Изобретение относится к области сварочного производства, конкретно к способам термомеханической обработки сварных соединений, преимущественно тонколистовых изделий, сваренных без усилия, и может быть использовано в различных отраслях машиностроения.
Целью изобретения является повышение качества сварного соединения тонколистовых длинномерных изделий.
На чертеже представлено устройство для осуществления способа.
Для повышения механических свойств сварного соединения, выполненного на длинномерном тонколистовом изделии 1, последнее., в случае работы с материалом, имеющим низкую пластичность по направлению сварного щва, подают в индуктор 2, с помощью которого осуществляют нагрев сварного соединения. Далее изделие поступает в валки 3, с помощью которых осуществляют его пластическое многократное деформирование, затем - в валки 4 для правки, лосле чего выправленное изделие
поступает в индуктор 5 для рекристалли- зационного отжига.
Температура нагрева изделия из материала, имеющего низкую пластичность, при осуществлении многократного пластического деформирования превышает на 20-40°С температуру начала рекристаллизации металла. Рекристаллизационный отжиг независимо от пластичности материала ведут при температуре на Ю-40°С превышающей температуру начала рекристаллизации металла свариваемого изделия.
Пример 1, Листовые заготовки из сплава АМг-6 размером 60X400 мм, толщиной мм проваривались аргонодуго- вой сваркой и обрабатывались на лабораторном прокатном стане, состоящем из шести изгибающих валков, диаметром d 20 мм и двух правящих валков, диаметром мм. Обработка осуществлялась в холодном состоянии с последующим отжигом при температуре T 430-f5°С. Многократный изгиб сварного соединения осуществлялся до радиуса ва,пка .мм.
сл o
OJ
го
оо со
Металлографические исследования позволили установить, что в сварном шве и ЗТВ сформировалась мелкозернистая структура с размером -зерна 8-10 мкм. Результаты металлографических исследований приведены в табл. 1, где Тотж - температура отжига после изгибной деформации, dcp сш, dcp ЗТВ, dcpoM - средний размер зерна в сварном шве, ЗТВ и основном металле.
Результаты обработки сварных соединений приведены в табл. I.
При обработке сварных соединений по режимам 1-3 наблюдается существенное измельчение исходной литой структуры после сварки в сварном шве и ЗТВ. Обработанные по этим режимам сварные соединения обладают механическими свойствами 6 300-320 МПа, 6 18-20%, что соответствует свойствам основного металла. Режимы обработки 4 и 5 также приводят к измельчению структуры сварного шва и ЗТВ, однако в этом случае сохраняется значительная структурная неоднородность.
Пример 2. Листовые заготовки из Т, сплава ВТ-6С размером 60X400 мм толш,и- ной мм проваривались аргонодуговой сваркой. Обработка производилась на лабо- раборном прокатном стане в горячем состоянии при температуре Т 860-|-5°С. Многократный изгиб сварного соединения производился до радиуса 10 мм. Металлографические исследования позволили установить, что в сварном шве и ЗТВ сформировалась мелкозернистая структура с размером зерна 4-6 мкм.
Результаты металлографических исследований приведены в табл. 2.
При обработке сварных соединений по режимам 6 и 7 наблюдается суш,ественное измельчение зерна в сварочном шве ЗТВ, что приводит к устранению структурной неоднородности и повышению механических свойств до уровня основного металла. Обработанные по этим режимам сварные соединения обладают механическими характеристиками на уровне основного металла 6g- 980+100 МПа, 5 12+14%.
Режимы обработки 8 и 9 не позволя ют устранить структурную неоднородность.
Использование изобретения обеспечит более глубокую проработку структуры .металла, шва, что приведет к повышению механических свойств сварного соединения до уровня свойства основного металла.
Формула изобретения
1- Способ термомеханической обработки сварных соединений, при котором после сварки производят пластическое деформирование зоны шва путем образования волнистой поверхности с последуюплим сглаживанием, отличающийся тем, что, с целью
повышения механических свойств сварного соединения тонколистовых длинномерных изделий, сваренных без усиления, деформирование ведут вдоль сварного шва путем многократного изгиба в валках, а затем производят рекристаллизационный отжиг при температуре на 10-40°С превышающей температуру начала рекристаллизации.
2. Способ по п. 1, отличающийся тем, что пластическое деформирование проводят при температуре выше температуры рекристаллизации на 10-40°С.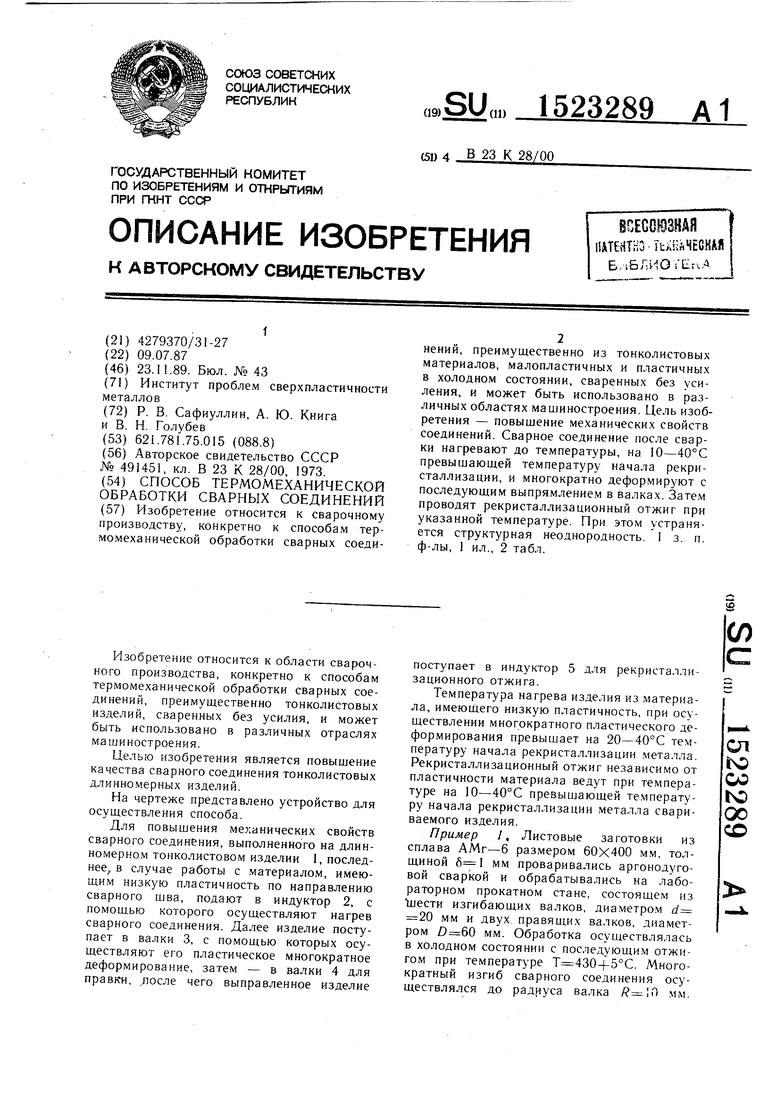

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварных соединений | 1988 |
|
SU1509208A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022744C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС ИЗ ФЕРРИТНЫХ СПЛАВОВ, ПРЕИМУЩЕСТВЕННО ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ И НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2074072C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1997 |
|
RU2106215C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| СПОСОБ ЭЛЕКТРОФИЗИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2013 |
|
RU2533403C2 |
| Способ отделения шлаковой корки | 1987 |
|
SU1523279A1 |

Изобретение относится к сварочному производству, конкретно к способам термомеханической обработки сварных соединений, преимущественно из тонколистовых материалов, малопластичных и пластичных в холодном состоянии, сваренных без усиления и может быть использовано в различных областях машиностроения. Цель изобретения - повышение механических свойств соединений. Сварное соединение после сварки нагревают до температуры, на 10...40°С превышающей температуру начала рекристаллизации, и многократно деформируют с последующим выпрямлением в валках. Затем проводят рекристаллизационный отжиг при указанной температуре. При этом устраняется структурная неоднородность. 1 з.п. ф-лы, 1 ил., 2 табл.
Таблица 1
Таблица 2
| Способ термомеханической обработки сварных соединений | 1973 |
|
SU491451A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
