Изобретение относится к трубопрокатному производству, а именно к прокатке труб на редукционных стаказ, и может быть использовано преимущественно при производстве бесшовных труб.
На известных редукционных станах с валками одинакового диаметра при настройке для расположения центров калибров на одной оси - оси стана применяются следующие приемы. Калибры с помощью шаблонов и шайб настраиваЬт на стенде, затем собранные клети устанавливают на постаменте, в калибры, образованные ручьями валков, вставляют шаблоны,в которых по. центр просверлено отверстие, после этого фиксатор оси стана в виде струны пропускают сквозь эти отверстия и точность настройки определяют по отклонению натянутой струны между клетями. Валки перемещают до тех пор, пока страна-фиксатор оси стана.не будет параллельна вертикальной и горизонтальной плоскостям во всех межклетьевыХ промежутках tl3.
Настроенный таким образом стан не обеспечивает устранение искривле-. ния на концах труб, называемое гусиной шейкой, которое не поддается
исправлению и в дальнейшем на правильных станах, что приводит к повы-, шенной обрези концов. .
Известен также инструмент редукционного стана, содержащий несколько последовательно расположенных калибров, образованных валками неравного диаметра, с плоскостями разъема под углом 90°. Инструмент способствует
10 исправлению кривизны труб знакопеременной, деформацией изгиба в двух взаимно перпендикулярных плоскостях благодаря выравниванию напряжений по сечению и длине трубы 2.
15
Недостатком является то, что калибры образуются ручьями валков неодинакового диаметра, причем разница между диаметрами валков изменяется от
20 кдети к клети по ходу прокатки, т.е. необходимо увеличение парка валков, что создает определенные трудности при комплектации и изготовлении инструмента.
25
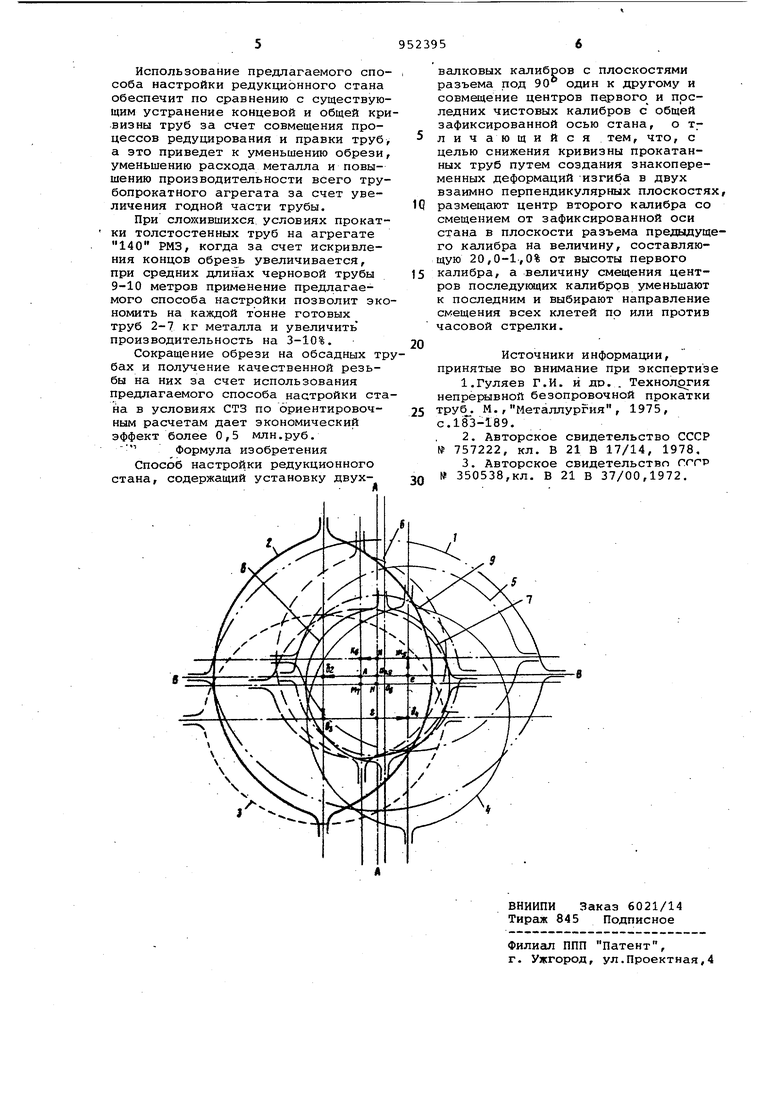
Наиболее близким по технической сущнос,ти является способ настройки редукционного стана, включающий установку двухвалковых калибров плоскостями разъема под 90 один к другому и совмеше30 ние центров первого и последних чистовых калибров с общей зафиксированной осью стана .31, Однако даже идеальная установка центров калибра относительно оси стана не гарантирует устранение общей и особенно концевой кривизны прокатываемых труб, так как это искривление может быть обусловлено не настройкой а факторами, определяющими неравномер ное распределение деформаций и напряжений по сечению и длине трубы, такими как неравномерный нагрев, поперечная и продольная разностенность исход -,ных заготовок, неравенство скоростей валков образующих калибры, из-за неточности изготовления отклонение режимов скоростей и натяжений от расчетных и т.д. . Целью изобретения является снижение кривизны прокатанных труб путем создания знакопеременных деформаций изгиба в двух взаимно перпендикулярных плоскостях. Поставленная цель достигается тем что согласно способу настройки редукционного стана, включающему.установку двухвалковых калибров плоскостями разъема под 90° один к другому и совмещение центров первого и последних чистовых калибров с общей зафиксированной осью стана, размещают центр второго калибра со смещением от зафиксированной оси стана в плоскости разъема предыдущего калибра на величину, составляющую 20,0-1,0% от высоты первого калибра, а величину смещения центров последую щих калибров уменьшают к последним и выбирают направление смещения всех клетей по или против часовой стрелке Такой способ позволяет при редуци ровании исправлять кривизну труб. На чертеже схематически изображены калибры, для осуществления способа. Схема содержит калибры 1-9. Предложенный способ осуществляется следующим образом. Первую клеть и несколько или одну последнюю калибровочную клеть собран ные на стенде, устанавливают на постамент и в их калибры, образованные ручьями валков помещают шаблоны с центральным отверстием. Затем натяги струну-фиксатор оси стана через эти отверстия. Настраивают валки такил| образом, чтобы фиксатор оси стана располагался на пересечении линий А-А и В-В в точке как показано на чертеже. Затем устанавливают клеть со вторы калибром на постамент, вставляют шаб лон, отверстие которого смещено в плоскости разъема 1-ого калибра в точку сГ- от-точки О на величину 1,0 20% от высоты первого калибра. Пропускают струну-фиксатор оси через шаблон 2-ого калибра и регулируют оложение его валков до тех пор, поа струна в межклетьевом промежутке ежду первой и второй клетью не будет асполагаться параллельно горизональной и вертикальной плоскостям.Для ого,чтобы обеспечить заданные смещения, например против часовой стрелки,поледующих калибров, отверстия в их аблонах смещают относительно центров алибров таким образом, чтобы при астройке они все располагались по си стана, т.е. проектировались на исунке в точку Орд. Так для шаблона -ого вертикального калибра смещеие проводится по горизонтальной оси а расстояние ctS , для шаблона 3-его оризонтального калибра в плоскости азъема 2-ого калибра по вертикальной оси в направлении 5,j - БЗ , затем 8j-7, , в четвертой клети в плоскости азъема 3-его калибра в направлении t-S по горизонтальной оси по i вертикали и т.д.,постоянно уменьшая i величину смещения. Направление смеще-i ния (начертеже показано стрелками) от калибра к калибру не меняют и выбирают по или против часовой стрелки. Величину смещения центров калибров по ходу прокатки уменьшают, т.е. уменьшают расстояние между фиксатором оси стана, обозначенным на схеме точкойа дИ центрами калибров, обозначенными буквами 6,2, БЗ , Э , 5 , к , M,0g под номером, соответствующим номеру клети. Максимальное смещение, принятое во второй (первой смещенной)клети выбирают в диапазоне 20,0-1,0% от высоты калибра первой клети. Эти величины достаточны для необходимого изгиба трубы, обеспечивающего правку. Обоснованием пределов предложенного диапазона максимальных смещений являются применяемые зазоры между трубой и проводками, устанавливаемыми между клетями. Эти зазоры устанавливают согласно технологических инструкций в зависимости от диаметра трубы в диапазоне 20/0-1,0 процента от диаметра трубы. Кроме того, овализация (отношение ширинь к высоте) калибров редукционного стана в различных калибровках колеблется в диапазоне 1,201,01, чтобы исключить подрезы трубы буртами валков. Способ настройки обеспечивает изгибы трубы в двух взаимно перпендикулярных плоскостях, причем эти изгибы плавно уменьшаются по ходу прокатки, что способствует более равномерному распределению остаточвих напряжений в готовой трубе, и как следствие, получению прямых труб. Предложенный способ можно использовать на всех трубопрокатных агрегатах, в составе которых есть многоклетьевые калибровочные и редукционные станы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Группа клетей прокатного стана | 1990 |
|
SU1731306A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Технологический инструмент двухвалкового редукционного стана | 1988 |
|
SU1614875A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
