Изобретение относится к трубопрокатному производству, а именно к станам продольной прокатки профилей, и может быть использовано на непрерывных редукционных безоправочных станах.
Известен технологический инструмент редукционного стана (RU №1414486 от 20.01.87, МКИ В21В 17/14), содержащий последовательно расположенные двухвалковые калибры уменьшающегося поперечного сечения, в которых профиль каждого ручья образован центральной дугой, радиус которой больше радиуса дуги выпусков, сопряженными с центральной дугой.
Недостатком известного технологического инструмента является обеспечение редуцирования труб с большего на меньший диаметр и невозможность производства профиля сложной формы.
Известен трехвалковый инструмент по патенту RU №2117540 от 02.02.96, МКИ В21В 17/14, «Калибровка валков для редукционного трубопрокатного стана», в котором профиль валка имеет выпуклости с обеих боковых сторон каждого валка, размер которых увеличивается на постоянные или одинаковые в процентном отношении величины в направлении прокатки.
Недостатком известного технологического инструмента является невозможность производства профиля сложной формы.
Наиболее близким по технической сути к заявленному объекту является технологический калибрующий инструмент редукционного прокатного стана (RU №2270066, опубл. 20.02.2006, Бюл. №5, МКИ В21В 17/14), содержащий несколько последовательно расположенных двухвалковых обжимных формообразующих калибров и многовалковые калибры для окончательной калибровки и правки готового изделия, установленные в строго определенном порядке, и профиль поперечного сечения которых образован впадинами, выступами с криволинейными и/или прямолинейными поверхностями с возможностью пропорционального геометрического приближения к форме готового изделия.
Недостатком известного технологического калибрующего инструмента является возникновение при прокатке значительных сил трения скольжения, возникающие из-за разности линейных скоростей рабочих поверхностей валков, формирующих участки профиля, отстоящих на разных расстояниях от оси вращения валков, что требует повышения мощности стана, снижает качество профиля и уменьшает срок службы инструмента.
Задачами изобретения являются снижение потребной мощности стана, повышение качества и точности изделия, увеличение срока службы инструмента.
Задача достигается тем, что в технологическом калибрующем инструменте редукционного прокатного стана, содержащем несколько последовательно расположенных обжимных формообразующих калибров и калибры для окончательной калибровки и правки готового изделия, валки калибров для окончательной калибровки выполнены составными с возможностью обеспечения относительного вращения рабочих поверхностей валка, формирующих участки профиля, удаленных от оси вращения валка на разные расстояния, при этом только один элемент из составных частей валка выполнен ведущим, а ведомые элементы составных валков снабжены подшипниками, например качения.
Сущность изобретения состоит в том, что выполнение валков калибров для окончательной калибровки составными с возможностью обеспечения относительного вращения рабочих поверхностей валка, формирующих участки профиля, удаленных от оси вращения валка на разные расстояния, позволяет разделить участки рабочих поверхностей валка, которые при постоянной угловой скорости валка имеют разные линейные скорости, на участки с одинаковой линейной скоростью, а выполнение только одного элемента из составных частей валка ведущим приводит к саморегуляции скорости ведомого в зависимости от скорости проката и, как следствие, к исключению трения скольжения. Использование подшипников качения снижает механические потери на трение.
Заявителю не известен технологический калибрующий инструмент редукционного прокатного стана с указанной совокупностью существенных признаков, и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявленного изобретения критериям "новизна" и "изобретательский уровень".
Изобретение поясняется чертежом. Калибр технологического калибрующего инструмента включает валок 1, содержащий ведущий элемент 2, рабочая поверхность 3 которого воздействует на участок профиля 4, удаленный от оси 5 валка 1 на расстояние r, и ведомый элемент 6, рабочая поверхность 7 которого воздействует на участок профиля 8, удаленный от оси 5 валка 1 на расстояние R. Ведомый элемент 6 установлен с возможностью вращения относительно ведущего элемента 2 на подшипнике качения 9. Крутящий момент передается на ведущий элемент 2 от привода стана (не показан).
Прокатка профиля осуществляется следующим образом. Профиль 4 протягивается в валках 1 с постоянной скоростью, а его отдельные участки, например 4 и 8, находятся на разных расстояниях r и R от оси 5 валка 1, поэтому рабочие поверхности 3 и 7 валка 1 будут вращаться с разной угловой скоростью, чему способствует разделение валка 1 на составные: ведущий элемент 2 и ведомый элемент 6, тем самым обеспечивая прокатку без скольжения инструмента по материалу профиля. Прокатка ведется в непрерывном режиме.
Использование предлагаемого технологического калибрующего инструмента редукционного прокатного стана обеспечивает снижение потребной мощности стана, повышение качества и точности изделия, увеличение срока службы инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2006 |
|
RU2333052C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2333051C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| Технологический инструмент редукционного стана | 1986 |
|
SU1344437A1 |
Изобретение относится к трубопрокатному производству, а именно к станам продольной прокатки профилей, и может быть использовано на непрерывных редукционных безоправочных станах. Технологический калибрующий инструмент содержит несколько последовательно расположенных обжимных формообразующих калибров и калибры для окончательной калибровки и правки готового изделия. Валки калибров для окончательной калибровки выполнены составными с возможностью обеспечения относительного вращения рабочих поверхностей валка, формирующих участки профиля, удаленных от оси вращения валка на разные расстояния. Только один элемент из составных частей валка выполнен ведущим, а ведомые элементы составных валков снабжены подшипниками. Изобретение обеспечивает снижение потребной мощности стана, повышение качества и точности изделия, увеличение срока службы инструмента. 1 з.п. ф-лы, 1 ил.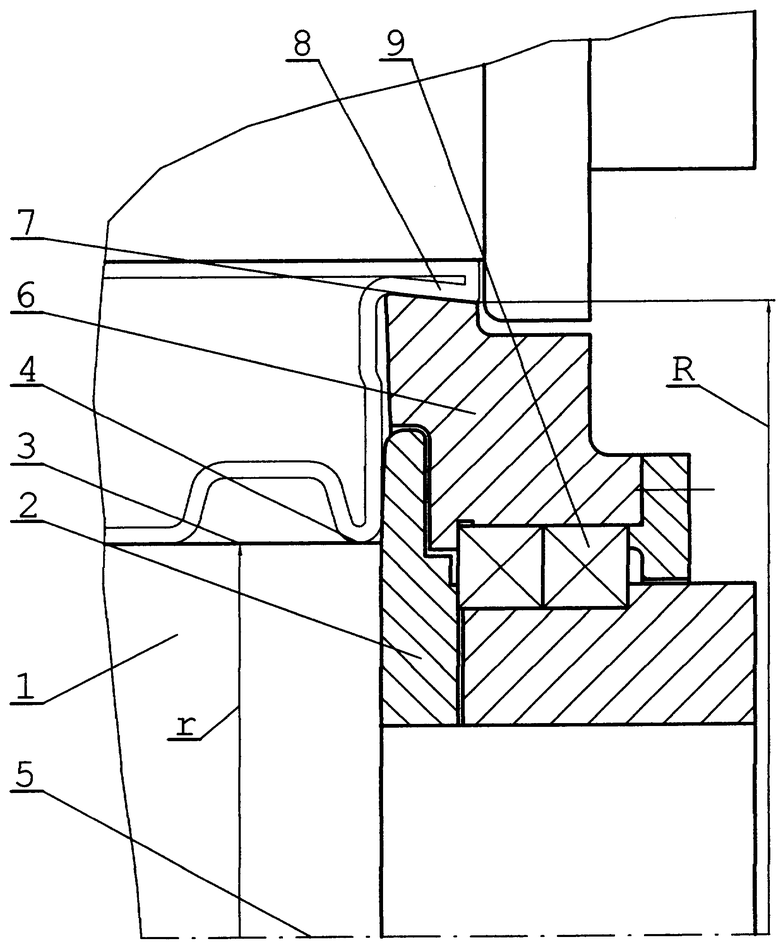
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Валок для продольной прокатки труб | 1984 |
|
SU1215777A1 |
| Составной валок | 1981 |
|
SU990355A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПАРАТА ФОРТЕЛИЗИН, ОБЛАДАЮЩЕГО ФИБРИНОЛИТИЧЕСКИМИ СВОЙСТВАМИ, И ЕГО ПРИМЕНЕНИЕ ДЛЯ ЛЕЧЕНИЯ ИНФАРКТА МИОКАРДА | 2011 |
|
RU2448158C1 |

