Изобретение относится к инструментальному производству и машиностроению и может быть использовано при контроле прочности покрытий к металлическим твердосплавным и другим твердотельным изделиям.
Целью изобретения является повышение точности контроля прочности покрытий путем получения интегральной характеристики адгезионной прочности покрытия на любых сложнопрофиль- ных поверхностях, причем контроль проводится на достаточно большой площади (десятки квадратных миллиметров и более) упрочняю1дих покрытий с различными физикэ-механическш-т характеристиками.
Способ реализуют следующим образом.
Упрочняющее покрытие, нанесенное на подлош у, бомбардируют твердотельными шариками диаметром 30-60 мкм, имеюицши скорость в момент соударения 3-10 м/с, причем твердость шарика составляет 0,1-0,4 твердости покрытия, до отслаивания покрытия. Увеличение размера шариков более 60 мкм приводит к росту их кинетической энергии и нежелательному воздействию на основу подложки, а уменьшение размерь менее 30 мкм практически не вь зьгоает отслоения, которое в данном случае является не обходи(ым. Твердость шариков должна быть соизмерена с твердостью основы, на которую наносится упрочняющее ПОКРЫТ1Ч- ., чтобы удар шарика носил упругий характер. -Поскольку основа
инструмента закалена, то и твердость шариков должна быть в пределах 50- 60 HRC,. По отношению к покрытию шарик должен быть значительно мягче, чтобы не вызывать сильного износа, поэтому отношение их твердостей находится в пределах 0,1-0,4.
Если соотношение превышает 0,4, происходит сильный износ покрытия и трудно зафиксировать момент отслоени покрытия на испытуемой площади. Если это соотношение твердостей меньше 0,1, процесс отслоения покрытия от подложки происходит очень медленно и снижается производительность процесса контроля.
Сила воздействия шарика на испытуемое покрытие регулируется скоростью его движения и составляет 3-10 м/с в зависимости от типа покрытия. Увеличение скорости шарика более 10 м/с приводит к тому, что износ покрытия и его отслоение от подложки становятся соизмеримы, и процесс контроля адгезии затрудняется, а уменьшение скорости менее 3 м/ не приводит к отслоению покрытия.
Об адгезионной прочности покрытия судят по работе отслаивания покрытия от подложки.
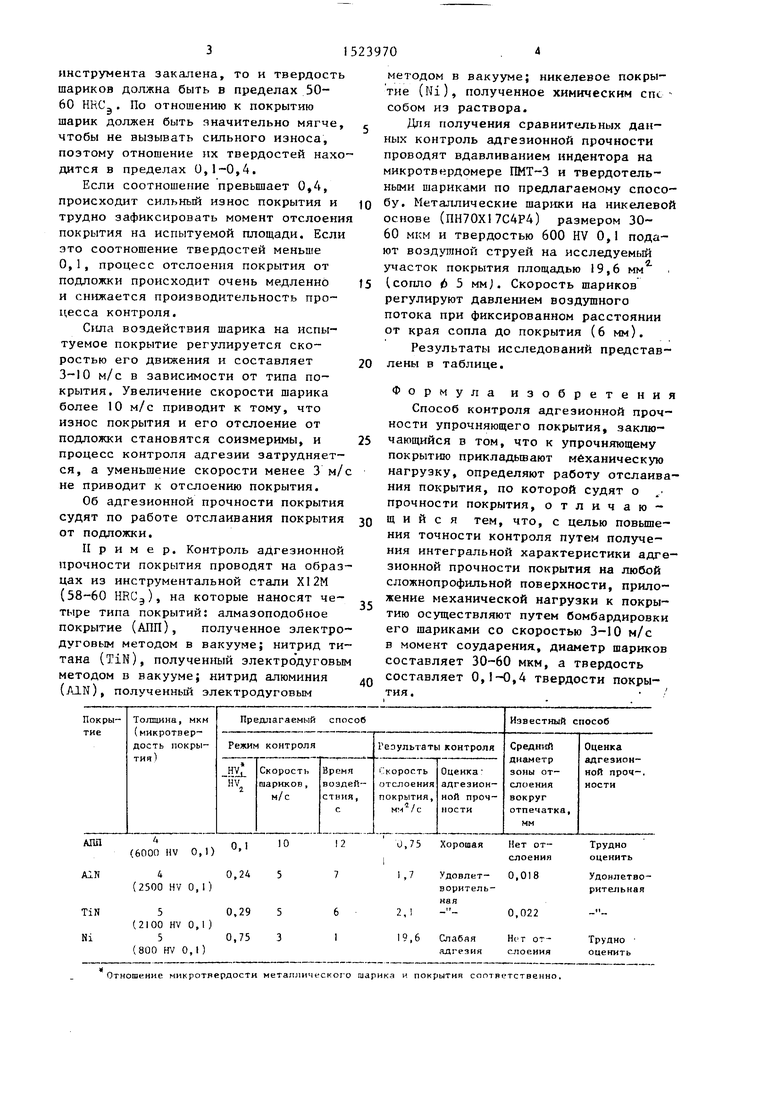
II р им е р. Контроль адгезионной прочности покрытия проводят на образцах из инструментальной стали XI2М (58-60 HRCg), на которые наносят четыре типа покрытий: алмазоподобное покрытие (АПП), полученное электродуговым методом в вакууме I нитрид титана (TIN), получент1й электродуговы методом в вакууме; нитрид алюминия (AIN), полученный электродуговым
методом в вакууме; никелевое покрытие (Ni), полученное химическим спс собом из раствора.
Для получения сравнительных данных контроль адгезионной прочности проводят вдавливанием индентора на микротвнрдомере ПМТ-3 и твердотельными шариками по предлагаемому способу. Металлические шарики на никелевой основе (ПН70Х17С4Р4) размером 30- 60 мкм и твердостью 600 HV 0,1 подают воздушной струей на исследуемый участок покрытия площадью 19,6 мм Iсопло Ь 5 мм). Скорость шариков регулируют давлением воздушного потока при фиксированном расстоянии от края сопла до покрытия (6 мм).
Результаты исследований представлены в таблице.
Формула изобретения Способ контроля адгезионной прочности упрочняющего покрытия, заключающийся в том, что к упрочняющему покрытию прикладьшают мбханическую нагрузку, определяют работу отслаивания покрытия, по которой судят о прочности покрытия, отличающийся тем, что, с целью повьш1е- ния точности контроля путем получения интегральной характеристики адгезионной прочности покрытия на любой сложнопрофильной поверхности, приложение механической нагрузки к покрытию осуществляют путем бомбардировки его шариками со скоростью 3-10 м/с в момент соударения, диаметр шариков составляет 30-60 мкм, а твердость составляет 0,1-0,4 твердости покрытия . /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| Способ получения ионно-плазменного вакуумно-дугового керамикометаллического покрытия TiN-Ni для твердосплавного режущего инструмента расширенной области применения | 2015 |
|
RU2613837C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| ПОКРЫТИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2200209C2 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ PVD/CVD/PVD ПОКРЫТИЙ НА РЕЖУЩИЙ ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2468124C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
| МНОГОСЛОЙНОЕ ПОКРЫТИЕ НА ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415198C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО И ТЕРМОДИНАМИЧЕСКИ УСТОЙЧИВОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ И ИХ СОЕДИНЕНИЙ | 2010 |
|
RU2433209C1 |
Изобретение относится к инструментальному производству и машиностроению и может быть использовано при контроле прочности покрытий к металлическим, твердосплавным и другим твердотельным изделиям. Цель изобретения - повышение точности контроля прочности покрытий путем получения интегральной характеристики адгезионной прочности покрытия на любой сложнопрофильной поверхности. Упрочняющее покрытие, нанесенное на подложку, подвергают бомбардировке твердотельными шариками, имеющими скорость в момент соударения 3-10 м/с, диаметр шариков 30-60 мкм, а твердость составляет 0,1-0,4 твердости покрытия. Бомбардировку осуществляют до момента отслаивания покрытий, определяют работу шариков по отслаиванию, по которой судят об адгезионной прочности покрытий. 1 табл.
| Углов А.А,, Анищеико Л.М., Кузнецов С.Е | |||
| Адгезионная способность пленок.- М.: Радио и связь, 1987, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
