Изо()ретение отипситс .л к производству строительных конструк14ий, а именно к изготовлению армированных предварительно-напряженных изделий из ячеистого бетона.
Цель изобретения - упроцение технологии, повышение производительности при изготовлении предварительно-напряженных изделий и обеспечение одновре- менного формования нескольких изделий из ячеистого бетона.
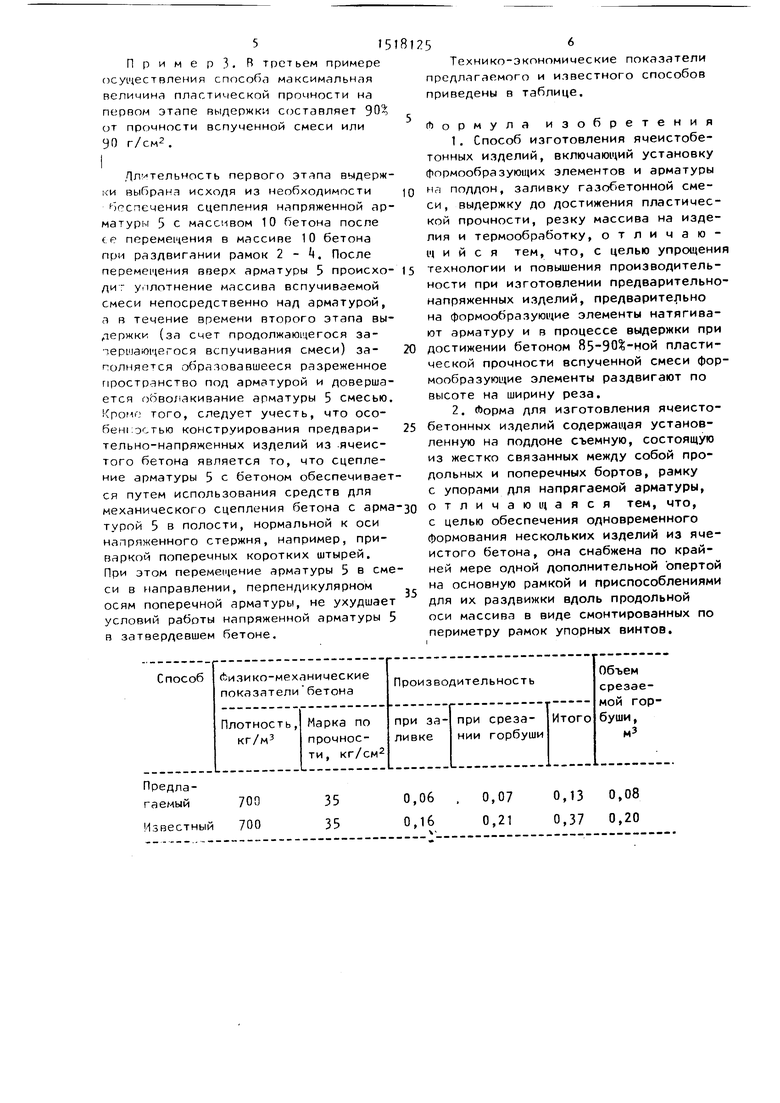
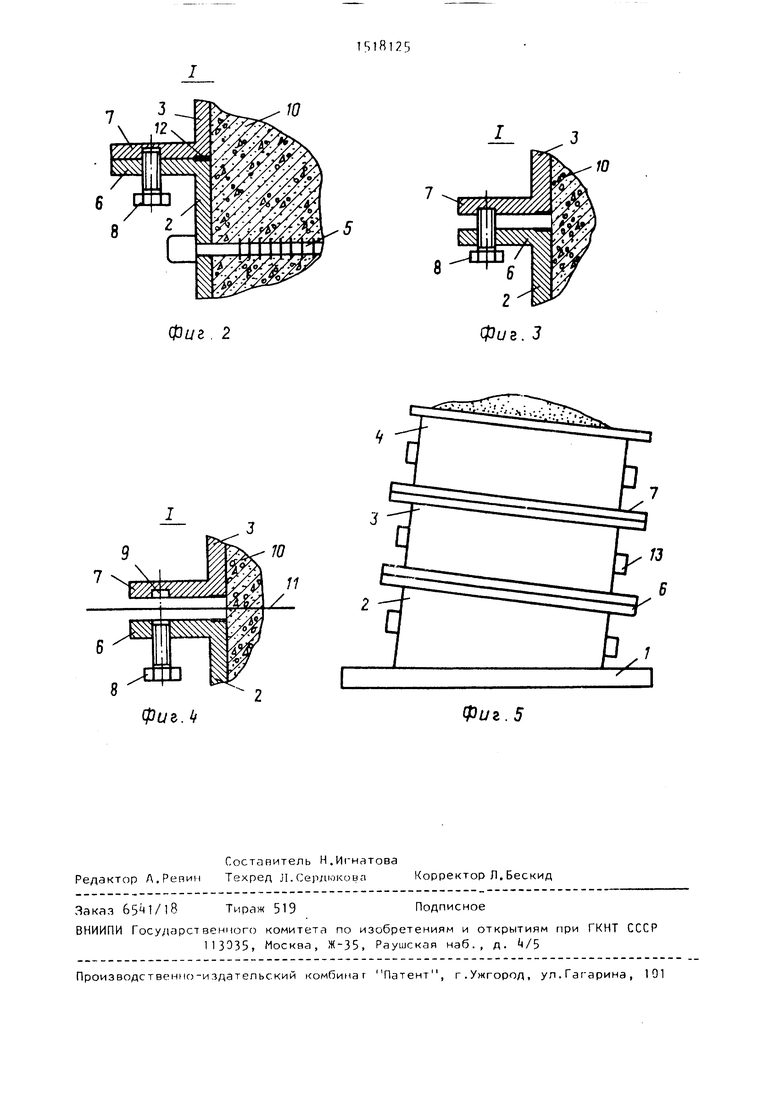
На фиг.1 изображена форма для осу- 1Чествления способа изготовления ячеис- тобетонных изделий, общий вид; на фиг.2 - узел I на фиг,1; на фиг.З - то же, 3 момент раздвижки; на фиг. 4 - то же, в момент резки массива бетона на фиг.5 - форма с наклонным расположением рамок относительно поддона. общий вид.
орма для изготовления армированных напряи енных изделий из ячеистых бетонов состоит из поддонд 1 ня котором расположены поставленные друг на дру- га рамки 2 k, в которых закреплена предварительно-напряженная арматура 5 Рамки 2 - имеют контактирующие друг с другом фланцы 6 и 7. В верхнем фланце 6 каждой рамки имеются резьбовые отверстия, в ivOTophic взорачивгмот упорные пииты 8. В нижнем Фланце 7 каждой рамки имеются глухие отверстия j, G которые ( зходьп ь винты 3 для взаимной фиксации рамок . - k при установке их друг ха друга. Резку сива 10 бетона осу цествляют ел руной 11. 2 - оГ1разованы из скрепленных друг с друг ом поперечных и продольных портов, соединяемых друг с друго. А угловымм креплениями (не показаны). Д. уплотнения соеди1г.1тель ных швов мем:, ду Р ;и-исами 2 - t используют, Н ;пг1им р, гермстик 12.
PiiMKi-i 2 - t снаби;ены приспоссбле- ниями 13 для Г)Лкрепления напряженной армптуг1Ы 3,
Борта рамок - - могут быть выполнены маи лоннымм относительно поддона 1 так, что изготовленные изделия будут иметь cKoujeHHbie кромки без дополнительной обработки. Максимальный угол наклона определяется условием устойчивости группы, установленных друг на д.руг п рамок 2 - i.
Способ осу1 ;ествлпют следуюи иг образом.
Пример. На смазанный поддон 1, находящийся в горизонтальном
к-
Q
- 5 ; 20
х 25 . -,Q Q- ,c
55
положении, устанавливают одна на другую рамки 2 - 4, в которых предварительно закреплена напряженная арматура 5. Скомплектованный пакет рамок 2 - заливают газобетонной смесью, после чего производят первый этап выдержки - до достижения смесью пластической прочности, равной 87 от прочности смеси по окончании ее вспучивания .
В частности, при использовании газобетона на смешанном вяжущем плотностью 660 кг/м пластическая прочность полностью вспученной смеси составляет 100 г/см, а первый этап выдержки ведут до достижения смесью прочности 87 г/см2.
Величину пластической прочности смеси в процессе ее вспучивания определяют с помощью пллстометра, например, Tvina ПГ-2.
По окончании первого этапа выдержки рамки 2 k ргаздвигают друг от друга по вертикали вворач ванием винтов В на расстояние, например, 1,5- 2 мм, достаточное для прохода между рамками струны 11 для разрезания массива 1П бетона.
После раздвигания рамок 2 - k осуществляют второй этап выдержки - до .остижения массивом 10 бетона пласти- t.c ой прочности, необходимой для ее разрезания (l80 г/см). После этого разрезают массив 10 бетона струной 11, для чего винты 8 выводят из промежутка между рамками 2 - -. Одновременно срезают горбушу.
Разрезание можно проводить либо при горизонтальном положении рамок 2 - (, либо после предварительного поворота рамок 2 - на ЭО .
После разрезания массива 10 бетона на отдельные изделия (каждое находится в своей рамке) отправляют изделия в рамках 2 - 4 на термообработку в горизонтальном или вертикальном положениях. После термообработки отсоединяют арматуру от бортов рамок 2 - k и разъединяют борта, высвобождая полученные изделия.
П р и м е р 2. Способ, осуществляемый по примеру 2, отличается от способа , осуществляемого по примеру 1 , минимальной величиной пластической прочности первого этапа выдержки - 85 от прочности полностью вспученной смеси, что составляет ВЗ г/см.
515
ПримерЗ, R третьем примере осуществления способа максимальная величина пластической прочности на первом этапе выдержки составляет 90 от прочности вспученной смеси или УО г/см2.
Дл тельность первого этапа выдержки выбрана исходя из необходимости беспечения сцепления напряженной арматуры 5 с массивом 10 бетона после te перемещения в массиве 10 бетона при раздвигании рамок 2 - , После переме1цения вверх арматуры 5 происхо- дит уплотнение массива вспучиваемой смеси непосредственно над арматурой, а R течение времени второго этапа выдержки (за счет продолжающегося за- 5ершаю1цегося вспучивания смеси) за- полняется образовавшееся разреженное пространство под арматурой и довершается обво; акивание арматуры 5 смесью. Кромо того, следует учесть, что осо- бенкэстьго конструирования предвари- тельно-напряженных изделий из .ячеистого бетона является то, что сцепление арматуры 5 с бетоном обеспечивается путем использования средств для механического сцепления бетона с арма турой 5 в полости, нормальной к оси напряженного стержня, например, приваркой поперечных коротких штырей. При этом переме1цение арматуры 5 в смеси в направлении, перпендикулярном осям поперечной арматуры, не ухудшает условий работы напряженной арматуры 5 в затвердевшем бетоне.
256
Технико-экономические показатели предлагаемого и известного способов приведены в таблице.
Лормула изобретения
1.Способ изготовления ячеистобе- тонных изделий, включающий установку формообразующих элементов и арматуры на поддон, заливку газобетонной смеси, выдержку до достижения пластической прочности, резку массива на изделия и термообработку, отличаю- 1И и и с я тем, что, с целью упрощени технологии и повышения производительности при изготовлении предварительно напряженных изделий, предварительно
на формообразующие элементы натягивают арматуру и в процессе выдержки при достижении бетоном 85-90 ной пластической прочности вспученной смеси формообразующие элементы раздвигают по высоте на ширину реза.
2.Лорма для изготовления ячеисто- бетонных изделий содержащая установленную на поддоне съемную, состоящую из жестко связанных между собой продольных и поперечных бортов, рамку
с упорами для напрягаемой арматуры, отличающаяся тем, что, с целью обеспечения одновременного формования нескольких изделий из ячеистого бетона, она снабжена по крайней мере одной дополнительной опертой на основную рамкой и приспособлениями для их раздвижки вдоль продольной оси массива в виде смонтированных по периметру рамок упорных винтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2020 |
|
RU2731113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПОЛУЧЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2274627C1 |
| Способ изготовления строительных, преимущественно ячеистобетонных, изделий и установка для его осуществления | 1990 |
|
SU1753938A3 |
| ИЗДЕЛИЕ ИЗ ЯЧЕИСТОГО БЕТОНА АВТОКЛАВНОГО ТВЕРДЕНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СМЕСЬ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСИ | 2018 |
|
RU2681166C1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| Способ изготовления газобетонных изделий | 1974 |
|
SU619348A1 |
| Бортоснастка для изготовления изделий из бетонных смесей | 1987 |
|
SU1593960A2 |
| БЕТОННАЯ СМЕСЬ | 2023 |
|
RU2801028C1 |
Изобретение относится к производству строительных конструкций, а именно к изготовлению армированных предварительно напряженных изделий из ячеистого бетона. Цель изобретения - упрощение технологии, повышение производительности при изготовлении предварительно-напряженных изделий и обеспечение одновременного формования нескольких изделий из ячеистого бетона. На горизонтально установленный поддон 1 устанавливают одну на другую рамки 2, 3, 4, в которых предварительно натянута арматура. Пакет рамок 2, 3 и 4 заливают газобетонной смесью и производят выдержку до достижения бетоном 85-90% пластической прочности вспученной смеси. Затем ролики 2, 3 и 4 раздвигают по высоте, вворачивая болты 8, на расстояние, достаточное для прохода между рамками 2, 3 и 4 струны для разрезания массива 10 и выдерживают до достижения бетоном пластической прочности. После этого массив разрезают по горизонтали и срезают горбушу. Изделия в рамках 2, 3 и 4 отправляют на термообработку, после которой изделия распалубливают. 2 с.п. ф-лы, 5 ил., 1 табл.
Предлагаемый 700
Известный 700
35 35
0,06 . 0,07 0,13 0,08 0,16 0,21 0,37 0,20
ю
Фиг . 2
Ю
Фиг.
Составитель Н.Игнатова Редактор Л.Ревин Техред Л.Сердюкова Корректор Л. Бескид
Заказ 6541/18
Тираж 519
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР ПЗЭ35, Москва, Ж-35, Раушская наб., д. 4/5
фиг. 3
/
Фиг. 5
Подписное
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ЯЧЕИСТЫХ БЕТОНОВ | 0 |
|
SU311879A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Производство автоклавных ячеистых бетонов в СССР и за рубежом | |||
| М.: ВНИИЭСМ, 1975, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Авторское свидетельство СССР К 1175709, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
