Изобретение относится к обработке металлов давлением, в частности к производству труб методом непрерывной прокатки на многоклетьевом стане, и может быть использовано в трубопрокатном производстве.
Известен способ непрерывной многоклетьевой безоправочной прокатки труб (Горячая прокатка труб, Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин, М.: Металлургиздат, 1962 г., с. 542-543), в котором трубу через входную проводку задают в стан, где осуществляют уменьшение ее диаметра обжатием в калибрах с постепенно уменьшающимися в направлении прокатки размерами. На выходе из стана труба через выводную проводку поступает на отводящий рольганг.
В связи с тем, что в процессе безоправочной прокатки, осуществляемом с межклетевым натяжением трубы, передний и задний концы трубы деформируются без натяжения, происходит утолщение стенки на концах трубы, что приводит к высокому расходному коэффициенту металла.
Известен способ многоклетьевой прокатки (АС СССР №1338909, В21В 17/14, опубл. 23.09.1987), заключающийся в прокатке полых профилей в чередующихся приводных и неприводных клетях с подачей на валки в процессе прокатки различных смазочно-охлаждающих материалов для обеспечения соотношения коэффициентов трения в приводных и неприводных валках в диапазоне 0,8÷0,95. Данный способ является наиболее близким к предлагаемому и выбран в качестве прототипа.
Недостатком способа многоклетьевой прокатки является применение различных по химическому составу смазочных материалов для приводных и неприводных клетей или добавление в смазочно-охлаждающую жидкость абразива, что технологически усложняет процесс, а также повышает износ валков и приводит к увеличению длины утолщенных концов труб.
Известны станы для непрерывной безоправочной прокатки труб, включающие клети с двухопорным расположением валков с наклоном друг к другу в смежных клетях (Горячая прокатка труб, Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин, М.: Металлургиздат, 1962 г., с. 548), при проведении прокатки в которых межклетевые расстояния влияют на величину утолщенных концов труб. Конструкция клетей данных станов не позволяет уменьшить межклетевые расстояния, что является их основным недостатком. Помимо этого, требуется приводить во вращение валки каждой клети, что увеличивает энергопотребление.
Наиболее близким техническим решением, принятым за прототип, является непрерывный стан безоправочного редуцирования, включающий чередующиеся приводные и неприводные прокатные клети («Применение трехочаговых прокатных модулей - перспективное решение в развитии процесса непрерывной прокатки» Жучков С.М., Токмаков В.П., Лещенко А.И., Вестник ДГМА, 2010, №1, с. 102-107). Использование данных станов позволяет снизить энергозатраты, повысить технологическую гибкость стана. К недостаткам стана относятся возможность проскальзывания заготовки по поверхности приводных валков и повышенный износ валков.
Техническая задача, решаемая изобретениями, заключается в уменьшении длины утолщенных концов труб, снижении износа валков и энергопотребления.
Поставленная задача решается за счет того, что в способе прокатки труб в непрерывном многоклетьевом стане, включающем деформацию заготовки в чередующихся приводных и неприводных клетях стана при различных условиях контактного трения в клетях с подачей смазочного материала на валки, согласно изобретению, прокатку производят валками приводных и неприводных клетей, отношение диаметров которых составляет, соответственно 1,2÷1,4, при этом смазку подают перед прокаткой в виде брикетов смазочного материала в приводных клетях на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом валка, а в неприводных - по всей ширине валка. Кроме того, на валки приводных и неприводных клетей подают один и тот же смазочный материал.
Поставленная задача решается также за счет того, что в непрерывном многоклетьевом стане для прокатки труб, содержащем чередующиеся приводные и неприводные клети, имеющие калиброванные валки и средства подачи смазки, согласно изобретению, отношение диаметров валков приводных клетей к диаметрам валков неприводных клетей составляет от 1,2 до 1,4, при этом средства подачи смазки выполнены с возможностью подачи смазки в виде брикетов из смазочного материала в приводных клетях на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом валка, а в неприводных - по всей ширине валка.
В предлагаемом способе перед прокаткой наносят один и тот же смазочный материал на рабочую поверхность прокатных валков, причем на приводные валки смазочный материал наносят не по всей ширине валка, а только на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом. Размещение прокатных клетей в линии стана осуществлено с чередованием приводных и неприводных валков, при этом отношение диаметров валков приводных клетей к диаметрам валков неприводных клетей составляет от 1,2 до 1,4.
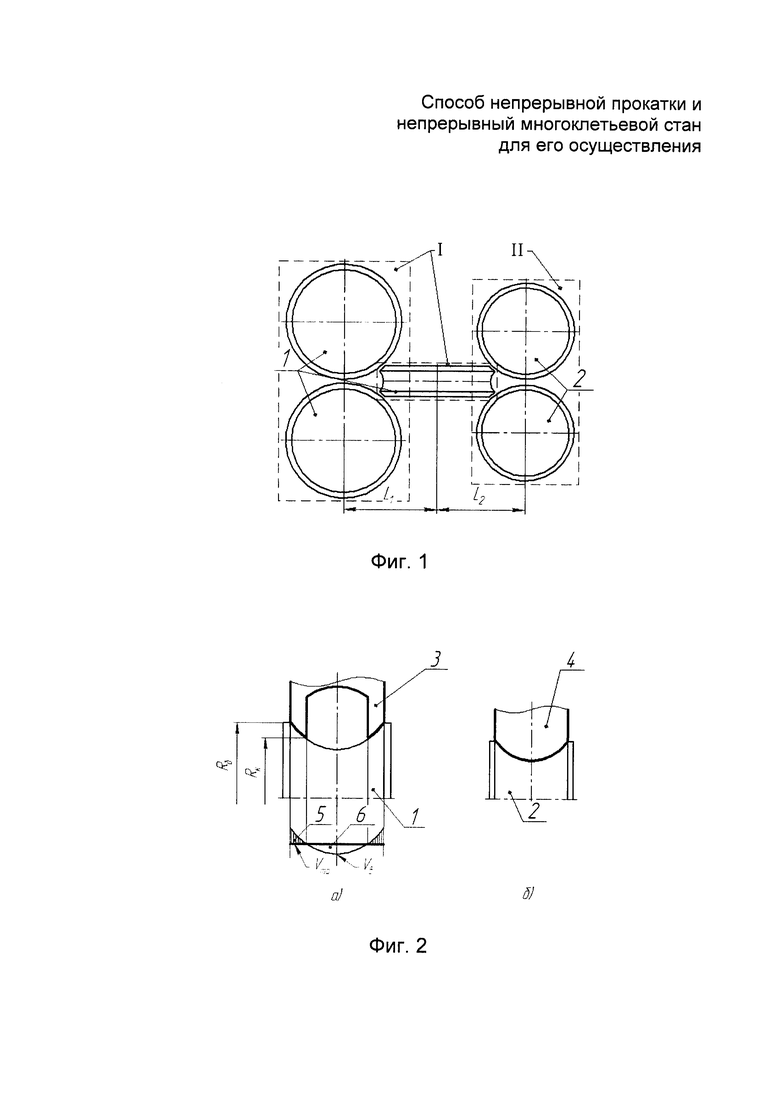
Изобретение поясняется чертежами, где на фиг. 1 схематично показан процесс редуцирования труб на многоклетьевом стане, на фиг. 2, а - валок приводной клети с участками нанесения на него смазочного материала и эпюры распределения линейных скоростей трубы и валка, на фиг. 2, б - валок неприводной клети с участком нанесения на него смазочного материала. Многоклетьевой стан для прокатки труб содержит приводные клети I с валками 1 и неприводными клети II с валками 2 меньшего диаметра. На валки 1 приводных клетей I наносят смазочный материал 3 на участки ручья калибра, ограниченные радиусом Rб бочки валка и катающим радиусом Rк валка, на валки 2 неприводных клетей II смазочный материал 4 наносят по всей ширине ручья калибра. В приводной клети I схематично показаны зоны отставания 5 и опережения 6.
Способ непрерывной прокатки труб реализован на многоклетьевом стане следующим образом. Трубную заготовку подают в первую клеть с приводными валками 1, которые затягивают заготовку за счет сил трения и производят ее деформацию с перемещением заготовки к приводным валкам 1 второй клети. Валки второй клети работают аналогично валкам первой клети и перемещают заготовку к неприводным валкам 2 меньшего диаметра третьей клети. За счет выполнения валков неприводных клетей меньшим диаметром и нанесения смазочного материала на всю рабочую поверхность неприводных валков обеспечивается лучшее проталкивание заготовки через калибр, образуемый неприводными валками. До момента захвата заготовки приводными валками четвертой клети осуществляется ее проталкивание через калибр третьей клети валками второй и первой клетей. После захвата заготовки приводными валками четвертой клети осуществляется вытягивание заготовки из третьей клети.
Существенной проблемой процесса редуцирования является наличие утолщенных концов труб, что ведет к повышению расходного коэффициента и снижению экономической эффективности процесса. Основное влияние на длину утолщенных концов оказывает межклетьевое расстояние. Изготовление рабочих валков неприводных клетей диаметром в 1,2÷1,4 раза меньше диаметра валков приводных клетей позволит сократить межклетевые расстояния до 1,7 раза по сравнению с существующим и уменьшить длину утолщенных концов. Это достигается за счет возможности более плотного расположения приводных и неприводных клетей друг к другу (фиг. 1). Как видно из фиг. 1, межклетьевое расстояние между приводными клетями L1 больше межклетьевого расстояния между приводной и неприводной клетями L2. Помимо этого, обеспечивается улучшение условий обслуживания стана за счет возможности расположения привода с одной стороны, повышается устойчивость процесса редуцирования к внешним возмущающим воздействиям за счет демпфирующей способности неприводных клетей.
При отношении диаметров валков приводных клетей к диаметрам валков неприводных клетей более 1,4 происходит предельное снижение прочности валков неприводных клетей и возможно разрушение последних во время прокатки. А при отношении диаметров валков приводных клетей к диаметрам валков неприводных клетей менее 1,2 происходит увеличение угла захвата, что приводит к увеличению осевой составляющей усилия прокатки в неприводных клетях, увеличению усилий проталкивания и протягивания трубы приводными клетями и, как следствие, к увеличению вероятности проскальзывания заготовки по поверхности валков приводных клетей и увеличению износа последних.
Также существенной проблемой при прокатке с использованием приводных и неприводных клетей является повышенный износ валков, обусловленный проскальзыванием трубы в валках приводных клетей, так как помимо обжатия трубы приводные клети выполняют функцию вытягивания и проталкивания трубы в смежные неприводные клети. Усилие проталкивания и вытягивания зависит от силы трения, действующей на поверхности контакта трубы с валками неприводной клети, которая, в свою очередь, определяется площадью контакта и коэффициентом трения. Использование валков неприводных клетей меньшего диаметра позволяет уменьшить площадь контакта поверхности валков с трубой, а нанесение смазки на рабочую поверхность валков неприводных клетей - уменьшить коэффициент трения, что обеспечивает снижение износа валков.
Как известно, в процессе прокатки в зоне контакта трубы с поверхностью валков приводных клетей в зависимости от соотношения линейных скоростей трубы Vтр и валка Vв присутствуют зоны опережения и отставания. Причем в зоне опережения, находящейся в вершине калибра, действует реактивная сила трения, которая играет негативную роль, поэтому при прокатке стремятся уменьшить площадь этой зоны. Площадь зоны опережения при прокатке труб в овальных и круглых калибрах можно уменьшить за счет увеличения зоны отставания. На расположение этих зон оказывает влияние коэффициент трения между трубой и поверхностью валка. При уменьшении коэффициента трения в зоне отставания линия, разграничивающая эти зоны, сместится ближе к вершине калибра, то есть площадь зоны опережения уменьшится, при этом линией разграничения зон считается линия на рабочей поверхности валка, где радиус валка равен катающему радиусу. При нанесении смазки не по всей ширине ручья калибра каждого валка приводных клетей, а только на участки, ограниченные радиусом бочки валка и катающим радиусом валка, захватывается большая часть площади зоны отставания. При уменьшении площади зоны отставания происходит снижение реактивной силы трения и, соответственно, требуется меньше мощности для вращения приводных валков, за счет чего достигается снижение энергопотребления.
Пример использования изобретения
Предлагаемый способ был реализован на трехклетьевом лабораторном непрерывном прокатном стане, первая и третья клети которого выполнены приводными, а вторая - неприводной. Диаметр валков приводных клетей составлял 260 мм, диаметр валков неприводной клети - 186 мм, ширина валков - 50 мм.
Трубную заготовку из стали 10 с наружным диаметром 64 мм при температуре 950°С подавали в валки первой приводной клети, где происходила ее деформация с обжатием 5%. Далее с помощью валков первой приводной клети трубную заготовку проталкивали через валки неприводной клети, где происходила ее деформация с обжатием 3%. После того, как передний конец трубной заготовки достигал валков третьей приводной клети, происходил захват трубной заготовки валками третьей клети, где осуществлялась ее деформация с обжатием 5%. Во время деформации в неприводной клети на валки подавали смазочный материал по всей ширине ручья калибра, а на валки приводных клетей смазочный материал подавали только на участки ручья, ограниченные радиусом бочки валка и катающим радиусом, при этом использовали смазочный материал, в частности в виде графитовых брикетов. В приводных клетях происходит снижение мощности сил трения скольжения на контакте поверхности валка и заготовки, что приводит к уменьшению энергопотребления.
Катающий радиус валков Rк приводных клетей рассчитывали по следующей зависимости: Rк=Rид-0,25⋅Ri-1, где Rид - идеальный радиус валка, мм, Ri-1 - радиус трубы на входе в (i-1) клеть.
Согласно предлагаемым решениям, было прокатано 20 заготовок, при этом длина переднего утолщенного конца трубных заготовок уменьшилась в среднем с 200 до 170 мм, а длина заднего утолщенного конца уменьшилась в среднем с 210 до 180 мм. Использование валков неприводных клетей с меньшим диаметром и смазочного материала позволило уменьшить площадь контакта и снизить износ валков.
Для оценки проскальзывания заготовки в калибрах валков приводных клетей на поверхность ручьев валков поперек ручья наносили метки красящим веществом с шагом 50 мм, которые отпечатывались на поверхности заготовки во время прокатки. После прокатки расстояние между метками на поверхности заготовки составляло 50,5 мм, при этом разница между расстояниями соответствовала величине вытяжки, что свидетельствует об отсутствии проскальзывания.
Использование предлагаемых изобретений обеспечит уменьшение длины утолщенных концов труб, снижение износа валков и энергопотребления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Способ многоклетевой прокатки | 1986 |
|
SU1338909A1 |
| Способ непрерывной прокатки | 1978 |
|
SU776679A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| НЕПРЕРЫВНЫЙ ОПРАВОЧНЫЙ СТАН | 1991 |
|
RU2048936C1 |
| Способ продольной прокатки труб | 1989 |
|
SU1773512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки труб повышенной точности | 2022 |
|
RU2793621C1 |
Изобретение относится к области трубопрокатного производства. Способ включает деформацию заготовки в чередующихся приводных и неприводных клетях непрерывного стана при различных условиях контактного трения в клетях. Уменьшение длины утолщенных концов труб, снижение износа валков и энергопотребления обеспечивается за счет того, что отношение диаметров валков приводных клетей к диаметрам валков неприводных клетей составляет от 1,2 до 1,4. При этом в приводных клетях перед прокаткой подают смазочный материал только на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом валка, а в неприводных клетях - на всю поверхность валка, причем используют один и тот же смазочный материал в виде брикетов. 2 н. и 1 з.п. ф-лы, 2 ил.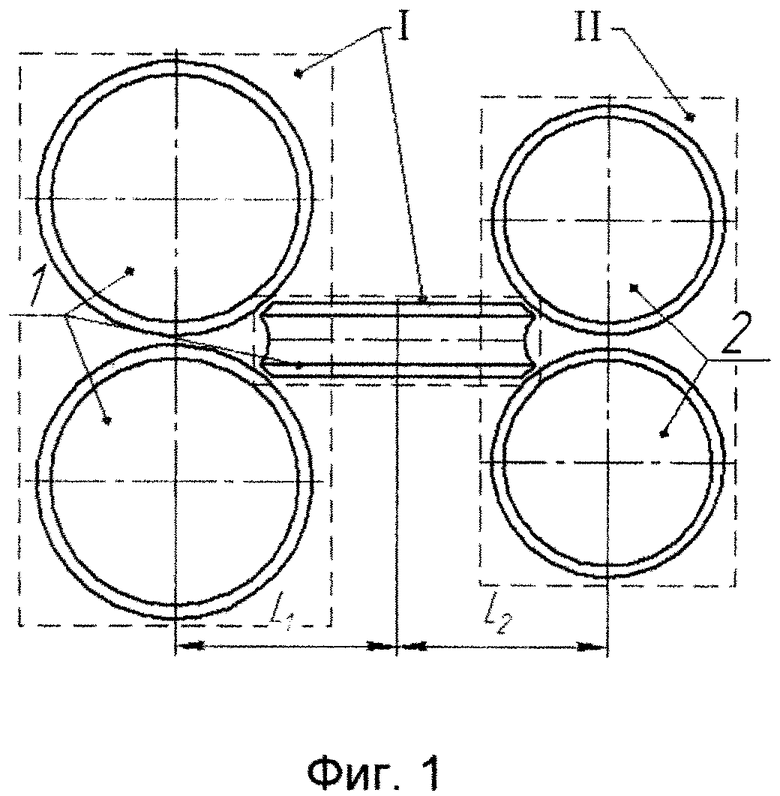
1. Способ прокатки труб в непрерывном многоклетьевом стане, включающий деформацию заготовки в чередующихся приводных и неприводных клетях стана при различных условиях контактного трения в клетях с подачей смазочного материала на валки, отличающийся тем, что прокатку производят валками приводных и неприводных клетей, отношение диаметров которых составляет, соответственно 1,2÷1,4, при этом смазку подают перед прокаткой в виде брикетов смазочного материала в приводных клетях на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом валка, а в неприводных - по всей ширине валка.
2. Способ по п. 1, отличающийся тем, что на валки приводных и неприводных клетей подают один и тот же смазочный материал.
3. Непрерывный многоклетьевой стан для прокатки труб, содержащий чередующиеся приводные и неприводные клети, имеющие калиброванные валки и средства подачи смазки, отличающийся тем, что отношение диаметров валков приводных клетей к диаметрам валков неприводных клетей составляет от 1,2 до 1,4, при этом средства подачи смазки выполнены с возможностью подачи смазки в виде брикетов из смазочного материала в приводных клетях на участки ручья калибра каждого валка, ограниченные радиусом бочки валка и катающим радиусом валка, а в неприводных - по всей ширине валка.
| Способ многоклетевой прокатки | 1986 |
|
SU1338909A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Непрерывный трубопрокатный стан | 1987 |
|
SU1675000A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Станок для поперечной распиловки лесоматериалов | 1973 |
|
SU476793A1 |

