Изобретение относится к области машиностроения, а именно к нанесению покрытия на инструментальные материалы с помощью дугового разряда в атмосфере химически активных газов, и может быть использовано при металлообработке, в общем машиностроении и химической промышленности.
Известен твердосплавный режущий инструмент, изготовленный из твердого сплава, состоящий из карбида вольфрама (WC) и кобальта (Со) с покрытием, состоящим из нитрида гафния (HfN), осажденным методом физического осаждения из газовой фазы PVD (см. Kodama, Banshen R. Interepted cuffing test of cemented carbide tools coated by physical vapour depositions and chemical vapour depositions techniquies. Thin solid films, 1982. V. 96 (1). Р. 53-58).
Однако, как показали производственные испытания, при обработке титановых сплавов наблюдается снижение режущих свойств инструмента. Причиной снижения режущих свойств является то, что в процессе ионной бомбардировки ионами титана происходит активное взаимодействие титана с кобальтом, связки с образованием хрупких интерметаллидов TiCox. Образование хрупких интерметаллидов приводит к уменьшению пластичности твердосплавной пластины и снижению эксплуатационных свойств композитного материала (твердосплавной подложки и износостойкого покрытия). С другой стороны, кобальт, осаждаясь совместно с покрытием из нитрида гафния, активно взаимодействует с титановой стружкой с образованием нароста на режущем лезвии. Образование нароста приводит к увеличению шероховатости обрабатываемой поверхности, что снижает качество обработки.
Наиболее близким к заявляемому техническому решению по технической сущности и достигаемому результату является режущий инструмент с покрытием, состоящим из трех слоев, первый слой которого состоит из MetCхN1-x, где x находится в пределах от 0 до 1, второй слой состоит из MetCхOyNz, где x+y+z= 0,7, причем значение y находится в пределах от 0,2 до 0,8, а третий слой состоит из MetCxN1-x, где x находится в пределах от 0 до 1, где Met - титан, гафний, цирконий, ванадий (патент США 5800868, С 23 С 16/32, приоритет 12.06.97).
Недостатком известного покрытия для режущего инструмента является факт снижения эксплуатационных свойств при обработке титановых сплавов ввиду того, что твердосплавная пластина режущего инструмента состоит из карбида вольфрама (WC) и кобальта (Со), а связка составляет всего 8%, то прочность сцепления первого слоя, состоящего из MetCxN1-x недостаточна, так как покрытие начинает формироваться на кобальте. Все это приводит к снижению эксплутационных свойств твердосплавного инструмента с данным покрытием.
Задачей заявляемого технического решения является повышение работоспособности инструмента за счет сохранения остроты режущей кромки.
Поставленная цель достигается при использовании заявляемого покрытия для режущего инструмента. Согласно заявляемому техническому решению покрытие для режущего инструмента сформировано из трех слоев, первый слой состоит из TixAl1-xN, где x находится в пределах от 0,4 до 0,6, и прилегает к твердосплавной подложке, второго слоя, состоящего из HfNy, где y находится в пределах от 0,4 до 0,6, и третьего слоя, состоящего из HfzAl1-zN, где z находится в пределах от 0,2 до 0,3.
Толщина первого слоя заявляемого покрытия для режущего инструмента, состоящего из TixAl1-xN, находится в пределах от 0,5 до 1 мкм, толщина второго слоя из HfNy находится в пределах от 1 до 2 мкм, а толщина третьего слоя из HfzAl1-zN находится в пределах от 3 до 4 мкм.
В связи с тем что твердосплавная подложка, состоящая из двух фаз, например карбида вольфрама, имеющего гексагональную кристаллическую решетку и составляющего 92% (по массе), и кобальта, имеющего кубическую кристаллическую решетку и составляющего 8% (по массе), и согласно заявляемому техническому решению первый слой покрытия, состоящий из TixAl1-xN, где x находится в пределах от 0,4 до 0,6, имеет также кубическую кристаллическую решетку. Близость параметров обеих кристаллических решеток исключает появление сжимающих напряжений, а также наличие пор между покрытиями, приводящих к отслоению покрытия от твердосплавной подложки.
Второй слой покрытия согласно заявляемому техническому решению состоит из HfNy, где y находится в пределах от 0,4 до 0,6, также имеет кубическую кристаллическую решетку и за счет этого обеспечивает необходимую прочность сцепления между первым слоем и вторым.
Третий слой покрытия, состоящий согласно заявляемому техническому решению из НfzAl1-zN, где z находится в пределах от 0,2 до 0,3, имеет гексагональную кристаллическую решетку, что исключает формирование нароста на режущей кромке, приводящего в конечном итоге к выкрашиванию режущей кромки и выходу инструмента из строя. Также, экспериментально подобранный химический состав покрытия не окисляется и сохраняет высокую твердость при температуре, равной 1000-1200oС, что также способствует увеличению ресурса работы режущего инструмента за счет сохранения остроты режущей кромки.
Кроме того, введение в плазму нитрида гафния алюминия при электродуговом способе нанесения покрытий позволяет получать покрытие, имеющее мелкозернистую структуру с величиной зерна, равной 1000 А.
Кроме того, поверхностный слой покрытия из HfzAl1-zN, который является наружной поверхностью режущего инструмента, обладает высокой твердостью при температуре, равной 1000-1200oС, то есть при температуре, возникающей в зоне резания при обработке, например, титановых сплавов, что позволяет сохранять дольше необходимые режущие свойства инструмента за счет сохранения остроты режущей кромки.
Обоснование физико-химического состава первого слоя заявляемого покрытия из TixAl1-xN, где x находится в пределах от 0,4 до 0,6.
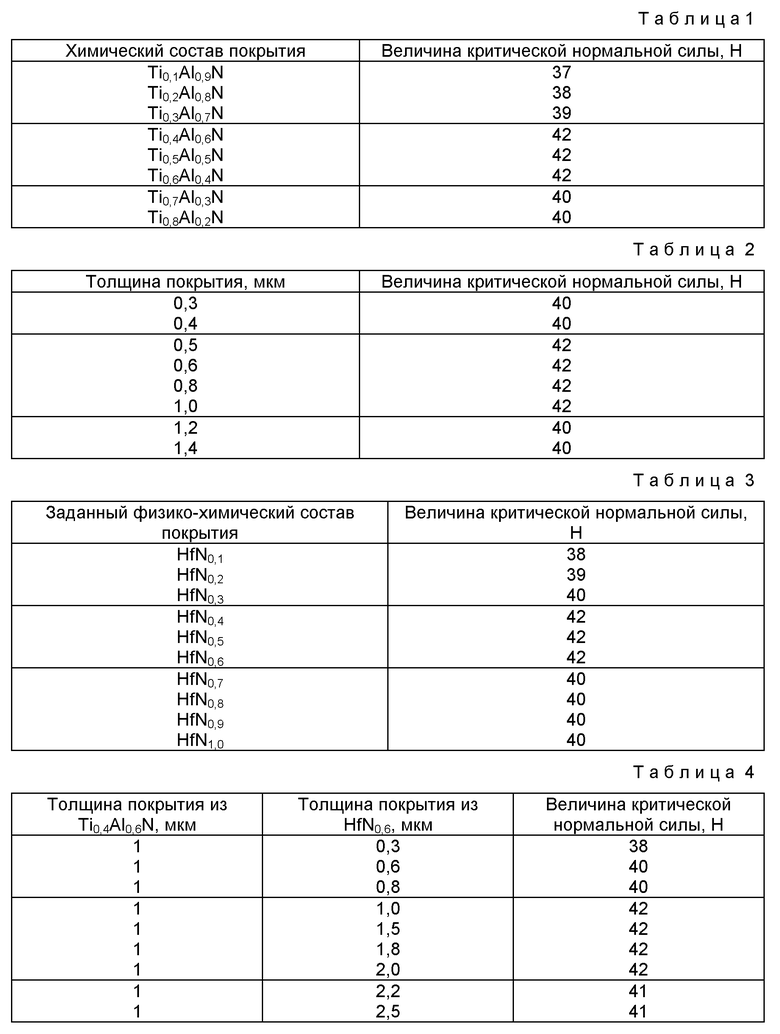
Для обоснования физико-химического состава первого слоя покрытия из TixAl1-xN на пластины величиной 25,7 х 25,7 х 7,5 мм, изготовленные, например, из твердого сплава, состоящего из 5% карбида титана, 85% карбида вольфрама и 5% кобальта, на установке Булатт-6 было нанесено восемь различных составов покрытия толщиной, равной 1 мкм. Затем определялась величина прочности сцепления покрытия с твердосплавной подложкой методом склерометрии. Критерием, удовлетворяющим качественному нанесению покрытия, является величина критической нормальной силы не менее 42 Н, то есть эта величина адгезии покрытия из TixAl1-xN, полученного методом физического осаждения из газовой фазы (PVD). Результаты испытаний представлены в таблице 1.
Как видно из приведенных в таблице 1 данных, только состав покрытия по заявляемому техническому решению из TixAl1-xN, где x находится в пределах от 0,4 до 0,6, обеспечивает необходимую прочность сцепления покрытия и твердосплавной подложки, а при выходе за заявляемые пределы величина прочности сцепления покрытия с подложкой уменьшается.
Обоснование толщины первого слоя покрытия, состоящего из TixAl1-xN, где х находится в пределах от 0,4 до 0,6.
Для обоснования толщины покрытия, состоящего из TixAl1-xN, где x находится в пределах от 0,4 до 0,6, на пластины величиной 25,7 х 25,7 х 7,5 мм, изготовленные например, из твердого сплава, состоящего из 5% карбида титана, 85% карбида вольфрама и 5% кобальта, на установке Булат-6 было нанесено покрытие различной толщины. Критерием, удовлетворяющим качественному нанесению покрытия, является величина критической нормальной силы не менее 42 Н, то есть эта величина адгезии покрытия из TixAl1-xN, нанесенное методом физического осаждения из газовой фазы (PVD). Результаты испытаний представлены в таблице 2.
Как видно из данных, представленных в таблице 2, при заявляемой толщине от 0,5 до 1 мкм покрытия из TixAl1-xN обеспечивается оптимальная адгезия покрытия к твердосплавной подложке.
Обоснование физико-химического состава второго слоя заявляемого покрытия из нитрида гафния HfNy, где y находится в пределах от 0,4 до 0,6.
Для обоснования второго слоя заявляемого покрытия из нитрида гафния HfNy на пластины величиной 25,7 х 25,7 х 7,5 мм, изготовленные, например, из твердого сплава, состоящего из 5% карбида титана, 85% карбида вольфрама и 5% кобальта, на установке Булат-6 было нанесено предварительно покрытие Ti0,4Al0,6N толщиной 1 мкм. Затем на этот первый слой было нанесено 10 различных составов покрытий толщиной 2 мкм. После нанесения второго слоя определялась величина прочности сцепления покрытия с твердосплавной подложкой методом склерометрии. Критерием, удовлетворяющим качественное нанесение покрытия, является величина критической нормальной силы не менее 42 Н, то есть это адгезия двух слоев покрытия к твердосплавной подложке, нанесенных методом осаждения из газовой фазы (PVD). Результаты испытаний приведены в таблице 3.
Как видно из данных, представленных в таблице 3, только состав покрытия состоящий из HfNy, где y находится в пределах от 0,4 до 0,6, обеспечивает оптимальную прочность сцепления между покрытием и твердосплавной подложкой.
Обоснование толщины покрытия из HfNy.
Для обоснования толщины покрытия от 1 до 2 мкм, состоящего из нитрида гафния HfNy, где y находится в пределах от 0,4 до 0,6, были взяты 8 партий пластин, изготовленных, например, из твердого сплава по 3 штуки в каждой партии. Твердосплавные пластины обезжиривали бензином, протирали салфеткой, смоченной спиртом, а затем загружали в вакуумную камеру установки "Булат-6". В установке "Булат-6" твердосплавные пластины разогревали ионами титана до температуры, равной 500oС. Затем наносили сначала первый слой покрытия из TixAl1-xN, где х=0,4, толщиной 1 мкм, а затем наносили второй слой покрытия, состоящий из HfN0,6 разной толщины. Затем покрытия, нанесенные на твердосплавные пластины, проверялись на адгезию или на прочность сцепления их с твердосплавной подложкой. Критерием, удовлетворяющим качественному нанесению покрытия, является величина критической нормальной силы не менее 42 Н. Результаты испытаний представлены в таблице 4.
Как видно из данных таблицы 4, при толщине первого слоя заявляемого покрытия, равной 1 мкм, состоящего из TixAl1-xN, и толщине второго слоя покрытия от 1 до 2 мкм и состоящего из HtNy обеспечивается оптимальная адгезия покрытия к твердосплавной подложке. При выходе за указанные пределы величина прочности сцепления покрытия с подложкой уменьшается.
Обоснование заявляемого физико-химического состава третьего слоя заявляемого покрытия, состоящего из НfzAl1-zN, где z находится в пределах от 0,2 до 0,3.
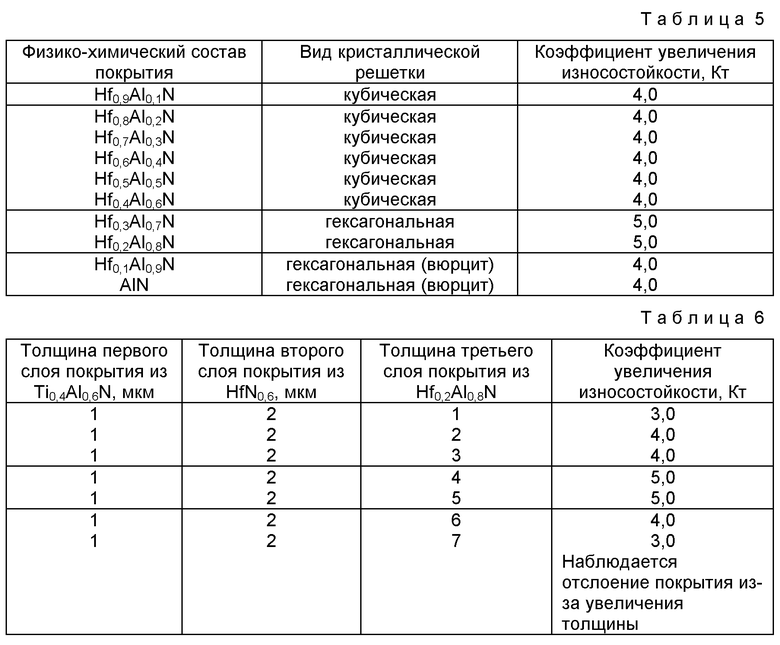
Для обоснования заявляемого физико-химического состава третьего слоя покрытия были выбраны образцы, изготовленные, например, из стали 20, состоящей из 0,2% углерода, остальное железо. Образцы обезжиривались бензином, промывались салфеткой, смоченной в спирте, затем загружались в вакуумную камеру установки "Булат-6". После откачки до остаточного давления, равного 5•10-5 мм рт. ст. (6,65•10-2 Па), производили ионную бомбардировку при следующих режимах: ток горения дуги равен 100 А, напряжение между подложкой и камерой равно 1000 В. В результате ионной бомбардировки производили нагрев изделия до температуры, равной 500oС. Затем наносили 9 составов покрытий, состоящих из HfzAl1-zN. После нанесения покрытий производили структурный анализ полученных пленок на электронном микроанализаторе JEM-150 в режиме микродифракциии. Рентгеновский фазовый анализ проводили на установке РС-50ИМ в отфильтрованном Cu-излучении. Условия съема рентгенограммы: I = 10 мA, U = 40 кВ. Скорость вентиляционного счетчика 0,5 град/мин. Рентгеноструктурный анализ осуществляли на установке ДРОН-2 в монохроматизированном Cuk излучении с использованием моделей Соллера. Условия рентгенограмм для рентгеноструктурного анализа: U = 35 кВ, I = 10 мА. Шаг сканирования 0,1 рад. Критерием, удовлетворяющим требованию металлообработки, является гексагональная кристаллическая структура и коэффициент стойкости Кт=6 при обработке титанового сплава ВТ14, из 2,5-3,5% алюминия, 2,8-3,5% молибдена и 0,3 ванадия. Результаты испытаний представлены в таблице 5.
Как видно из данных, представленных в таблице 5, только состав третьего слоя покрытия состоящий из HfzAl1-zN, где z находится в пределах от 0,2 до 0,3, обеспечивает необходимую гексагональную кристаллическую решетку и увеличение коэффициента стойкости в 5 раз по сравнению с непокрытым инструментом.
Обоснование толщины третьего слоя покрытия, состоящего из HfzAl1-zN, где z находится в пределах от 0,2 до 0,3.
Для обоснования толщины покрытия, состоящего из HfzAl1-zN, на пластину размером 25,4 х 25,4 х 7,5 мм, изготовленную, например, из твердого сплава Т5К10 (состоящего из карбида титана - 5%, карбида вольфрама - 85%, кобальта - 10%), электродуговым способом на установке БУЛАТ-6 было нанесено несколько составов покрытий, причем первый слой у них состоял из Ti0,4Al0,6N и имел толщину 1 мкм, второй слой состоял из HfN0,6 и имел толщину 2 мкм, а третий слой, состоящий из Hf0,2Al0,8N, имел различные толщины от 1 до 7 мкм.
Сравнение режущих свойств твердосплавных пластин с покрытиями, отличающимися внешним слоем, производили при обработке заготовки из титанового сплава ВТ14, состоящего из 2,5-3,5% алюминия, 2,8-3,5% молибдена и 0,3% ванадия. Диаметр заготовки был 210 мм, длина 1200 мм. Стойкостные исследования проводились на следующих режимах резания: V = 30 м/мин, S = 0,4 мм/об, t = 3 мм.
Критерием, удовлетворяющим требованию металлообработки, является увеличение коэффициента стойкости в 5 раз по сравнению с инструментом без покрытия. Результаты представлены в таблице 6.
Как видно из данных, приведенных в таблице 6, только при толщине внешнего слоя покрытия от 4 до 5 мкм наблюдается увеличение заданного коэффициента износостойкости Кт=5.
Пример конкретного выполнения.
Для примера конкретного выполнения нанесения заявляемого покрытия для режущего инструмента были взяты шлифовальные твердосплавные пластины размером 25,7 х 25,7 х 7,5 мм, изготовленные из твердого сплава Т5К10 (состоящего из карбида титана - 5%, карбида вольфрама - 85%, кобальта - 10%). Перед установкой в вакуумную камеру пластины обезжиривались бензином, промывались салфеткой, смоченной в спирте, затем погружались в вакуумную камеру установки БУЛАТ-6 для нанесения покрытия на переднюю поверхность твердосплавной пластины. После откачки до остаточного давления, равного 5•10-5 мм рт.ст. (6,65•10-2 Па), производили разогрев твердосплавных пластин ионами никеля до температуры 350oС, вводили в вакуумную камеру реактивный газ - азот - до давления, равного 5•10-3 мм рт.ст., и наносили сначала первый слой, состоящий из Ti0,6Al0,4N толщиной 1 мкм, потом второй слой из HfN0,6 толщиной 2 мкм и третий слой из Hf0,2 Al0,8N толщиной 4 мкм. Затем вакуумную камеру вскрывали, извлекали твердосплавные пластины с покрытием и устанавливали их для нанесения заявляемого трехслойного покрытия на заднюю поверхность.
На другую партию твердосплавных пластин, изготовленных из сплава Т5К10, было нанесено ионно-плазменным способом покрытие из нитрида гафния (HfN) толщиной 4-5 мкм.
Затем было проведено сравнение режущих свойств инструмента с заявляемым составом покрытия и инструмента с покрытием из нитрида гафния.
Стойкостные исследования проводились на следующих режимах резания: V = 20 м/мин, S = 0,4 мм/об, t = 3 мм.
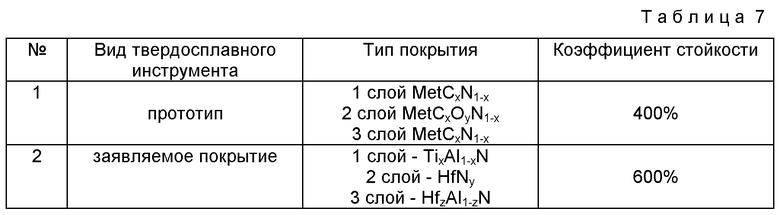
В качестве обрабатываемого материала использовались заготовки из титанового сплава ТВ14. Диаметр заготовки равен 210 мм, длина 1200 мм. Результаты стойкостных испытаний, как среднее значение 15 дублей, представлены в таблице 7. Износостойкость твердосплавной пластины принята за 100%.
Как видно из представленных в таблице 7 данных, твердосплавный инструмент с заявляемым составом покрытия, состоящим из трех слоев, обеспечивает увеличение износостойкости в 6 раз по сравнению с инструментом без покрытия и в 1,5 раза по сравнению с прототипом.
Использование твердосплавного инструмента с заявляемым трехслойным покрытием при обработке титановых сплавов и сталей, содержащих титан, обеспечивает следующие преимущества:
1. Позволяет увеличить срок службы режущего инструмента на 200% по сравнению с прототипом.
2. Улучшает качество обработанной поверхности на 1-2 класса за счет сохранения остроты режущей кромки инструмента.
3. Сохраняет работоспособность режущего инструмента за счет сохранения исходной прочности твердосплавной пластины.
Источники информации
1. Kodama, Banshen R. Interepted cuffing test of cemented carbide tools coated by physical vapour depositions and chemical vapour depositions techniquies. Thin solid films. 1982. V. 96(1) P.53-58).
2. Патент США 5800868, С 23 С 16/32, приоритет 12.06.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2191220C2 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ ДЛЯ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2000 |
|
RU2194086C2 |
| ТЕМПЕРАТУРОУСТОЙЧИВОЕ ПОКРЫТИЕ ДЛЯ ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2002 |
|
RU2230827C2 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ ДЕТАЛЕЙ С СОПРЯГАЕМЫМИ ПОВЕРХНОСТЯМИ | 2000 |
|
RU2215819C2 |
| КАТОД ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2000 |
|
RU2196847C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ, ИМЕЮЩЕГО ВЫСОКУЮ ТЕПЛООТРАЖАТЕЛЬНУЮ СПОСОБНОСТЬ | 2002 |
|
RU2217525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНЫХ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ | 1993 |
|
RU2080694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1992 |
|
RU2040831C1 |
| СЕПАРАТОР ДЛЯ НИКЕЛЬ-ВОДОРОДНОГО АККУМУЛЯТОРА | 2000 |
|
RU2173918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140120C1 |
Изобретение может быть использовано при нанесении покрытия на инструментальные материалы с помощью дугового разряда в атмосфере химически активных газов. Покрытие для твердосплавного режущего инструмента состоит из трех слоев. Первый слой состоит из TixAl1-xN, где x находится в пределах 0,4 - 0,6, и имеет толщину 0,5 - 1 мкм. Второй слой покрытия имеет толщину 1 - 2 мкм и состоит из HfNy, где y находится в пределах 0,4 - 0,6. Третий слой толщиной 3 - 4 мкм состоит из HfzAl1-zN, где z находится в пределах 0,2 - 0,3. Покрытие обеспечивает повышение работоспособности инструмента за счет сохранения остроты режущей кромки. 1 з.п. ф-лы, 7 табл.
| US 5800868, 01.09.1998 | |||
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА РЕЖУЩИЙ И ШТАМПОВЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2096518C1 |
| Криосорбционный насос | 1979 |
|
SU846784A1 |

