йзобретеыие относится к технике сушки материалов в камерных сушилках и может быть использонано в керамической, деревообрабатывающей л других отраслях промышленности для f-ie- ханизации процессов загрузки и разгрузки камерных сушилок.
Цель, изобретения - расширение функциональных возмолаюстей.
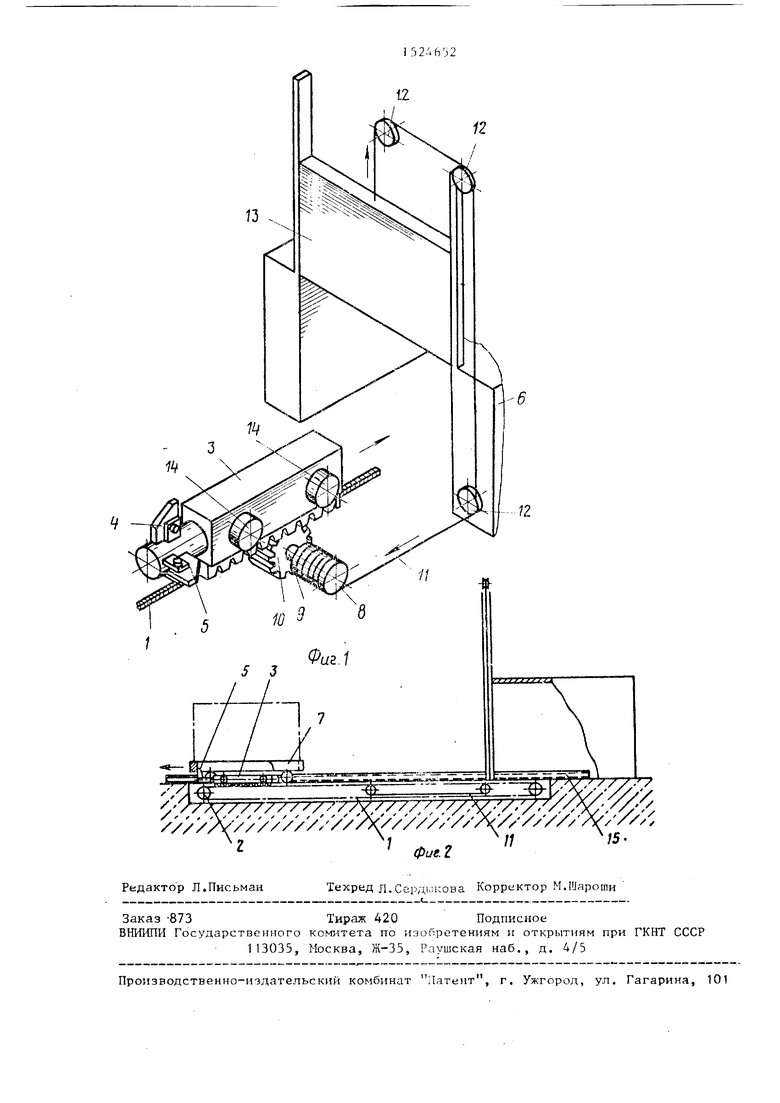
На фиг.1 изображено устройство для подачи вагонеток в сушильную камеру; на фиг,2 - загрузочно-разгрузочный узел сушильной камеры
Устройство для подачи вагонетки в сушильную камеру содеряа т механизм пере- мешения вагор етки, состояпшй из цепной передачи I , снабженной приводной звездочкой 2, peiiKH 3, на нижнем оснопанш которой имеются зубцы. Рейка 3 снаб- лсена новоротными толкателями 4 и 5; выполненньми с возможностью одновременного поворота вокруг оси рейки на 90, например, за счет пружины скручивания и привода 6 и взаимодействующими в рабочем положении с ваго- неткой :. Устройство снабжено также
Сл
ю
Ц;
55
:л
ю
К)
механизмом открывания дверей сушильной камеры, выполненной в виде канатного барабана 8, вал 9 которого жестко соединен с зубчатой шестерней 10, взаимодействующей с зубд-чни рейки 3, а канат 11 через систему блоко 12 свяяан с дверью 13 сушильной камеры. Для придания рейке 3 с поворотными толкателям Д и 5 устойчивого положение при прямолинейном переме
щенпи она criaVr-K-Ha катками 14, пере- меилюищмЯ(я fe нап 1)аЗляюишх 15
Устройство для ппдачи вагонетки в сушильную камеру работает следую- пцш образом,
В исходном положении вагонетка 7 находится вне сушильной камеры. После загручки на вагонетку 7 обрабатываемого изделия поворотные толкатели А и 5 на рейке 3 устанавливаются следующим образом: поворотный толкатель А - в вертикальной плоскости, поворотный толкатель 5 - в горизон- тапьной. После включения привода 6 цепная передача 1 подает рейку 3 под ваго1К Тку 7, при этом поворотный толкатель 4 взаимодействует своим скосом с рамой вагонетки 7 и, поворачиваясь вокруг свдей оси, проходит под рамой вагонетки 7 и затем за счет подпружинивания возвращается в исходное положение. После этого электродвигатель привода 6 переключается Hfi реверс и цепная передача 1 перемещает peiwy 3 в обратную стор ну, при этом поворотный толкатель А входит в зацепление с рамой вагонетки 7 своей рабочей поверхностью и начинает переметать иагонетку в сушиль ную камеру. При прохождении рейки 3 над зубчатой шестерней 10 они входят в зацепление и через вал 9 передают вращение канатному барабану 8, кото- рьш, наматывая канат И, поднимает дверь 13„ После установки вагонетки в сушильную камеру электродвигатель привода 6 переключают на реверс и цепная передача 1 перемещает рейку 3 в исходное положение. В момент прохождения рейки 3 над зубчатой шестерней 10 происходит опускание двери 13 сушильной камеры. По истечении времени, необходимого для прогрева
10
15
20
25
30
- ДОt 7
24652
обрабатьшаемого изделия, поворотные толкатели 4 и 5 рейки 3 устанавливают следующим образом: поворотный толкатель 4 - в горизонтальной плоскости, а поворотный толкатель 5 - в вертикальной. После включения электродвигателя привода 6 цепная передача 1 перемещает рейку 3 в сторону сушильной камеры. В момент прохождения рейки 3 над зубчатой шестерней 10 происходит открьгаание дверного проема сушильной камеры. При прохождении рейки 3 под рамой вагонетки 7 поворотный толкатель 5 взаимодействует с рамой вагонетки 7 своим скосом и поворачивается вокруг своей оси, а затем за счет подпружинивания возвращается в исходное положение. После этого электродвигатель привода 6 переключается на реверс и цепная передача 1 перемещает рейку 3 в обратную сторону, при этом поворотный толкатель 5 своей рабочей поверхностью входит в зацепление с рамой вагонетки 7 и начинает выгружать последнюю из сушильной камеры. При прохождении рейки 3 над зубчатой шестерней 10 производится опускание двери 13 сушильной камеры. При достижении вагонеткой 7 исходного положения электродвигатель привода 6 переключается на реверс и после выхода рейки 3 изг-под рамы вагонетки 7 отключается. После перегрузки обрабатываемого изделия поворотные толкатели 4 и 5 устанавливаются в первоначальное положение , Устройство готово для подачи вагонетки 7 в сушильную камеру.
35
Формула изобретения
Устройство дли подачи вагонетки в сушильную камеру по авт.св. № № 98J805, отличающееся тем, что, с целью расширения функциональных возможностей, рейка дополнительно снабжена вторым поворотным толкателем, установленным в плоскости, перпендикулярной плоскости первого толкателя, при этом оба толкателя выполнены с возможностью одновременного поворота вокруг оси рейки на 90.
Редактор Л.ГТисьман
Фие.2
Техред л. Сердюкова Корректор М.Шароши
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи вагонетки в сушильную камеру | 1979 |
|
SU981805A1 |
| КОМБАЙН | 1992 |
|
RU2057930C1 |
| Толкатель печных вагонеток | 1983 |
|
SU1157342A1 |
| Автомат для резки и укладки глиняного кирпича-сырца на сушильную вагонетку | 1983 |
|
SU1199620A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| СТАНОК-КАЧАЛКА | 2012 |
|
RU2506455C1 |
| Устройство для погрузки на полочные вагонетки камерных сушил пустотелых керамических блоков | 1951 |
|
SU95524A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ СЫРЦА КЕРАМИЧЕСКИХ КАМНЕЙ НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1971 |
|
SU290846A1 |
| Устройство для подачи вагонетки в сушильную камеру | 1979 |
|
SU981805A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
