Изобретение относится к области восстановления рабочих поверхностей деталей, работающих в условиях абразивного износа, методом наплавки плавящимся лежачим электродом под флюсом, и, в частности, к способам восстановления беговых дорожек звеньев и грунтозацепов башмаков гусеничных тракторов типа D9N и экскаваторов типа ЕХ-400.
Известен способ восстановления изношенной детали, предусматривающий наварку заготовки, предварительно изготовленной, на подлежащий восстановлению участок детали (Авторское свидетельство СССР, N 1523275, кл. В 23 К 9/04, 1987). Однако известный способ, основанный на использовании в качестве заготовки прутка, не обеспечивает эффективное восстановление деталей со значительно изношенной поверхностью.
Наиболее близким к изобретению по назначению и совокупности существенных признаков является способ дуговой сварки и наплавки лежащим плавящимся электродом под флюсом, заключающийся в том, что используют сварочный флюс, изолирующий материал и металлическую присадку, и слои указанных ингредиентов по отношению к электроду и поверхности восстанавливаемой детали располагают своеобразным образом (Авторское свидетельство СССР N 1470476, кл. В 23 К 9/04, 1986).
Ближайший аналог обладает тем недостатком, что заявленный положительный эффект основывается на допущении возможности перебрасывания анодного пятна дуги от сварочного электрода на находящийся на нем слой присадочного материала, в случае отсутствия изоляции между ними. Однако, такое перебрасывание анодного пятна возможно лишь в случае, если потенциал слоя присадочного материала выше потенциала сварочного электрода или слой присадочного материала расположен ближе к катоду (к наплавляемой поверхности изделия), что в рассматриваемых случаях исключено. По этой же причине исключается "шунтирование" тока, протекающего по сварочному электроду, током, протекающим по слою присадочного материала, при общем катодном пятне и большей удаленности слоя присадочного материала от катода.
Технической задачей изобретения является устранение указанных недостатков, повышение качества наплавки и экономия энергозатрат.
Указанная техническая задача решается тем, что в способе наплавки лежащим плавящимся электродом, включающим нанесение слоев сварочного флюса, изолирующего материала и металлической присадки и установку электрода, слой изолирующего материала наносят на наплавляемую поверхность детали, электрод укладывают на слой изолирующего материала, слой металлической присадки наносят на электрод и на очищенный от изолирующего материала участок наплавляемой поверхности детали, насыпают упрочнитель на слой металлической присадки, на который наносят слой сварочного флюса.
На чертеже представлен пример реализации способа, где 1 - наплавляемая поверхность детали; 2 - слой изолирующего материала; 3 - электрод; 4 - металлическая присадка; 5 - упрочнитель; 6 - сварочный флюс.
Пример реализации способа наплавки лежащим плавящимся электродом грунтозацепа башмака гусеничного трактора типа D9N (Caterpillar).
Зачищают поверхность наплавки и место подсоединения башмака к источнику сварочного тока.
Устанавливают флюсоудерживающее приспособление (не показано).
Флюсоудерживающее приспособление засыпают изолирующим материалом на 3-5 мм выше уровня наплавляемой поверхности; в качестве изолирующего материала используют флюс общего назначения марки АН-348А.
На наплавляемой поверхности 1 располагают два мерных прутка (не показаны) диаметром 3 мм и на них устанавливают плавящийся электрод 3, который затем закрепляют на электрододержателе (не показан).
Удаляют мерные прутки из-под электрода.
Поверхность электрода 3 и в конце него небольшой участок наплавляемой поверхности 1 очищают от изолирующего материала 2.
Насыпают на электрод 3 и участок наплавляемой поверхности 1 у конца электрода 3 слой металлической присадки 4 с тем, чтобы создать условия для первичного возникновения сварочной электрической дуги и последующего ее перемещения вдоль наплавляемой поверхности.
В качестве металлической присадки, дополнительно к материалу плавящегося электрода, используют частицы рубленой проволоки (крупку) из низкоуглеродистой стали марки Св-08ГА или стали легированной марки Св-08Г2С диаметром 1-2,0 мм.
Длина частицы крупки равна ее диаметру. Крупка или порошковый металл очищены от ржавчины, грязи и масел.
На слой металлической присадки насыпают слой упрочнителя, в качестве которого применяют высоколегированный порошок марки ПГ-С27 производства НПО "Тулачермет".
Присоединяют сварочный электрод и корпус башмака к источнику сварочного тока, и наплавку производят на постоянном токе с обратной полярностью напряжения.
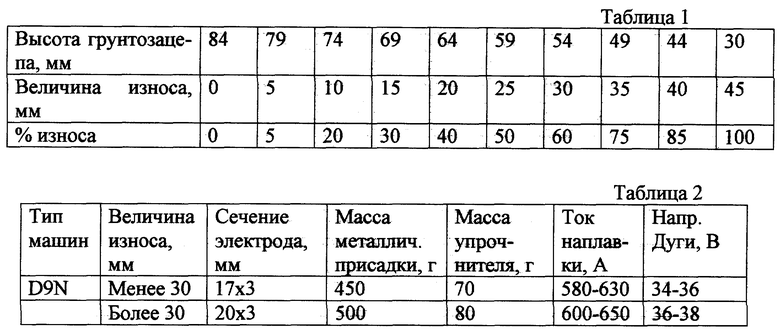
С учетом того, что за один проход наплавляют слой толщиной не более 5,0 мм, послойная наплавка повторяется до полного восстановления изношенной поверхности (табл. 1).
Восстановление грунтозацепа башмака с наплавляемой поверхностью длиной более 500 мм целесообразно производить двумя последовательно расположенными электродами. Это позволяет исключить перегрев электрода и необходимость в более точном соблюдении толщины слоя изолирующего материала между наплавляемой поверхностью и электродом.
Режим процесса наплавления грунтозацепа башмака гусеничного трактора D9N (Caterpillar) приведен в табл. 2.
Изобретение позволяет снизить энергозатраты на 10-15%, повысить твердость наплавляемого металла, что составляет порядка 49-52 HRC.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ | 2003 |
|
RU2243867C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1994 |
|
RU2090326C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205098C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
Изобретение относится к области восстановления рабочих поверхностей деталей, работающих в условиях абразивного износа, методом наплавки плавящимся лежащим электродом под флюсом и может быть использовано при восстановлении беговых дорожек звеньев и грунтозацепов башмаков гусеничных тракторов типа D9N и экскаваторов типа EX-400. Наносят слой флюса на наплавляемую поверхность, который является изолирующим материалом. Затем на него укладывают электрод. Участок поверхности в зоне расположения конца электрода очищают от флюса. На этот участок и электрод наносят слой металлической присадки. Затем последовательно насыпают упрочнитель и слой сварочного флюса. Возбуждают дугу и выполняют наплавку. Способ позволяет снизить энергозатраты на 10 - 15%, повысить твердость наплавленного металла. 1 ил., 2 табл.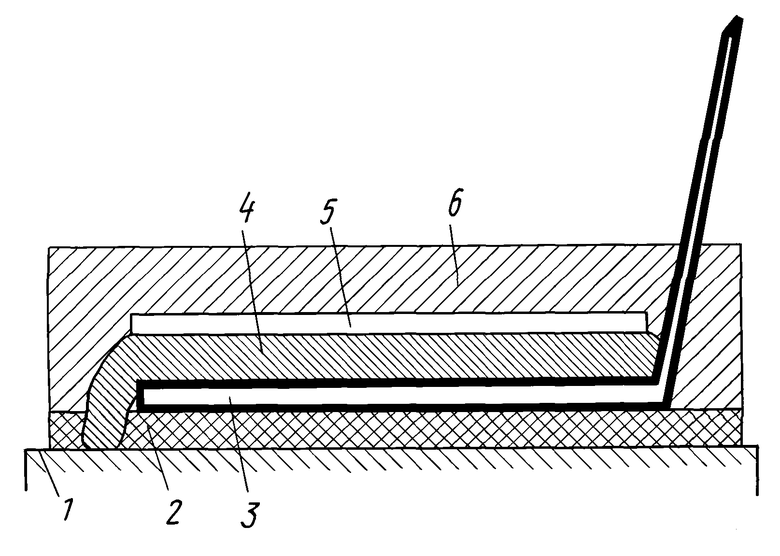
Способ наплавки плавящимся лежащим электродом, включающий нанесение слоев сварочного флюса, изолирующего материала и металлической присадки, установку электрода и зажигание дуги, отличающийся тем, что слой изолирующего материала наносят на наплавляемую поверхность детали, электрод укладывают на слой изолирующего материала, очищают участок наплавляемой поверхности от изолирующего материала в зоне расположения конца электрода, слой металлической присадки наносят на электрод и на очищенный от изолирующего материала участок, затем насыпают упрочнитель на слой металлической присадки и на него наносят слой сварочного флюса.
| Способ дуговой сварки | 1986 |
|
SU1470476A1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632674A1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
| Способ наплавки | 1990 |
|
SU1763119A1 |
