Изс бретеииг относится к обработке труб- ча Ия.х н:.,телпй /laB.ieiiHew и найдет нриме- lii-Miic нри от , .-о ил внутрениеГ новерхнос- П1 обс :; iLMHi . точного иисннито раз мс-.),1, i:i ()ii li i, lUi. inn. ipoii. iiiy. ioK и других иД() j -а. leii.
Извест., ман1нна д;1Я обработки ци.:1инд- чических ii .i 1 идронластичеекой деформацией, с помощью KOTopoii в зависимости от вида MaipHUbi можно oupa6o ia ib с необхо- ДИМОЙ |;1ад1ч0стью то. п.ко их внутреннее от- верегие или можно нрофи.лировать их вие1н- iioBepxiiocTtj, а внутреннюю новерхност отде. 1ать с необходимой степенью гладкости.
Известная ма1нина нредетавляет собой нресс, к подвижному ползуну KOTopoix) закреплен гидравлический цилиидр высокого давления, нитаемый отдельным 1 идроа ре- гатом. ia 1нтоке. гидравлического цилиндра BbicoKoi o давления иодвижно смонтирован н унлотнен относите.пьно него инструмент для гидронлаетической деформации, дальше называемый д., 1я краткости рабочи инструментом, представляющий co6oii г,|;1д- кую нрои1ивку с глухим центра;и нь;м ог- верстием, соединенным посредством ради- альных капавок с внадинами прошивки. Каиавки рабочего иист)умента соединены также с пространством шлсокого дав- . iei:i;t | ндр; ; лмч;ч ког ; ;M.iiir ;;. i ; нсчинает, :.; iipii ,;n iMb:i. , oiiii.ioa- т.ьп .аемой поверхности н Hiic iijyMen i a. К pa- бом . cTo. iy пресса присоединен бандаж, очна 1)1ваюа1,ий матрицу с размешенной в i:i грубчато11 заготовкой. Заготовку в ее ннжнел; конце подпирает раздвижная не- с тая онора.
Недостатком известной .машины является малая ироизводительность вследствие того, что только на одной рабочей позиции осунхествляетея гидронластическая обработка. Загрузка за1 отовками осун1ествляется вручную.
Кроме того, во время деформации заготовки всегда вытекает металл между матрицей и раздвижной несущей онорой и блокирует об)абатываемую заготовку. Это приводит к гому, что весь узел: деталь, несущие ,а;оры, -- необходимо разбирать после каж- д(Ч1 операции для отделения опоры от детали
lIejH io изобретения является создание маин1иы для гидронлаетической обработки трубчатых изделий с непрерывным автома- тизировапным циклом, т.е. повышение п.роИЗВОД1 ТеЛЬНОСТИ.
Поставленная цель достигается путем создания магиины для гидроиластичеекой обработки, содержащей вертикальный гид- равлический пресс с закреилениым на его подвижном ползуне устройством для гидро- н;1астической обработки и размещенной на
0
5 5
0
5
5
0
5
рабочем сто.че нресса мат)1И11л й д;1я ;)а: Л1е И1еиия в ней заг отовки.
Устройство д/1я nn;)(Ht.-uu THiK4-Kiiii обработки вын().1нено и ИИ.if несупц-й , ирикреи, 1енног() к ней i . ичсског о lui- .чиндра Bbiccmofo . laB. A :U:v;, ni ioK Koix.iporo жестко соединси с oiirpiioi i н. гитой. несущей прошивных сгсржия и. дна и ггалкиваю- Huix стержня. KpONie i oio, обе и.читы соеди- иеЩ) между C )6(.)ii ii; :i|:;;ii. 1яюи1ими колоннами, коюрые своподло и)оходят через не- сх илую п:1н:у. 11р1Иииг, )жгн1, которые раси(х 1(:/К1М1ы в I.юскости. иернендикуляр- пой ii;i()CKociii вьп алкивающих стержней, имеют coociibic гнезда, н/ютно охватываю- 111И( хвостовики рабочих инструментов, и СЧ111 соеди11е1и,1 с полостью гидравлического ци.игпдра liMcnKOi o давления иоередством д|)()чЧчме11. ьгга. 1киваюн1ие стержни снаб- )1 акс)1а. 11,ными комненсаторами с резь- бо;;, внинченными в них, и приводятся в дви- жсиие 1Л1Драв;1ическим цилипдром и зубча- 1ОЙ |).
На рабочем сголе п ресса смонтировано нозиционирукмцее устройство, а с обеих его сторон - устройство для подачи заготовок и транспортный маиииу.чятор д.1я перенесения рабочих инструментов. Под рабочим сто.. 1ом расположено устройство для отвода г)брабо- ян| Ь х ;1ета,тей.
л гrjioMCTBo для подачи заготовок сос тоит ,i ; д| , б т1ь;еров с отсекате.чями и двухза- хпагным .ман1 нуля 1 ором между ними.
Транснортный манинулятор выпо.тнен в виде основания, установленного на нрессе посредством колонн, на которых смонтирован с возможностью продольного перемещения нолзуи, несуии1Й горизонтальные колонны, к которы.м закреплена механичее- кая рука.
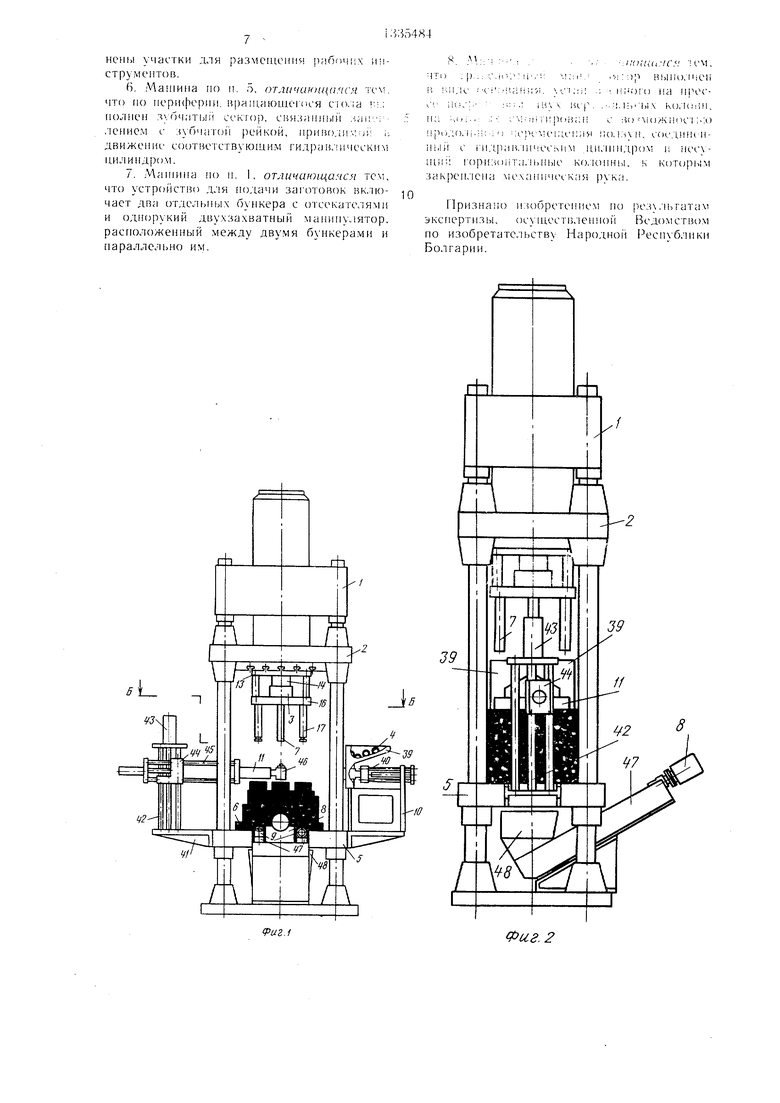
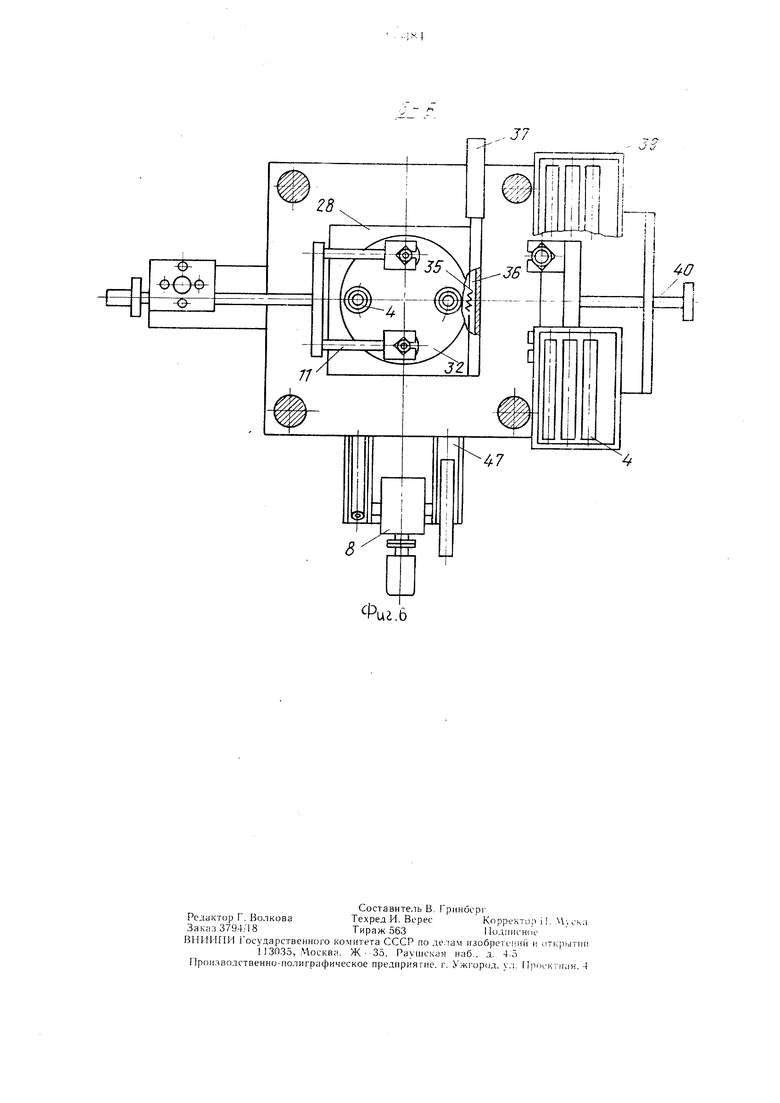
На фиг. 1 нредставлена машина, обн1ий вид; на фиг. 2 --- то же, 15ид сбсжу; на фиг. 3 -- устройство для шдроиластической обработки с частичным размером через цилиндр выеокого давления, один из прогиив- ных етержней и один из выталкиваюпшх стержней; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 -- вращающийся стол через но- ЗИН.ИЮ для обработки и через позицию для выталкивания, вертикальный разрез; .ча ({)иг. 6 - разрез Б-Б на фиг. 1.
Мащипа для гндрогктастичеекой обработки состоит из вертикального четырехколон- ного гидравлического пресса 1, к подвижному ползуну 2 которого прикреплено ует- ройство 3 для гидронластический обработки заготовок 4.
На рабочем столе 5 нресса I установлено позиционируюгцее устройство 6, предназначенное для ориентирования заготовок 4 по отношению к нроц ивным стержням 7 устройства 3 для гидрО 1. 1гстической обработки.
Под рабочим столом 5 пресса установлено устройство 8 для отвода обработанных деталей 9 из рабочей зоны машнны.
С обеих сторон рабочего стола 5 установлены устройство 10 для подачи заготовок 4 и транспортный манипулятор И для транспортирования рабочих инструментов 12.
Устройство 3-для гидропластической обработки состоит из несущей плиты 13, прикрепленной к подвижному ползуну 2 пресса 1, несущей гидравлический цилиндр 14 высокого давления, к штоку 15 которого жестко закреплена опорная плита 16. Опорная плита 16 несет два прошивных стержня 7, предназначенных для выталкивания рабочих инструментов 12 через обрабатываемые отверстия заготовок 4, и под углом 90° ,по отношению к ним - два выталкивающих стержня 17. Каждый выталкиваю- пдий стержень 17 снабжен аксиальпым компенсатором 18, который компенсирует разность длин обрабатываемых изделий, появляющуюся в результате возможной разности объемов заготовок 4. Аксиальный компенсатор 18 представляет собой удлинитель 19 с резьбой в одной части и зубчатый венец 20 - в другой, связанное зацеплением с зубчатой рейкой 21, нриводимой в движение гидравлическим цилиндром 22.
Опорная плита 16 и несущая плита 13 соединены между собой также и направляющими колоннами 23, которые проходят через направляющие несущей плиты 13. Рабочее пространство гидравлического цилиндра 14 высокого давления, которое питается рабочей жидкостью от самостоятельного агрегата (не показано), соединено с рабочими инструментами 12 посредством каналов 24, проходящих через прощивные стержни 7, опорную плиту 16 и щток 15, причем по этому пути, в гнезде каждого рабочего инструмента предусмотрен дроссель 25. На входе рабочей жидкости в цилиндр 14 высокого давления предусмотрены также обратный клапан 26 и дренажный клапан 27.
Позиционирующее устройство 6 включает корпус 28, жестко закрепленный к рабочему столу 5 пресса 1, с центральным отверстием 29, часть которого выполнена в виде гидравлического цилиндра с размещенным в нем полым щтрком 30, насаженным на аксиально подвиж ный стержень 31, установленный на опорах в полом щтоке 30 и корпуса 28. Полый щток 30 и аксиально подвижный стержень 31 смонтированы также е возможностью относительного проворота. На корпусе 28 расположен четырехпозици- онный вращающийся стол 32, смонтированный в осевом направлении на стержне 31. Каждая позиция вращающегося -стола 32 имеет отверстие, в котором размещена матрица 33. При этом две из диаметрально расположенных позиций вращающегося стола
0
5
0
5 к
0
5
0
5
0
5
32 предназначены для гидропластической обработки вс 1 ан. 1енны в них заготовок 4, а другие две для . 1кивання обработанных дста.юй 9.
Споено позициям вран1а1()иим ()ся CTO.ia 32 в корпусе 28 выполнены соответствующие отверстия, два из которых в своей Eiepx- ней части имекчт гнезда с расноложенными в них и неподвижно закреп.ченными несущими втулками 34, в которых размещают заготовки 4. Внутренний диаметр несущих втулок 34 больше внутренне1Ч) отверстия заготовки 4. Отверстия в корпусе 28 с расположенными в них несущими втулками 34 заканчиваются двумя параллельными участками 38, предпазначенными для размещения прошедших через заготовку 4 рабочих ипструментов 12.
Для поворота вращающегося стола 32 по его периферии выполпен зубчатый сектор
35,который зацепляется с зубчатой рейкой
36,приводимой в движение соответствующим гидравлическим цилиндром 37.
Устройство 10 для подачи с заготовками 4 позиционного устройства 6 установлено посредством стойки на рабочем CTo. ie 5 пресса 1 и состоит из двух бункеров 39 с отсекателями и одного однорукого двух- захватного манипулятора 40, который берет по одной заготовке 4 из двух бункеров и одновре.менно подает их к двум сюзицпям позиционирующего устройства. Двухзахват- ный манипулятор 40 расгюложсн между двумя бункерами 39 и параллельно пм.
Противоположно устройству 10 д. 1я подачи, закрепленный к рабочему столу 5 пресса I, расположен также транспортный манипулятор 11 рабочих инструментов 12, состоящий из основания 41, присоединенного к прессу 1 двумя вертикальными колоннами 42, по которым двигается с помощью гидравлического цилиндра 43 ползун 44, несущий две горизонтально движущиеся колонны 45. Последние несут механическую руку 46 с двумя захватами.
Мащина для гидравлической обработки снабжена устройством 8 для отвода обработанных деталей 9 и включает два наклонных транспортера 47 с общим приводом, имеющих по одному приемному ковшу 48, расположенному под двумя позициями позиционирующего устройства 6 выталкивания обработанных деталей 9.
Мащина работает следующим образом.
Однорукий двухзахватный манпгп лятор 40, который обслуживает устройство 10 для подачи,заготовок, берет две заготовки из бункеров 39 и подносит их к рабочим позициям позиционирующего ycTpoiicTea 6, вставляет заготовки 4 в матрицы 33 и отступает назад, а .манипулятор 11 рабочих инструментов 12 подносит их к рабочим позициям. Источник подачи рабочей жидкости заполняет через обратный клапан 26 полость гид
.I lii. ipa 14 высокого дав,ле- , i его iJiTOK 15 и конечное . i . . причем од|1ов|)еме11Н1) и кяпа,; 2) до дроесе
. L iipeeea 1 , :ч гидроп, 1ае 1 ичееко| | об- : iiieicH вниз до тех nof), пока ,)/кни 7 захва гя г и прижму ,Г ;п,1 12 к :(а отоикам 4. I 1 оенобо/кдае рабочие ии- 1 . 12 п. описывая -образную гра- , осгаиавливается в участках 38 ...;,;ус, 2(S. Начинается рабочий ход пресса 1. 1р.;чем одновременно с этим к рабочи.у. инс; 1 м1 итам 12 поступает рабочая жидкое п, через дроссели 25. Во время движения ;к|Г)очих инструментов 12 в заготовках 4 iiep-;оиачадьно осун1ествляется иредвари- ; ;ьнос дориование нри обильном смазыва- об;)аба1 1)1ваемой поверхност и, не достигая О1 ог1чателы1ого размера детали. При но, 1ио, вхождении рабочих инструментов 12 в заготовки 4 впадины зубьев инструментов закр1 и1аются, рабочее давление в гидравлическом пи. 1И11дре 14 высокого давления резко новын1ается, дости|-ая несколько тысяч агмосфер, и рабочие инструменты 12, нродвигаемые дальше вниз усилием пресса 1, осуществляют отделку деталей гидро- н.лаетической де(рормацией. Затем ирошед- 1ние через деталь 9 )абочие инструменты 12 захватываются рукой манипулятора 11, 1чоторая онисывает в обратном направлении -об))азпую траекторию и выводит их для следующей подачи к рабочим позициям. Подвижный ползун 2 пресса нродвигается вверх в исходное ноложение, а вращающийся стол 32 нозиционирующего устройства () иод воздействием гидравлического цилиндра 29, встроенного в корпус 28, иоднимается пггоком 3() и зубчатой рейкой 36 поворачивается под углом 90°, причем матрицы с обра- боганными дета,1ями 9 размещаются под выталкивающими стержнями 17, после чего иггок 30 переводит вращающийся стол в исходное ноложение. Затем цикл повторяется.
При этом перед началом рабочего хода подвижного ползуна 2 приводятся в движение аксиальные компенсаторы 18 соответствующими гидравлическими цилиндрами 22 и зубчат1,1ми рейками 21 до их прижатия к деталям 9. Затем наряду с обработкой пары заготовок 4 осуществляется также вы- талкивапие парь: дета;1ей 9, которые уносятся устройством 8 для отвода. При возврате подвижного ползуна 2 вверх убираются и аксиальные компенсаторы 18.
Экономический эффект при внедрении изобретения обеспечивается за счет полной автоматизации цикла.
Формула изобретения
I. Машина для гидропластичеекой обработки трубчать1Х изделий, в частности для
0
o6pa6v;- :-;г г:1 чгй иоверхности ири
досл нжч- : : ; - Oiiii внешнего размера, содер/кашг Я ncpi И1ч;1 1чнь;й |-идравл и чес- кий пресс, .акреп. к iiiioe его иодвиж- .- 1ом 11о. 1зуие yi. i poiurnu) дли i идроиластичес- Koii обработки, а на j.viooMeM cixx ie - мат- |)И11у для размещс ния в пей заготовки, от- личиющияс.ч те . что, с пелыо новыщепия производительности,, устройство для 1 идро- иластич( оГ)рабо ки выиолнено в виде HecyiH,eii нлит1,1, ii)iiKpeiLieiiiioi4) к iieii гид- равличееко { и.илиндэа высокого давления, oHopHoii илиты, жестко соединенной со игго- ко.м этого цилинд)а, сочлененных с онор- ной н.титой двух пг)О1нивных стержней с
рабочими инструментами и двух выталкивающих стержней, направляющих колонн, соединяющих обе илиты, нри этом в несу- 1цей плите выно.лнены на;11)аЕ ляющие для нанравляющих колонн, соосно гидравлическому цилиидру высокого давления на ра0 бочем столе нрееса установлено позиционирующее устройство и противоположно с обеих его еторон устройетво для подачи заготовок и тра11сио)т11ый манипулятор для инструментов для гидронлаетической де5 формации, а под рабочим столом размещено устройство для отвода обработанных деталей.
2.Ман1ина по н. 1, отличающаяся тем, что гидравлический цилиндр высокого давления и гнезда в tipoiuHBHbix стержнях для
0 рабочих инструмент(.)в соединены посред ством дросселя.
3.Мапшна по н. I, отличающаяся тем, что выталкивающие стержни спабжепы ак- сиальпыми компенсаторами с резьбой, ввин5 ченными в выталкивающие стержни, выполненные в своей верхней части в виде зубчатого венца, связанного зацеплением с зубчатой рейкой, приводимой в движение гидравлическим цилиндром.
0 4- Машина по п. 1, отличающаяся тем, - что нозиционируюш.ее устройство выполнено в виде корпуса, жестко закрепленного к рабочему столу пресса с четырьмя концентрически расположенными и одним центральным отверстиями в виде гидравлического цилиндра, в котором помещен полый шток, насаженный на аксиально подвижный вместе с штоком стержень, который несет четырехпозициопный вращающийся стол, причем каждая позиция имеет сквозное
0 гнездо с помещенной в нем матрицей.
5. Мащина по нп. 1 и 4, отличающаяся тем, что в двух диаметрально расположенных отверстиях Kopciyca со стороны плоскости движения вращающегося стола выполнены гнезда с неподвижно помещенными в
5 них несущими втулками, внутренний диаметр каждой из которых больще внутреннего отверстия заготовки, а под ними в корпусе позиционирующего устройства выпол5
йены участки для размсмцения рабочих инструментов.
6.Л аитна по п. 5, отличиитслчся , что по nepn(}iepiin. ирашаюшс 1ся си).;а ;.; юлпеи зх бч.чтый сектор. с1 1з;111 1ыГ| .-;;iii- r- лсинс.м с зубчатоГ: рейкой, iifJiiFio/iii -ioi : движение соответствующим гидраи, ически 1 цилиндром.
7.MaHiHiia но н. 1, отличающаяся тем, что устрс)йстио д:1я нодачи заготовок нк. ио- Q
чает дпа отдельных бункера с отсекателям Признано изобретением но результатам
и однорукий двухза.чватный манипулятор,экспертизы, осуществ.тенной Ведомством
расположенный между двумя бункерами ипо изобретательству Народно Республики
параллельно им.Болгарии.
8. .Л:: ;: :,. .; :i: ; ;ii iC : ем.
что :).. с,ii4 .;: .v;::)p вьнюлнен , iii, г: :.: ;;н;;я. c i;i;: .: па нрес- чЧ- 1(-:::- :;:;.; ап ncfV ,.;. Пи ых колсп, па -,i :- ,: : гм ронан с зо пю/кпос :.;о iijii(Ло. ц.;:; ; ;е;чли 1;11. |;ая нолзхн, со1 дин(-П Hbiii с 1Ч1драв. 1П еслИМ ци.чппдроч li iHiii; 1Ч)ризонта. 1ЫП)1е Ko.ioinii,, к которым закрен.мена меха1п:ч1Ч кая рука.
8. .Л:: ;: :,. .; :i: ; ;ii iC : ем.
что :).. с,ii4 .;: .v;::)p вьнюлнен , iii, г: :.: ;;н;;я. c i;i;: .: па нрес- чЧ- 1(-:::- :;:;.; ап ncfV ,.;. Пи ых колсп, па -,i :- ,: : гм ронан с зо пю/кпос :.;о iijii(Ло. ц.;:; ; ;е;чли 1;11. |;ая нолзхн, со1 дин(-П Hbiii с 1Ч1драв. 1П еслИМ ци.чппдроч li iHiii; 1Ч)ризонта. 1ЫП)1е Ko.ioinii,, к которым закрен.мена меха1п:ч1Ч кая рука.
tpuz.f
Фиг. 2
Фт.З
U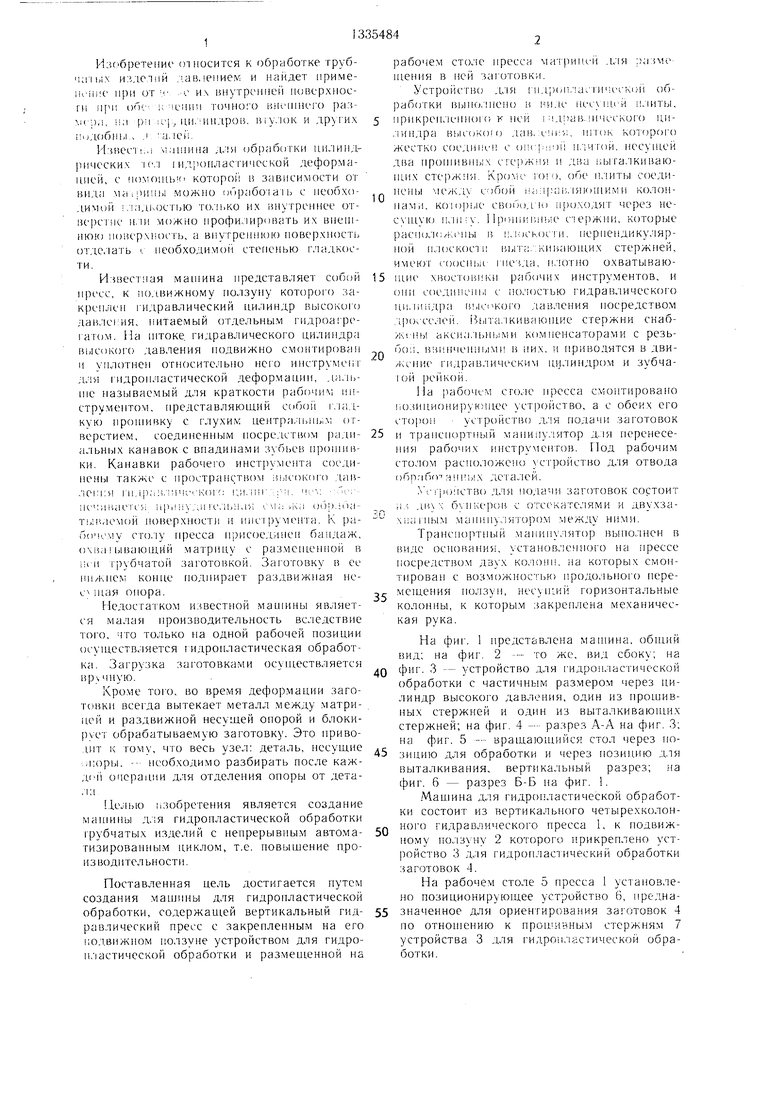


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| Способ пластического деформирования заготовок и устройство для его осуществления | 1983 |
|
SU1417963A1 |
| Установка для абразивной обработки внутренних поверхностей заготовок | 1985 |
|
SU1519865A1 |
| Устройство для гидропластического ротационного выдавливания | 1984 |
|
SU1493357A1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| ГИДРАВЛИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ПРЕСС | 1972 |
|
SU422636A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |

Изобретение относится к обработке трубчатых изделий давлением и найдет применение при отделке и.х внутренней новерх- ности для обеснечения, точного внешнего размера, например цилиндров, втулок и други.х подобных деталей. Цель изобретения -- создание машины для гидропластической обработки трубчаты.х изделий с непрерывным автоматизированным циклом, т.е. повышение производительности. Цель изобретения обеспечивается за счет вынол- нения устройства для обработки многоместным, несущим группы рабочи.ч инструментов выталкивателей, а рабочего стола револьверным. Предусмотрена одиовременная обработка и выталкивание готовых изделий с соответствуюш,и.х позиций. Имеются автоматизированные устройства отвода готовых деталей и подачи заготовок. 7 з.п. ф-лы. 6 ил. о со СА:) со СП 4 ОО N
/J3
, J7
4
Фиг.6
