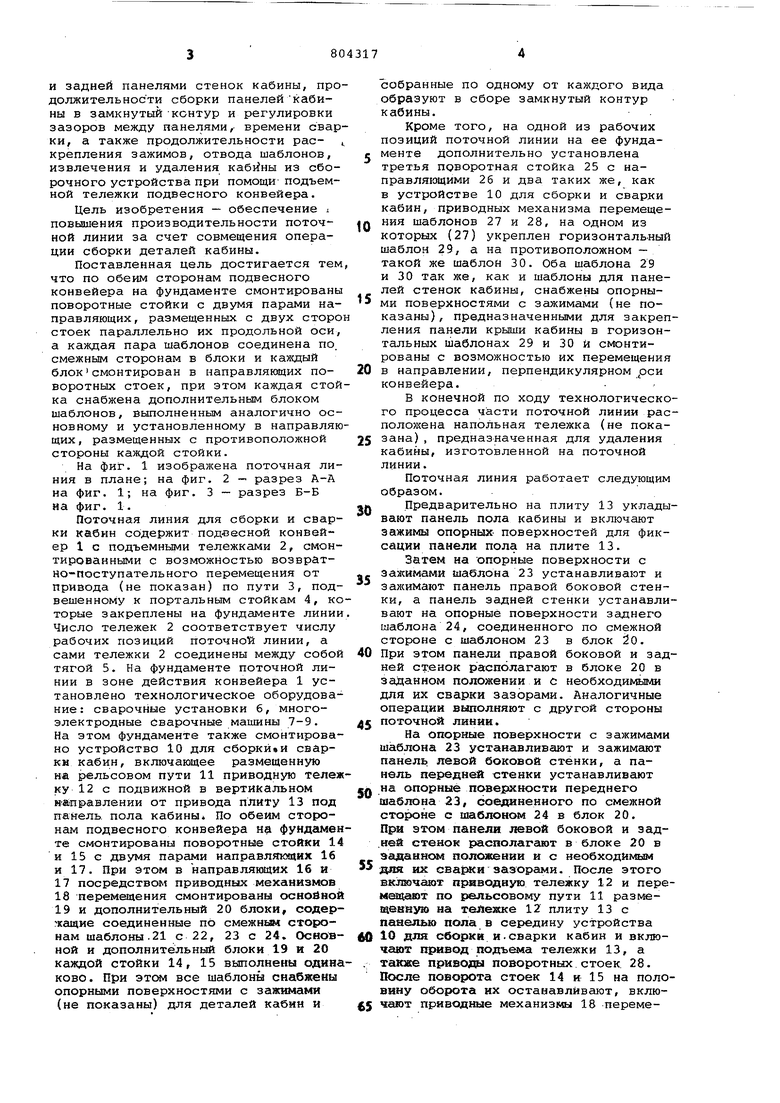
Кроме того, на одной из рабочих позиций поточной линии на ее фундаменте дополнительно установлена третья поворотная стойка 25 с направляющими 26 и два таких же, как в устройстве 10 для сборки и сварки кабин, приводных механизма перемещения шаблонов 27 и 28, на одном из которых (27) укреплен горизонтальный шаблон 29, а на противоположном - такой же шаблон 30. Оба шаблона 29 и 30 так же, как и шаблоны для панелей стенок кабины, снабжены опорными поверхностями с зажимами (не показаны) , предназначенными для закрепления панели крыши кабины в горизонтальных шаблонах 29 и 30 и смонтированы с возможностью их перемещения в направлении, перпендикулярном рси конвейера.
В конечной по ходу технологического процесса части поточной линии расположена напольная тележка (не показана) , предназначенная для удаления кабины, изготовленной на поточной линии.
Поточная линия работает следующим образом.
Предварительно на плиту 13 укладывают панель пола кабины и включают зажимы опорных- поверхностей для фиксации панели пола на плите 13.
Затем на опорные поверхности с зажимами шаблона 23 устанавливают и зажимают панель правой боковой стенки, а панель задней стенки устанавливают на опорные поверхности заднего шаблона 24, соединенного по смежной стороне с шаблоном 23 в блок 2о. При этом панели правой боковой и задней ст.енок располагают в блоке 20 в заданном положении и с необходимыми для их сварки зазорами. Аналогичные операции выполняют с другой стороны поточной линии.
На опорные поверхности с зажимами шаблона 23 устанавливают и зажимают панель левой боковой стенки, а панель передней стенки устанавливают на опорные поверхности переднего шаблона 23, соединенного по смежной стороне с шаблоном 2 4 в блок 2 О. При этом панели левой боковой и зад,ней стенок располагают в блоке 20 в заданном положении и с необходимьам для их сварки зазорами. После этого вклзючают приводную тележку 12 и перемевчают по рельсовому пути 11 размеаденаую на тележке 12 плиту 13 с панелью пола в середину устройства 10 для сборки и.сварки кабин и включают привод подъема тележки 13, а также привода поворотных стоек 28. После поворота стоек 14 и 15 на половину оборота их останавливают, включают приводные механизмы 18 перемещения шаблонов, которые, передвигаяс по направляющим 17 стоек 14 и 15, перемещают блоки 20 в направлении, перпендикулярном оси конвейера. При этом блоки 20 двигаются навстречу друг другу.
Перемещение блоков 20 прекращается после соединения смежных сторон
шаблонов 21-24 в замкнутый контур. При этом панели пола задней, передн эй левой и правой боковых стенок, по см эйсньвл сторонам располагаются в уе |й йстве 10 для сборки и сварки ка.б;ИН- в заданном положении и с .необходдальиаи для их сварки зазорами, после чего сварочные установки 6 производят сварку панелей стенок кабины и пола между собой, а зажимы плиты 13 отключаются, плита 13 опускается и тележкой 12 по рельсовому пути 11 перемещается в исходное положение для загрузки панели пола следующей кабины. После поворота стоек 14 и 15 на половину оборота основные блоки 19 перемещаются приводными механизмами 17 в исходное положение под загрузку панелей стенок для изготовления следующей кабины в-соответствующие им шаблоны 21-24. По окончании сварки панелей стенок кабины и пола меноду собой первая по ходу технологического процесса подъемная тележка 2 захватывает и удаляет кабину из устройства 10 для сборки и сварки кабин, перемещаясь на один шаг по пути 3, подвешенному к стойкам 4. Удалив кабину с первой позиции линии, подъемная тележка 2 устанавливает изделие на вторую позицию, после чего конвейер 1 возвращает первую подъемную тележку 2 в исходное положение на первую позицию линии, а многоэлектродная сварочная 7 производит дальнейшую сварк соединений кабины.
После окончания операции сварки на машине 7 вторая по ходу технологического процесса поточной линии подъемная тележка 2 захватывает и удаляет кабину на третью позицию, оборудованную многоэлектродной сварочной машиной 8 и дополнительной стойкой 25 с парой одинаковых шаблонов 29 и 30. В шаблон 30 на его опорные поверхности с зажимами устанавливают и фиксируют панель крыши кабины, затем включают привод стойки 28, поворачивают на половину оборота, после чего останавливают. Затем включается приводной механизм 27, который, передвигаясь по направляющим 26 стойки 25, перемещает шаблон 30 в направлении, перпендикулярном оси конвейера. При этом панель крыши укладывается на смежные стороны панелей стенок кабины, а зажимы шаблона 30 отключаются. После поворота
стойки 25 на половину оборота шаблон 29 перемещается приводным механизмом 27 в исходное положение под загрузку в него панели крыши для изготовления следующей кабины. По окончании операций сборки И сварки кабины на этой позиции поточной линии изделие захватывается и удаляется подъемными тележками 2 подвесного конвейера 1 последовательно на остальные рабочие позиции линии,где производится окончательная
0 сварка и сборка кабины, а также на напольную тележку для удаления изделия с поточной линии.
Использование изобретения позволяет путем увеличения фронта сбо5рочных работ ориентировочно вдвое уменьшить продолжительность операций сборки под сварку панелей кабины в замкнутый контур и тем самым повысить ее производительность. При
0. этом в значительной степени облегчается удобство обслуживания, создаваемое конструкцией шаблонов, соединенных в блоки и размещенных парами на поворотных стойках, которые сглонтированы вдоль поточной линии.
5
Формула изобретения
Поточная линия для сборки и сварки
0 кабин тракторов, содержащая подвесной конвейер с подъемниками для кабин, смонтированную на фундаменте подвижную вдоль конвейера тележку под панель пола кобины, а также по паре
5 шаблонов с, зажимами для деталей кабин, образующих замкнутый контур кабины и размещенных по обеим сторонам от .продольной оси конвейера с возможностью поперечного перемеще-
0 ния относительно этой оси, о т л и ч а ю щ а я с я тем ,что, с целью повышения производительности за счет совмещения операций сборки деталей кабины, по обеим сторонам подвесного конвейера на фундаменте смонтированы
5 поворотные стойки с двумя парами направляющих, размещенных с двух сторон стоек параллельно их продольной оси, а каждая пара шаблонов соединена по смежным сторонам в блоки и каж0дый блок смонтирован в направляющих поворотных стоек, при этом каждая стойка снабжена дополнительным блоком шаблонов, выполненным аналогично ос- : новному и установленному в направ5ляющих, размещенных с противоположной стороны каждой стойки.
Источники информации, принятые во внимание при экспертизе
1.Гуляев А. И. Технология точечной и рельефной сварки сталей. М.,
0 Машиностроение, 1969, с.92.
2.Проект А 398394 французской фирмы Лангспен, 1971 (прототип).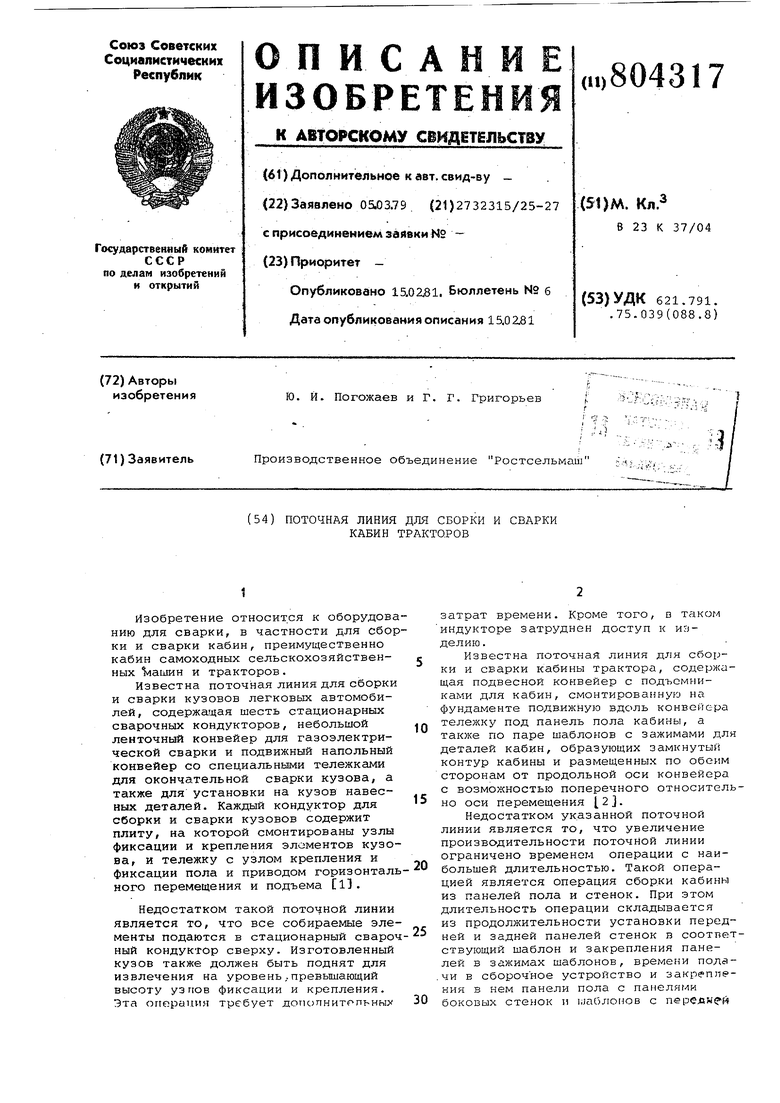
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ ИЗ ШТАМПОВАННЫХ ЭЛЕМЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2090331C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки труб в плети | 1986 |
|
SU1518107A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Механизированная поточная линия для сборки и сварки изделий | 1977 |
|
SU657942A1 |