Изобретение относится к установке для гидромеха(1ического 11олирова}1ия BHyipenmix поверхностей заготовок и может быть использованс-) в металлур- гни, машиностроении и других областях техники.
Известно техническое решение, пред- 11азначен11ое для обработки внутренних поверхностей заготовок (авторское ,
свидетельство СССР № 416219, кл. В 24 В 5/40, 1971). Известное решение не обеснечивает обработку длинных поверхностей небольшого ;шаметра при гарантии высокого класса чистты обрабатъшаемых поверхностей и высокой производительности процесса.
Цель изобретения - повышение качества обработки штинных заг отоиок небольшого диаметра.
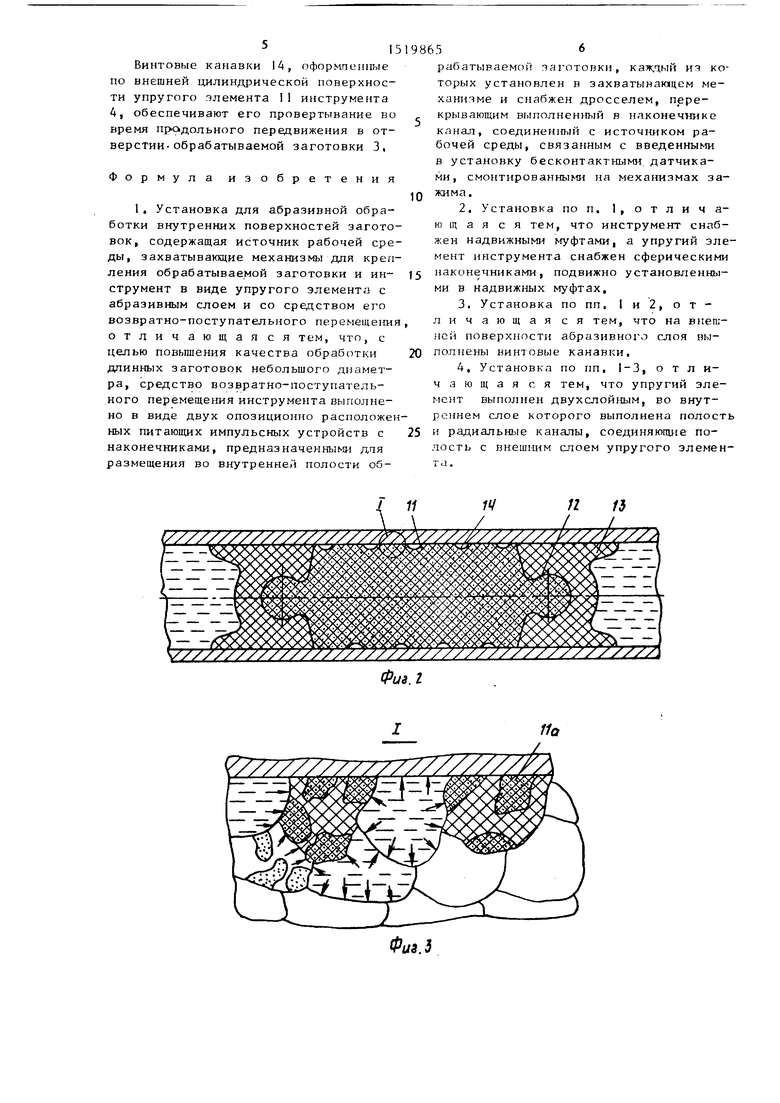
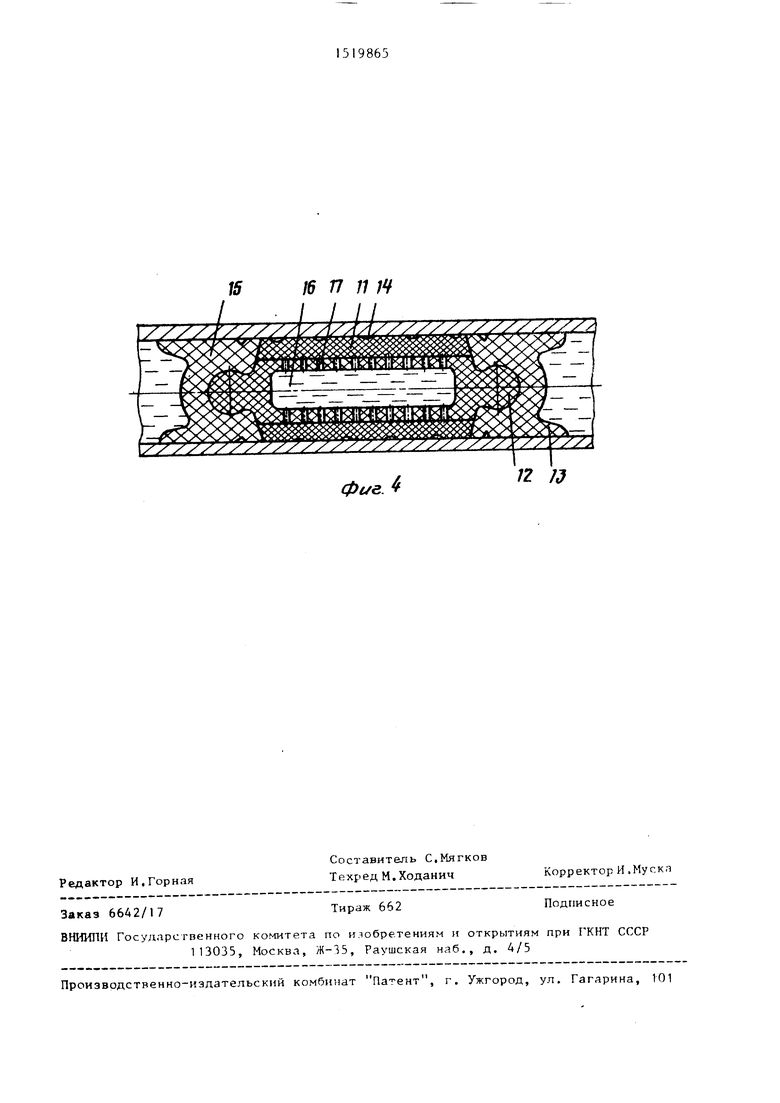
На фиг, 1 представлен продольный разрез пре;ллагаемой устаногзки; на фиг, 2 - полирующий инструмент, продольный разрез; на фиг, 3 - узел Т на фиг, 2; на фиг, 4 - полирующий ин-струмент, продольный разрез, вариант исполнения.
Установка содержит источник 1 рабочей среды, захватывающие механизмы 2а и 2в для крепления обрабатываемой заготовки 3 и полирующий инструмент 4 выполненньш в виде упругого элемента с абразивным слоем и со средством его возвратно-поступательного перемещения Средство возвратно-поступательного перемещения инструмента выполнено в виде двух оппозиционно расположенных питающих импульсных устройств 5а и 5в с наконечниками 6а и 6в, предназначенными для размещения внутренней полост обрабатываемой заготовки 3, Наконечники 6а и 6в установлены в захватывающих механизмах 2а и 2в и снабжены дpocceля И 7а и 7BV перекрывающими выполненные в наконечниках каналы 8а и 8в, соединенные с источником 1 рабочей среды.
На механизмах 2а и 2в зажима смонтированы введенные в установку бесконтактные датчики 9а и 9в, связанные с источником 1 рабочей среды, посред- ством 1штающих импульсных устройств 5а и 5в и клапанов 10а и 10в, и предназначенные Д.Г1Я подачи сигнала для демпфирова1ШЯ и реверсирования движения полирующего инструмента 4.
Полирующий инструмент 4 представлет собой упругий элемент П, насыщенный абразивными микрозернами Па и
0 5
5
снабжен сферическими наконечниками 12, подвижно установленными в надвижных ьтуфтах 13, На внешней новерхности абразивного слоя выполнены винтовые канавки 4,
Полирующий инструмент 4 согласно второму варианту (фиг, 3) выполнен двухслойным. Внешний слой упругого элемента 11 несет абразивные микрозерна 11а и винтовые канавки 14, а во внутреннем слое 15 выпонены полость 16 и каналы 17, соединяющие полость 16 с внешним слоем упругого элемента 1 1 .
Установка работает следующим образом,
В одном конце обрабатываемой заготовки 3 устанавливается полирующий инструмент 4, после чего обрабать ваемая заготовка 3 устанавливается Mejiviy наконечниками 6а и 6в и захватывается захватывающими механизмами 2а и 2в,
Из импульсного устройства питания 5в через дроссель 7в и канал 8в отверстие обрабатываемой заготовки 3 заполняется смазочно-охлаждающей жидкостью (СОЖ).
Из импульсного устройства 5а питания через дроссель 7а и канал За подается СОЖ под высоким давлением, при зтом приводится в действие полирующий инструмент 4 до перехода через все отверстие обрабатываемой заготовки 3, В конечном положении инструмента 4 срабатывает бесконтактный датчик 9в, который включает импульсное устройство 5в питания, выключая одновременно с этим питающее импульсное устройство 5а, и соответственно закрывает клапан 10в, а открывает клапан 10а, Во время этого движения инструмента 4 в отверстии обрабатываемой заготовки 3 под действием двустороннего давления СОЖ он деформируется по оси, при этом повы-. шается давление предварительно помещенной в камере 16 рабочей жидкости, которая выталкивается через периферийные каналы 17 к насыщенному микроабразивными зернами Па внешнему слою упругого элемента I1, Таким образом, осуществляется смазывание и постоянное радиальное давление на обрабатываемую поверхность во время процесса полирования, при этом автоматически копируется и соблюдается обрабатываемый размер.
Винтовые канавки 14, оформпеиные по внешней цилиндрической поверхности упругого элемента 11 инструмента 4, обеспечивают его провертывание во время продольного передвижения в отверстии- обрабатываемой заготовки 3,
Фор мул
изобрете
1 . Установка для абразивной обработки внутренних поверхностей заготовок, содержащая источник рабочей среды, захватывающие механизмы для крепления обрабатываемой заготовки и инструмент в виде упругого элемента с абразивным слоем и со средством его возвратно-постунательного перемеще шя отличающаяся тем, что, с целью повьшения качества обработки длинных заготовок небольшого диаметра, средство возвратно-поступательного перемещения инструмента выполнено в виде двух опозициопю расположенных питающих импульсных устройств с наконечниками, предназначенными дан размещения во внутренней полости об
я 198656
рабатываемой заготовки, каждый из которых установлен в захватываюгцсм механизме и снабжен дросселем, пере- крывающим выполненный в наконечтшке канал, соединеН1шй с источником рабочей среды, связанным с введенными в установку бесконтактными датчиками, смонтированными па механизмах жима.
2.Установка по п. 1, о т л и ч а- ю щ а я с я тем, что инструмент снабжен надвижными муфтами, а упругий элемент инструмента снабжен сферическими
15 наконечниками, подвижно установлеинь)- ми в надвижных муфтах,
3.Установка по пп. 1 и 2, о т , л и чающаяся тем, что на внеш 1сй поверхности абразивного слоя вы- 20 полпены винтовые канавки,
4.Установка по пп, 1-3, отличающаяся тем, что упругий элемент выполнен двухслойным, во внутреннем слое которого выполнена полость
25 и радиальные каналы, соединяющие полость с внеш1шм слоем упругого элемента.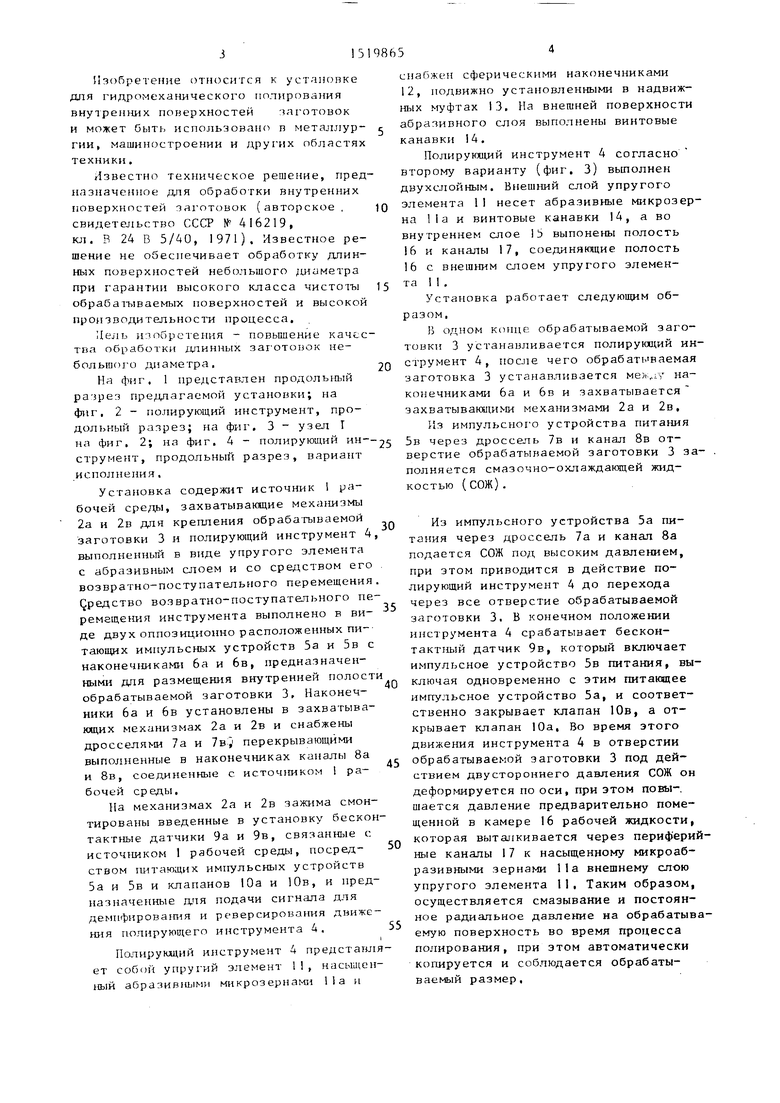
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гидропластической обработки трубчатых изделий | 1983 |
|
SU1335484A1 |
| Способ пластического деформирования заготовок и устройство для его осуществления | 1983 |
|
SU1417963A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ РЕЗАНИЕМ | 2008 |
|
RU2413597C2 |
| УСОВЕРШЕНСТВОВАННАЯ ОПОРА ДЛЯ ОБЪЕКТОВ/НАГРУЗОК | 2006 |
|
RU2410490C2 |
| СИСТЕМА СОЕДИНЕНИЙ ДЛЯ ИСПОЛЬЗОВАНИЯ С ШПИНДЕЛЬНЫМ УСТРОЙСТВОМ СТАНКА | 2016 |
|
RU2727624C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ПЕРЕДНИХ КРОМОК АЭРОКОСМИЧЕСКИХ ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2674725C2 |
| УСТРОЙСТВО ДЛЯ ПРОКАЛЫВАНИЯ КОЖИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ УДАЛЕНИЯ ТАТУИРОВОК НЕХИРУРГИЧЕСКИМ СПОСОБОМ | 2012 |
|
RU2600667C2 |
| ПОДНИМАЮЩЕЕ/ОПУСКАЮЩЕЕ ТРАНСПОРТИРОВОЧНОЕ УСТРОЙСТВО КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ ИЗДЕЛИЯ | 2016 |
|
RU2719049C2 |
| РАДИАЛЬНЫЙ ИНСТРУМЕНТ СО СВЕРХТВЕРДОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2526919C2 |
| ЦЕПНАЯ ПЕРЕДАЧА И ЦЕПЬ | 2003 |
|
RU2318145C2 |
Изобретение относится к абразивной обработке и может быть использовано при гидромеханическом полировании внутренних поверхностей заготовок в металлургии, машиностроении и других областях техники. Цель изобретения - повышение качества обработки длинных заготовок небольшого диаметра. Установка для абразивной обработки внутренних поверхностей заготовок включает в себя два захватывающих механизма 2а и 2в, в которых установлена обрабатываемая заготовка 3, при этом установка снабжена полирующим инструментом 4, соединенным с источником 1 смазочно-охлаждающей жидкости. В каждом захватывающем механизме 2а и 2в установлен наконечник 6а и 6в соответственно, оформленный в переднем конце питающего импульсного устройства 5а и 5в соответственно. Устройства 5а и 5в посредством канавок 8а и 8в с дросселями 7а и 7в соответственно соединены с источником СОЖ через клапаны 10а и 10в соответственно. В одном из концов обрабатываемой заготовки 3 установлен полирующий инструмент 4, являющийся плавающим. Захватывающие механизмы 2а и 2в оснащены бесконтактными датчиками 9а и 9в соответственно, соединенными посредством клапанов 10а и 10в с источником СОЖ. 3 з.п. ф-лы, 3 ил.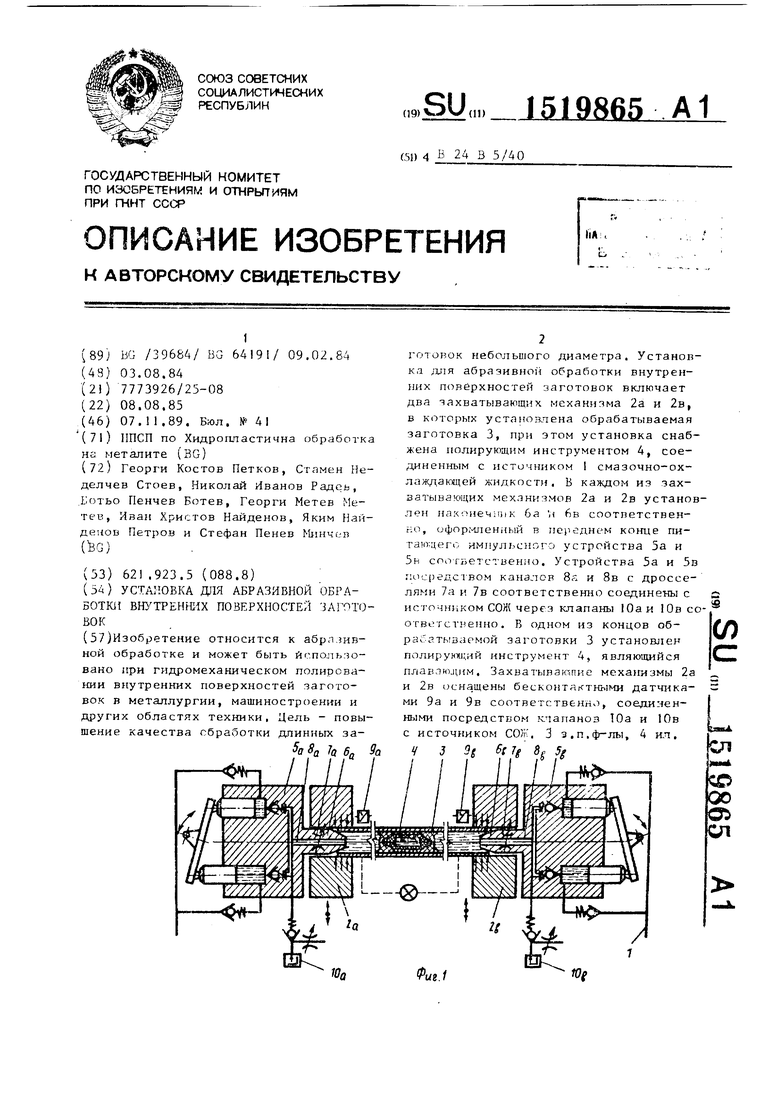
Фин. г
Фиг.З
16 77 /7 Jff
Редактор И,Горная
Составитель С.Мягков Техред М.Ходанич
Заказ 66А2/17
Тираж 662
ВНИИПИ Государственного комитета по ияобретениям н открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
фиг.
1г Id
Корректор И .Муекл
Подписное
