Изобретение относится к обработке металлов давлением и может быть использовано, в частности, при прокатке особотонкостенных труб на станах типа ХПТ и ХПТР.
Цель изобретения - сокращение потерь металла.
Способ осуществляют следующим образом.
После обработки торца (планировка торцовой поверхности резцом и снятие заусенцев на кромках торца) торец либо осаживают в осевом направлении, либо воздействуют на торцовую поверхность вибрирующими бе ;ками.
При этом торец упрочняют на глубину 1-2 мм при степени деформации 15- 25% от величины последуюп1ей деформации металла за проход. Появляющийся при осадке или воздействии бойков об- лой (заусенцы) устраняют.
Предлагаемый и известный способы опробованы при прокатке труб из стали 08Х18Н10Т на стане KPW 25VMR по маршруту 18-1,0-7,9-0,45 мм со степенью деформации за проход, равной 80%. При этом торцы заготовок упрочняют молотком. Степень проникновения деформации фиксируют по величине утолщения стенки заготовки, а величину деформации определяют по усадке торца.
Прокатку заготовок с упрочненными и неупрочненными торцами осуществляют при подаче 3 мм. Состав смазочно-ох:д ю
&9
лаждающей жидкости и число двоичных ходов (160 мин) не изменяют.
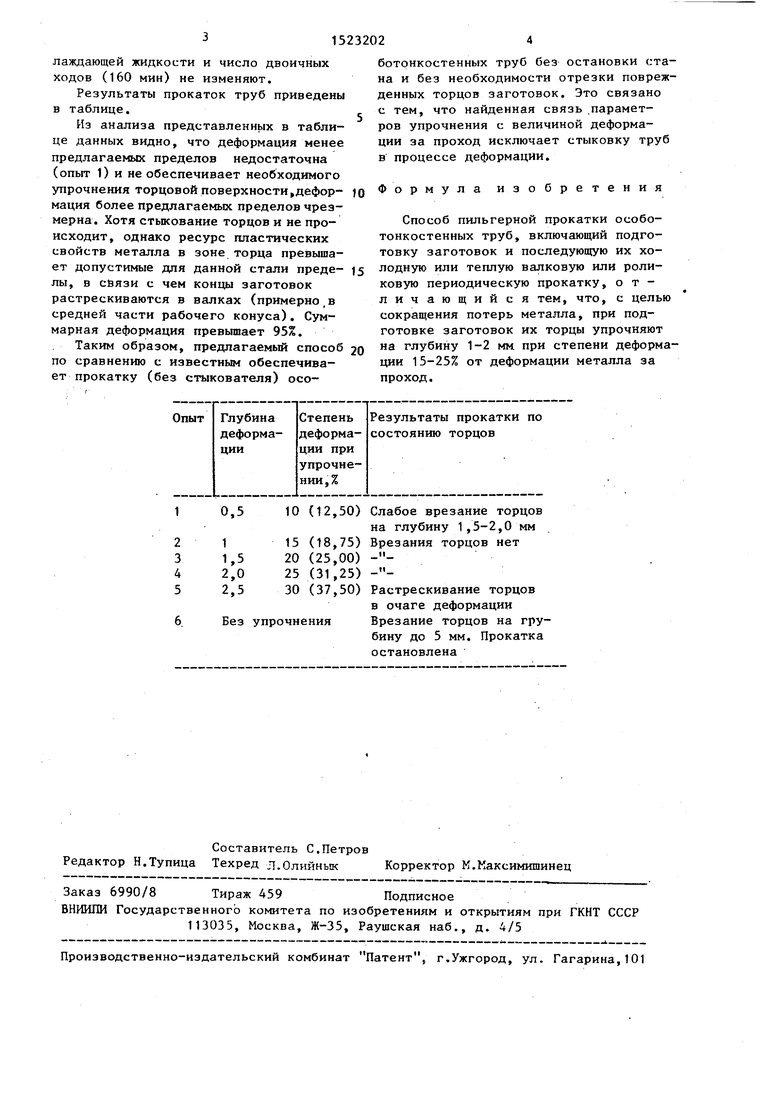
Результаты прокаток труб приведены в таблице.
Из анализа представленных в таблице данных видно, что деформация менее предлагаемых пределов недостаточна (опыт 1) и не обеспечивает необходимого упрочнения торцовой поверхности,дефор- мация более предлагаемых пределов чрезмерна. Хотя стьжование торцов и не происходит, однако ресурс пластических свойств металла в зоне торца превышает допустимые дпя данной стали преде- лы, в связи с чем концы заготовок растрескиваются в валках (примерно,в средней части рабочего конуса). Суммарная деформация превышает 95%.
Таким образом, предлагаемый способ по сравнению с известным обеспечивает прокатку (без стыкователя) особотонкостенных труб без остановки стана и без необходимости отрезки поврежденных торцов заготовок. Это связано с тем, что найденная связь .параметров упрочнения с величиной деформации за проход исключает стыковку труб в процессе деформации.
Формула изобретения
Способ пильгерной прокатки особо- тонкостенных труб, включающий подготовку заготовок и последующую их холодную или теплую валковую или роликовую периодическую прокатку, отличающийся тем, что, с целью сокращения потерь металла, при подготовке заготовок их торцы упрочняют на глубину 1-2 мм при степени деформации 15-25% от деформации металла за проход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2001 |
|
RU2215603C2 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ОСОБОТОНКОСТЕННЫХ ТРУБ | 2013 |
|
RU2551728C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ТРУБОПРОКАТНЫХ СТАНОВ | 2008 |
|
RU2387503C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА АГРЕГАТЕ СО СТАНАМИ ВИНТОВОЙ ПРОШИВКИ И НЕПРЕРЫВНЫМ СТАНОМ ПРОДОЛЬНОЙ ПРОКАТКИ | 2010 |
|
RU2441722C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| Способ изготовления винтовых пружин | 1981 |
|
SU1003981A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| Способ производства холоднодеформированных труб | 1978 |
|
SU738699A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - сокращение потерь металла. При подготовке заготовок к последующей их холодной (теплой) роликовой или валковой периодической прокатке, торцовую поверхность заготовок упрочняют на глубину 1-2 мм при степени деформации 15-25% от деформации металла за проход. После обработки торца (планировка торцовой поверхности резцом и снятие заусенцев на кромках торца) его либо осаждают в осевом направлении, либо воздействуют на торцовую поверхность вибрирующими бойками. 1 табл.
0,5
1
1,5
2,0
2,5
Без упрочнения
10 (12,50) Слабое врезание торцов на глубину 1,5-2,0 мм
15 (18,75) Врезания торцов нет
20 (25,00) (31,25) (37,50) Растрескивание торцов в очаге деформации Врезание торцов на гру- бину до 5 мм. Прокатка остановлена
| Способ производства холоднодеформированных труб | 1978 |
|
SU738699A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кофф З.А., Соловейчик П.М., Алешин В.А., Гриншпун М.И | |||
| Холодная прокатка труб.-Свердловск: Металлург- издат, 1962, с.256-261. | |||
