Изобретение относится к трубопрокатному производству и может быть использовано при прокатке труб на не- прерьюных безоправочных станах.
Цель изобретения - повышение производительности и уменьшение расхода металла„
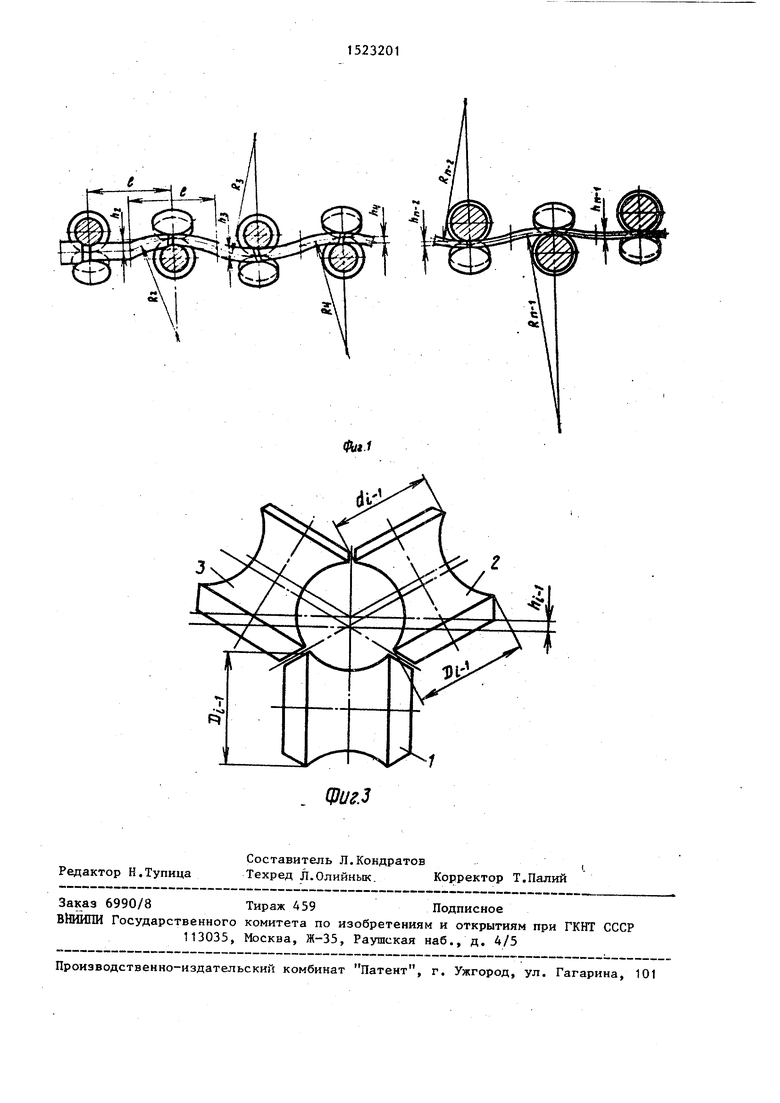
На фиг.1 схематически изображен технологический инструмент редукцион- кого стана; на фиг.2 - трехвалковый калибр i-й клети; на фиг.З - то же, (1-1)-й клети,
Предлагаемьй способ, осуществляют на редукционном стане, на котором установлены числа оборотов валков таким образом, чтобы их соотношение при заданных суммарном обжатии и исходных размерах заготовки обеспечивало общее натяжение, позволякицее по- лучить необходимую величину стенки трубы без учета осевых деформаций, определяемых изгибом. При этом первы и последние калибры устанавливают по оси стана, а внутренние калибры так, чтобы центры их были смещены относительно оси стана в сторону, противоположную валку, ось которого располагается горизонтально. Затем трубу-заготовку задают в валки,, где она про- катьшается, подвергаясь деформадаям изгиба и натяжения одновременно.
Необходимые величины смещения ценра калибра определяют из следуншщх соображений. Трубу рассматривают как балку переменного сечения, т.е. в каждом i-M промежутке между калибрами сечение определяется диаметром калибра и стенкой в предьщзгщем калибре
В первом приближении принимают, что труба-балка под действием смещения (h;) i-ro калибра изгибается по дуге окружности радиусом R, причем окружности, по которым изгибаются дв смежных участка балки-трубы, плавно сопрягаются (см. фиго1)е,
Из геометрических соотношений величину смещения, определенную как высоту сегмента, образованного окружностью радиуса R и хордой, равной длине 1 межкалибрового промежутка, рассчитывают по формуле
I 1
i i
где радиус гиба трубы в i-м калибре Rj. R; 250dT;,, ,
0
5 0 5 о
О 5
5
d. - диаметр трубы, входящей в i-й калибр.
В процессе прокатки в промежутках между калибрами труба подвергается воздействию двух силовых факторов - растяжению и изгибу.
Одновременное воздействие натяжения и изгиба в противоположных направлениях блокирует деформации сжатия за счет смещения нейтрального сечения и обеспечивает дополнительную вытяжку. Это означает, что обусловленные только напряжениями натяжения деформации будут значительно меньше, чем деформации от совместного воздействия натяжения и изгибао
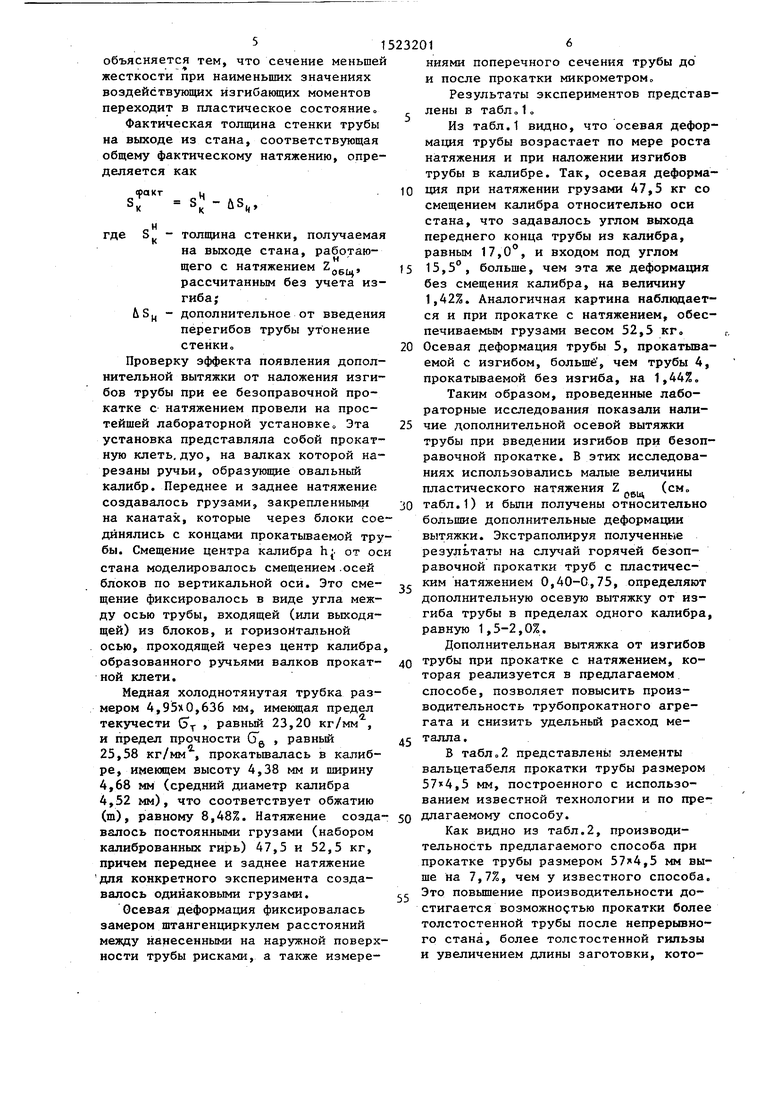
Для осуществления предлагаемого способа технологический инструмент содержит калибры, образованные ручья- Nffl трех валков, при этом реборды валка 1, ось которого расположена горизонтально, выполнены одинакового диаметра pi, а у валков 2 и 3, оси которых расположены под углом к горизонту, реборды вьтолнены различного диаметра D; , причем больши е по диаметру реборды обращены к реб.ордам горизонтально расположенного валка.
Такое выполнение инструмента обеспечивает во время прокатки смещение калибра относительно оси стана при установке калибров (фиг о 1). Труба захватьюается валками первого калибра, центр которого не смещен, и движется по оси стана, затем она попадает во второй калибр и смещается вверх, так как его ось смещена в этом направлении. Затем труба в последующем калибре отклоняется вниз, из-за чего направление изгиба трубы меняется на обратное, так как валок, имеющий горизонтальную ось в трехвалко- вом стане, устанавливается попеременно верхним или нижним.
Таким образом, технологический инструмент обеспечивает знакопеременные изгибы трубы от калибра к калибру, что и требуется для осуществления предлагаемого способа безоправоч- ной непрерывной прокатки.
Так как жесткость сечения прокатываемой трубы на изгиб от начала к концу стана уменьшается вследствие интенсивного уменьшения диаметра при почти неизменной стенке, то величина смещения калибра от начала стана к концу также уменьшается, а радиусы изгиба К- увеличиваются (фиг.1). Это
объясняется тем, что сечение меньшей жесткости при наименьших значениях воздействующих изгибающих моментов переходит в пластическое состояние. Фактическая толщина стенки трубы на выходе из стана, соответствующая общему фактическому натяжению, определяется как
«акт
US
и
н где S толщина стенки, получаемая на выходе стана, щего с
., работаю- натяжением Z, рассчитанным без учета изгиба;
&5ц - дополнительное от введения перегибов трубы утонение стенкио
Проверку эффекта появления дополнительной вытяжки от наложения изгибов трубы при ее безоправочной прокатке с натяжением провели на простейшей лабораторной установке Эта установка представляла собой прокатную клеть, дуо, на валках которой нарезаны ручьи, образующие овальный калибр. Переднее и заднее натяжение создавалось грузами, закрепленными на канатах, которые через блоки соединялись с концами прокатьшаемой трубы. Смещение центра калибра h|. от ос стана моделировалось смещением .осей блоков по вертикальной оси. Это смещение фиксировалось в виде угла между осью трубы, входящей (или выходящей) из блоков, и горизонтальной осью, проходящей через центр калибра образованного ручьями валков прокатной клети.
Медная холоднотянутая трубка размером 4,95x0,636 мм, имекяцая предел текучести G , равный 23,20 кг/мм , и предел прочности , равный 25,58 кг/мм , прокатьюалась в калибре, имеющем высоту 4,38 мм и ширину 4,68 мм (средний диаметр калибра 4,52 мм), что соответствует обжатию (т), равному 8,48%. Натяжение созда вапось постоянными грузами (набором калиброванных гирь) 47,5 и 52,5 кг, причем переднее и заднее натяжение для конкретного эксперимента создавалось одинаковыми грузами.
Осевая деформация фиксировалась замером штангенциркулем расстояний между нанесенными на наружной поверхности трубы рисками, а также измере
0
5
0
5
0
5 0 5
5
0
ниями поперечного сечения трубы до и после прокатки микрометром„
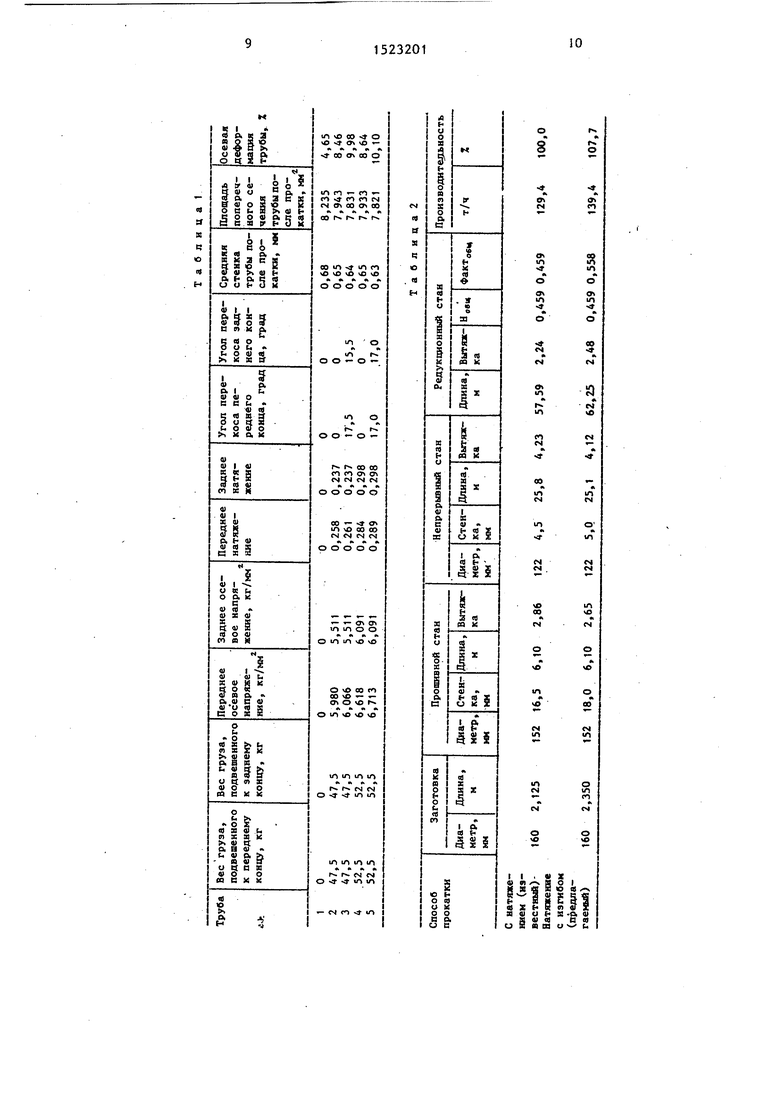
Результаты экспериментов представлены в табЛо1 о
Из табл.1 видно, что осевая деформация трубы возрастает по мере роста натяжения и при наложении изгибов трубы в калибре. Так, осевая деформация при натяжении грузами 47,5 кг со смещением калибра относительно оси стана, что задавалось углом выхода переднего конца трубы из калибра, равным 17,0°, и входом под углом 15,5°, больше, чем эта же деформация без смещения калибра, на величину 1,42%. Аналогичная картина наблюдается и при прокатке с натяжением, обеспечиваемым грузами весом 52,5 кг Осевая деформация трубы 5, прокатываемой с изгибом, больше , чем трубы 4, прокатываемой без изгиба, на 1,44%.
Таким образом, проведенные лабораторные исследования показали наличие дополнительной осевой вытяжки трубы при введении изгибов при безоправочной прокатке. В этих исследованиях использовались малые величины пластического натяжения Z „, (см„
ОВи
табл.1) и бьии получены относительно большие дополнительные деформации вытяжки. Экстраполируя полученные результаты на случай горячей безоп- равочной прокатки труб с пластическим натяжением 0,40-0,75, определяют дополнительную осевую вытяжку от изгиба трубы в пределах одного калибра, равную 1,5-2,0%.
Дополнительная вытяжка от изгибов трубы при прокатке с натяжением, которая реализуется в предлагаемом способе, позволяет повысить производительность трубопрокатного агрегата и снизить удельный расход металла.
В табЛо2 представлены элементы вапьцетабеля прокатки трубы размером ,5 мм, построенного с использованием известной технологии и по предлагаемому способу.
Как видно из табл.2, производительность предлагаемого способа при прокатке трубы размером ,5 мм выше на 7,7%, чем у известного способа. Это повьш1ение производительности достигается возможностью прокатки более толстостенной трубы после непрерывного стана, более толстостенной гильзы и увеличением длины заготовки, кото 1523201
рые определяются повышенной вытяжной где радиус гиба трубы в i-м калибре способностью редукционного стана. стана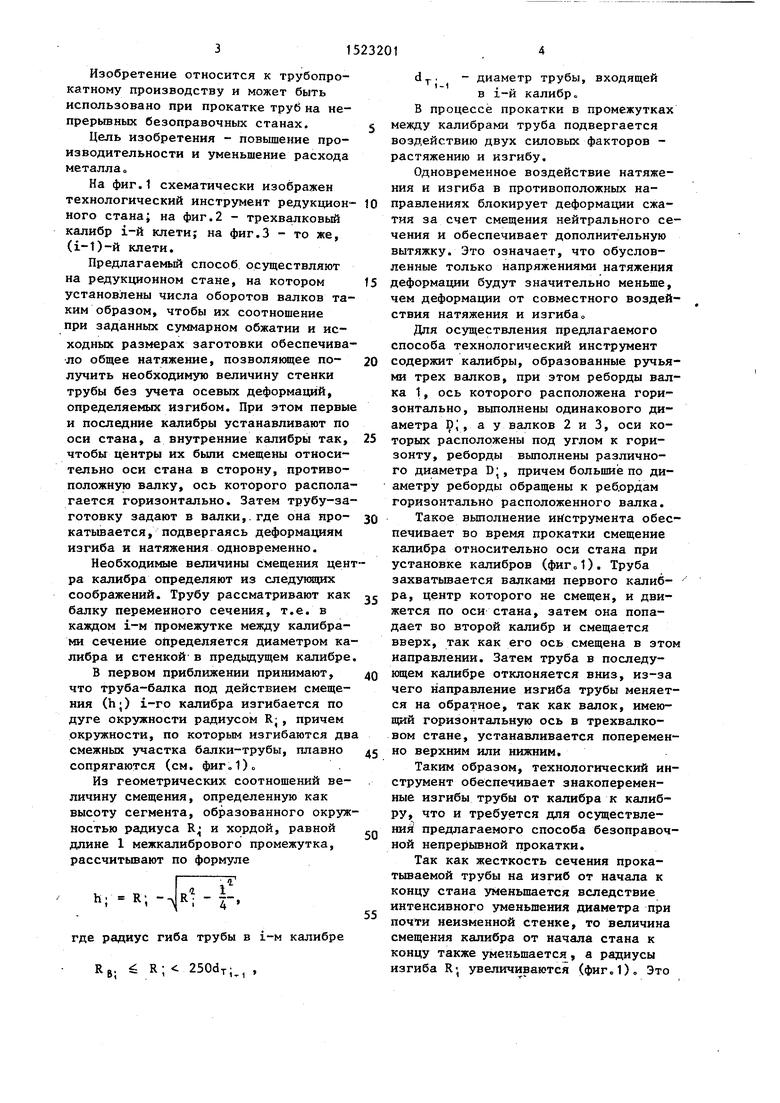
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2337770C2 |
| Способ настройки редукционного стана | 1981 |
|
SU952395A1 |
Изобретение относится к трубопрокатному производству и может быть использовано на редукционных станах. Цель изобретения - повышение производительности и уменьшение расхода металла. При редуцировании трубы в трехвалковых калибрах одновременно с осевым растяжением ее подвергают знакопеременным деформациям изгиба в черновых калибрах в вертикальной плоскости при направлении изгиба трубы вогнутостью в сторону горизонтального валка смещением оси калибра относительно стана на расчетную величину. Технологический инструмент для осуществления способа содержит ряд трехвалковых калибров. В каждом калибре, образованном ручьями трех валков, один валок 1 расположен горизонтально, а два других валка 2 и 3 наклонно. Каждый наклонный валок выполнен с ребордами неравного диаметра. Причем большие по диаметру реборды обращены к ребордам горизонтально расположенного валка. 3 ил, 2 табл.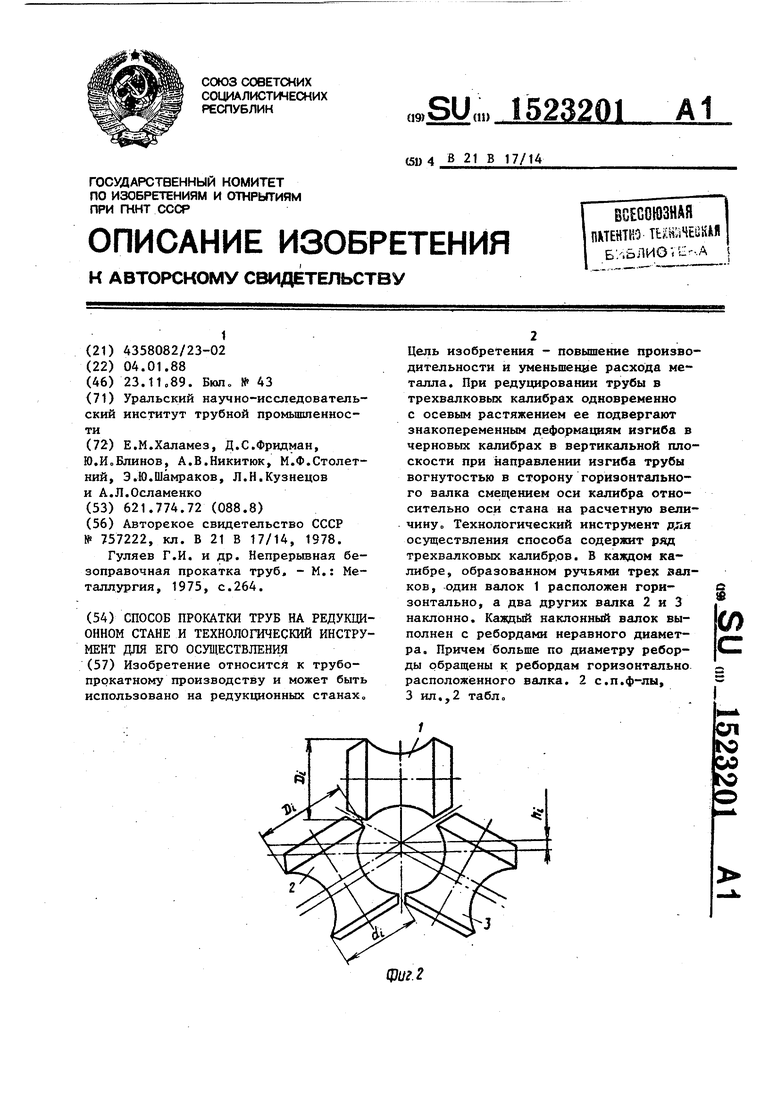
Формула изобретения
1 Способ прокатки труб на редук- ционном стане, включающий деформахщю с уменьшением диаметра трубы в черно вых и чистовых трехвапковых калибрах с осевым растяжением трубы между ка- либрами, отли чающийся тем, что, с целью повышения производительности и уменьшения расхода металла, трубу подвергают знакоперемен ной деформации изгиба в черновых калибрах в вертикальной плоскости при направлении изгиба трубы вогнутостью в сторону валка, расположенного горизонтально, а величину смещения оси трубы hj относительно оси стана в сечении выхода из калибров устанавливают из соотношения
h;
R; - -1)
в;
R; 250dT., ,
. i 5 0
1-1
в;
5
расстояние между калибра- МИ f мм}
диаметр трубы, входящей в i-й калибру радиус горизонтального валка по вершине i-ro калибра, мм.
r
Г
о
Ol M
Ot en
s
1Л
ffl
in
J5
5
я
« Г4 ve
to
M
ем
-
in
CM
m
ГМ
O
t
in
4 M
ГМ
(Ч
to
CO
in to
о
tk
to
in
so
о во
ем
in
Г4
m
m
CM
о
in n
о
to
о to
« «I у
i-l
s X t к n .
a « о ( X -a
§0) «1 e eg e и v-
| Авторское свидетельство СССР № 757222, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гуляев Г.И | |||
| и др | |||
| Непрерьгоная бе- зоправочная прокатка труб, - М.: Металлургия, 1975, с.264. | |||
