01 rsd
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штапелирования жгута химических волокон или нитей | 1987 |
|
SU1594224A1 |
| Устройство для штапелирования жгута химических нитей | 1989 |
|
SU1680815A1 |
| Устройство для получения штапелированной ленты | 1989 |
|
SU1714001A1 |
| Штапелирующее устройство | 1986 |
|
SU1359352A1 |
| Устройство для штапелирования жгута химических нитей | 1984 |
|
SU1401081A1 |
| Способ получения штапелированной ленты из разноусадочных полиакрилонитрильных волокон | 1985 |
|
SU1288210A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1986 |
|
RU1489225C |
| СПОСОБ ШТАПЕЛИРОВАНИЯ ЖГУТОВЫХ ХИМИЧЕСКИХ ВОЛОКОН | 1971 |
|
SU312901A1 |
| Способ штапелирования жгута химических нитей и устройство для его осуществления | 1990 |
|
SU1781334A1 |
| Устройство для штапелирования химических нитей разрывом | 1982 |
|
SU1106852A1 |
Изобретение относится к текстильной промышленности - к устройству для штапелирования жгута химических волокон или нитей и позволяет повысить качество штапелирования за счет уменьшения группируемости в штапелированной ленте. Между питающей и вытяжной парами цилиндров зоны нагрева жгута размещены одна над другой нагревательные плиты. Перед входом жгута в зону нагревательных плит на него из емкости разбрасывают металлические магнитные частицы, которые распределяются по толшине жгута ворсовым валиком, вращающимся в направлении, совпадающем с направлением движения жгута. При прохождении жгута вместе с магнитными частицами между нагревательными плитами жгут и частицы нагреваются. Те нити жгута, с которыми контактируют частицы, нагреваются сильнее, и при вытягивании их, осуществляемом одновременно с нагреванием жгута, зоны контакта нитей с частицами утоняются сильнее, в результате чего при последующем вытягивании жгута нити разрываются именно в этих зонах. 2 ил.
Изобретеиме относится к текстиль- ной промьшшенности и касается устройства для штапелиропания жгута химических волокон или нитей методом контролируемого разрыва.
Цель изобретения - повышение качества штапелирования за счет уменьшения группируемости волокон в штапелированной ленте.
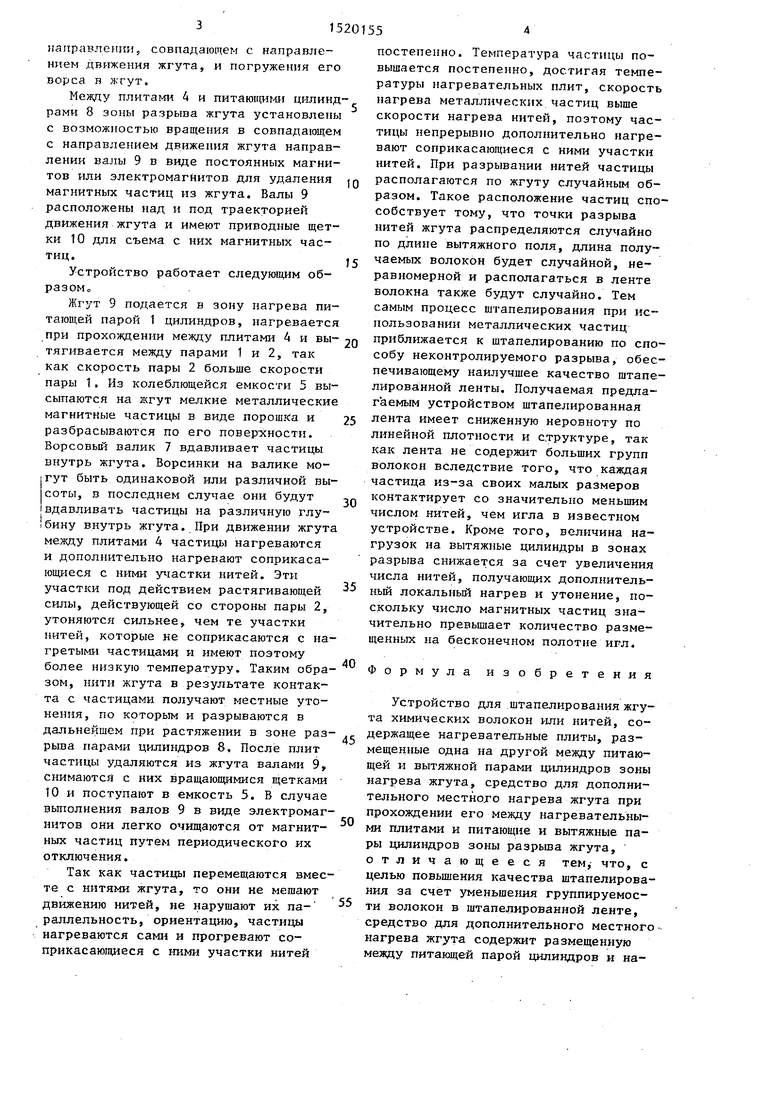
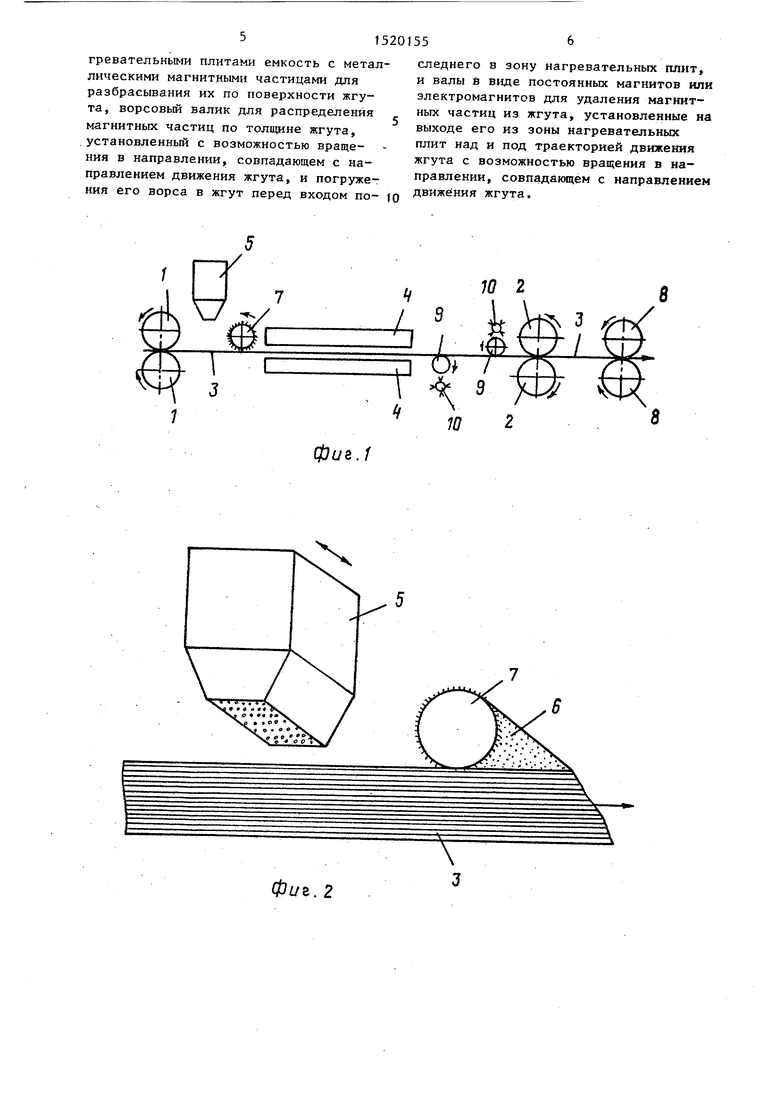
На фиг.1 изображено устройство, общая схемаj на фиг.2 - емкость с металлическими частицами и ворсовой валик.
Устройство содержит питающую 1 и вытяжную 2 пары цилиндров зоны нагрева жгута 3, между которым размещены одна над другой нагревательные плиты 4, и средство для дополнительного местного нагрева жгута при прохождении его между плитами 4, имеющее емкость 5 с металлическим1ч магнитными частицами 6. Емкость 5 установлена с возможностью качания для разбрасывания магнитных Частиц 6 по поверхности жгута 3 между питающей парой 1 и плитами 4. Перед входом жгута в зону нагревательных плит 4 расположен ворсовый валик 7 для распределения магнитных частиц по толщине жгута, установленный с возможностью вращения в
01
сл
направлении, совпадающем с направлением движения жгута, и погружения его ворса н лсгут.
Между плитами 4 и питаюпщг- ЦРШИНД- рами 8 зоны разрыва жгута установлены с возможностью вращения в совпадающем с направлением движения жгута направлении валы 9 с виде постоянных магнитов или электромагнитов для удаления магнитных частиц из жгута. Валы 9 расположены над и под траекторией движения жгута и имеют приводные щетки 10 для съема с них магнитных частиц.
Устройство работает следующим образ ом „
Жгут 9 подается в зону нагрева питающей парой 1 цилиндров, нагревается при прохождении между плитами 4 и вытягивается между парами 1 и 2, так как скорость пары 2 больше скорости пары 1. Из колеблющейся емкости 5 высыпаются на жгут мепкие металлические магнитные частицы в виде порошка и разбрасываются по его поверэсности. Ворсовый валик 7 вдавливает частицы внутрь жгута. Ворсинки на валике могут быть одинаковой или различной высоты, в последнем случае они будут вдавливать частицы на различную глубину внутрь жгута. При движении жгута между плитами 4 частицы нагреваются и дополнительно нагревают соприкаса- юи|иеся с ними участки нитей. Эти участки под действием растягивающей силы, действующей со стороны пары 2, утоняются сильнее, чем те участки нитей, которые не соприкасаются с нагретыми частицами и имеют поэтому более низкую температуру. Таким образом, нити жгута в результате контакта с частицами получают местные утонения, по которым и разрываются в дальнейшем при растяжении в зоне разрыва парами цилиндров 8, После плит частицы удаляются из жгута валами 9, снимаются с них вращающимися щетками 10 и поступают в емкость 5. В случае выполнения валов 9 в виде электромагнитов они легко очищаются от магнитных частиц путем периодического их отключения.
Так как частицы перемещаются вместе с нитями жгута, то они не мешают движению нитей, не иарущают их па- раллельность, ориентацию, частицы нагреваются сами и прогревают соприкасающиеся с ними участки нитей
10
J5
15201554
постепенно. Температура частицы повышается постепенно, достигая температуры нагревательных плит, скорость нагрева металлических частиц выще скорости нагрева нитей, поэтому частицы непрерывно дополнительно нагревают соприкасающиеся с ними участки нитей. При разрывании нитей частицы располагаются по жгуту случайным образом. Такое расположение частиц способствует тому, что точки разрыва нитей жгута распределяются случайно по длине вытяжного поля, длина получаемых волокон будет случайной, неравномерной и располагаться в ленте волокна также будут случайно. Тем самым процесс штапелирования при использовании металлических частиц приближается к штапелированию по способу неконтролируемого разрыва, обеспечивающему наилучшее качество щтапе- лированной ленты. Получаемая предлагаемым устройством штапелированная лента имеет сниженную неровноту по линейной плотности и структуре, так как лента не содержит больших групп волокон вследствие того, что каждая частица из-за своих малых размеров контактирует со значительно меньшим числом нитей, чем игла в известном устройстве. Кроме того, величина нагрузок на вытяжные цилиндры в зонах разрыва снижается за счет увеличения числа нитей, получающих дополнитель- ньй локальный нагрев и утонение, поскольку число магнитных частиц значительно превышает количество размещенных на бесконечном полотне игл.
20
25
30
35
40
45
50
55
Формула изобретения
Устройство для штапелирования жгута химических волокон или нитей, содержащее нагревательные плиты, размещенные одна на другой между питающей и вытяжной парами цилиндров зоны нагрева жгута, средство для дополнительного местного нагрева жгута при прохождении его между нагревательными плитами и питающие и вытяжные пары цилиндров зоны разрьша жгута, отличающееся тем, что, с целью повьщ1ения качества штапелирования за счет уменьше1шя группируемос- ти волокон в щтапелированной ленте, средство для дополнительного местного нагрева жгута содержит размещенную медду питающей парой цилиндров и на
Формула изобретения
Устройство для штапелирования жгута химических волокон или нитей, содержащее нагревательные плиты, размещенные одна на другой между питающей и вытяжной парами цилиндров зоны нагрева жгута, средство для дополнительного местного нагрева жгута при прохождении его между нагревательными плитами и питающие и вытяжные пары цилиндров зоны разрьша жгута, отличающееся тем, что, с целью повьщ1ения качества штапелирования за счет уменьше1шя группируемос- ти волокон в щтапелированной ленте, средство для дополнительного местного нагрева жгута содержит размещенную медду питающей парой цилиндров и нагревательными плитами емкость с металлическими магнитными частицами для разбрасывания их по поверхности жгута, ворсовый валик для распределения магнитных частиц по толщине жгута, установленный с возможностью вращения в направлении, совпадающем с направлением движения жгута, и погружения его ворса в жгут перед входом по- ю
/
хИ4ч V7
фиг.1
следнего в зону нагревательных плит, и валы в В1аде постоянных магнитов или электромагнитов для удаления магнитных частиц из жгута, установленные на выходе его из зоны нагревательных плит над и под траекторией движения жгута с возможностью вращения в направлении, совпадающем с направлением движения жгута.
Ю 2
L Л}.
| Штапелирующее устройство | 1986 |
|
SU1359352A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
