Изобретение относится к сварочному производству, в частности к восстановлению изношенных деталей путем сварки, и может быть использовано для восстановления тракторных деталей типа гусеничных башмаков.
Целью изобретения является повышение производительности путем сокращения времени на сборку заготовки с восстанавливаемым изделием.
Изобретение осуществляется следующим образом.
На поверхность грунтозацепа башмака, подлежащую восстановлению, устанавливают заготовку, компенсирующую его износ из материала с твердостью, превышающей твердость основы на 18-28 НВ. Для приварки заготовки ее прижимают к
восстанавливаемой поверхности под действием электромагнитного поля с индукцией, равной 0,4-0,6 индукции насыщения материала восстанавливаемой детали (В). Заготовку приваривают сварочной проволокой Св- 0,8 под слоем флюса АН-348 А при следующих режимах: сила сварочного тока 700-1000 А, напряжение 40-45 В, скорость подачи проволоки 50-80 м/ч. Сварку производят с двух сторон. Продолжительность сварки 15 мин.
Пример 1. Предлагаемым способом восстанавливали партию тракторных деталей типа гусеничного башмака трактора Т- 100М из стали 45 Г. В качестве заготов- ки,служащей для компенсации износа почво- зацепа, применяли прутки круглого сечения
сд ьо
00 1чЭ
сд
диаметром 12 мм из стали 60 Г с твердостью, превышающей твердость основы на 18 НВ.
Заготовку удерживали у изношенной части башмака под действием электромагнитного поля с величиной индукции насьвде- ния в месте контакта 0,4 Вн, приваривали ее последовательно сверху и снизу по контуру заготовки сварочной проволокой Св-08 диаметром 4 мм под слоем флюса АН-348 при следуюплих режимах: сила сварочного тока 780 А, напряжение 42 В,ско- рость подачи проволоки 57 м/ч.
Пример 2. Партию башмаков с изношенным гребнем почвозацепа по высоте до 2 мм восстанавливали путем приварки прутка из Ст. 60 Г диаметром 12 мм. Твердость рабочей поверхности наваренного почвозацепа на 28 НВ превысила твердость башмака изготовленного из Ст. 45 Г. При сварке пруток удерживали электромагнитным полем с величиной индукции на- сышения в месте контакта 0,6 Вн.
Сварку осуществляли по технологии и режимам, которые применялись в примере 1.
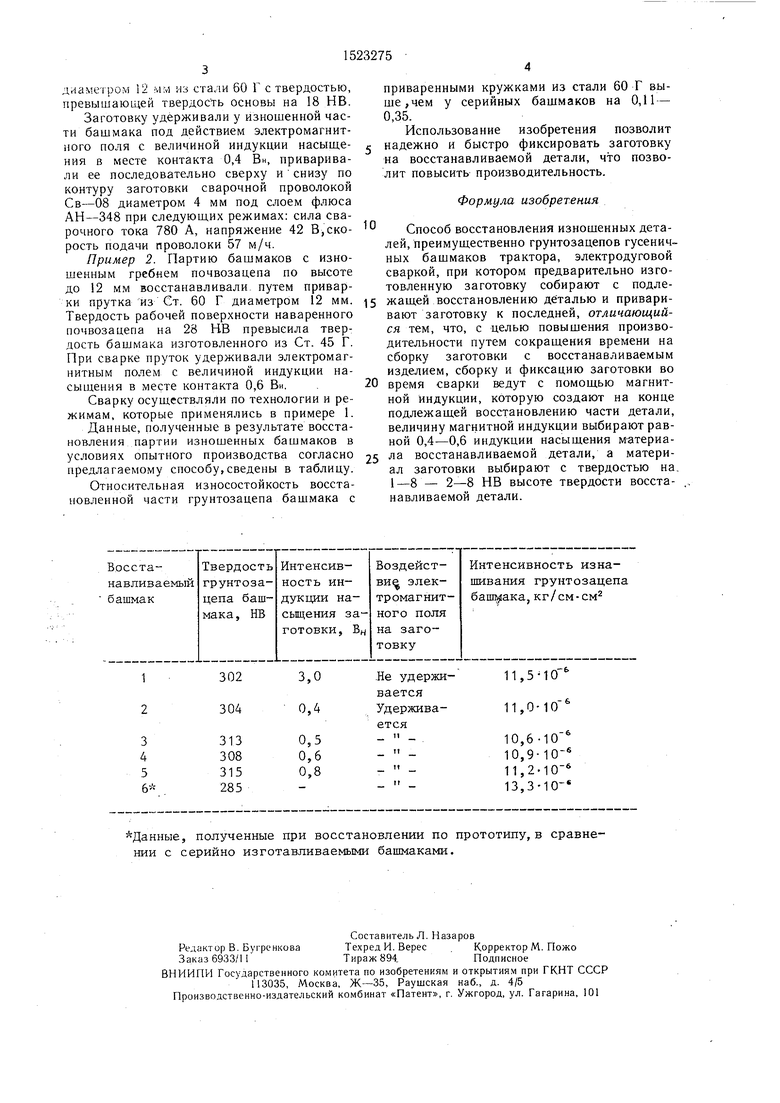
Данные, полученные в результате восстановления партии изношенных башмаков в условиях опытного производства согласно предлагаемому способу,сведены в таблицу.
Относительная износостойкость восстановленной части грунтозацепа башмака с
приваренными кружками из стали 60 Г выше,чем у серийных башмаков на 0,11 - 0,35.
Использование изобретения позволит надежно и быстро фиксировать заготовку на восстанавливаемой детали, что позволит повысить производительность.
Формула изобретения
Способ восстановления изношенных деталей, преимушественно грунтозацепов гусеничных башмаков трактора, электродуговой сваркой, при котором предварительно изготовленную заготовку собирают с подлежаш,ей восстановлению деталью и приваривают заготовку к последней, отличающийся тем, что, с целью повышения производительности путем сокращения времени на сборку заготовки с восстанавливаемым изделием, сборку и фиксацию заготовки во
время сварки ведут с помощью магнитной индукции, которую создают на конце подлежащей восстановлению части детали, величину магнитной индукции выбирают равной 0,4-0,6 индукции насыщения м-атериала восстанавливаемой детали, а материал заготовки выбирают с твердостью на, 1-8 - 2-8 НВ высоте твердости восстанавливаемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления тракторных деталей типа гусеничных башмаков | 1987 |
|
SU1426725A1 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2093332C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОД ПОДШИПНИКИ | 2001 |
|
RU2206439C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ УЗЛОВ ИЛИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2374055C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763820C1 |
| Способ восстановления рабочих органов чизельных плугов | 2021 |
|
RU2763818C1 |
| Способ восстановления долот чизельных плугов | 2021 |
|
RU2763817C1 |
| Способ восстановления изношенных режущих поверхностей рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763822C1 |
Изобретение относится к сварочному производству, в частности к восстановлению изношенных деталей путем сварки, и может быть использовано для восстановления тракторных деталей типа гусеничных башмаков. Цель изобретения - повышение производительности процесса восстановления изношенных деталей. Заготовку, привариваемую к изношенной части детали, собирают с ней и удерживают перед сваркой с помощью магнитного поля, создаваемого на конце восстанавливаемой части детали. Магнитная индукция поля составляет величину, равную 0,4...0,6 индукции насыщения материала восстанавливаемой детали. Твердость материала заготовки выбирают на 1-8...2-8 HB выше твердости материала восстанавливаемой детали. Заготовку приваривают сварочной проволокой под слоем флюса. 1 табл.
| Способ восстановления деталей | 1979 |
|
SU789253A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
