Изобретение относится к промышленности строительных материалов и может быть использовано при разгрузк камерных супшл и укладке керамических изделий, преимущественно кирпича в пакеты для обжига.
Цель изобретения - повьпнение надежности работы.
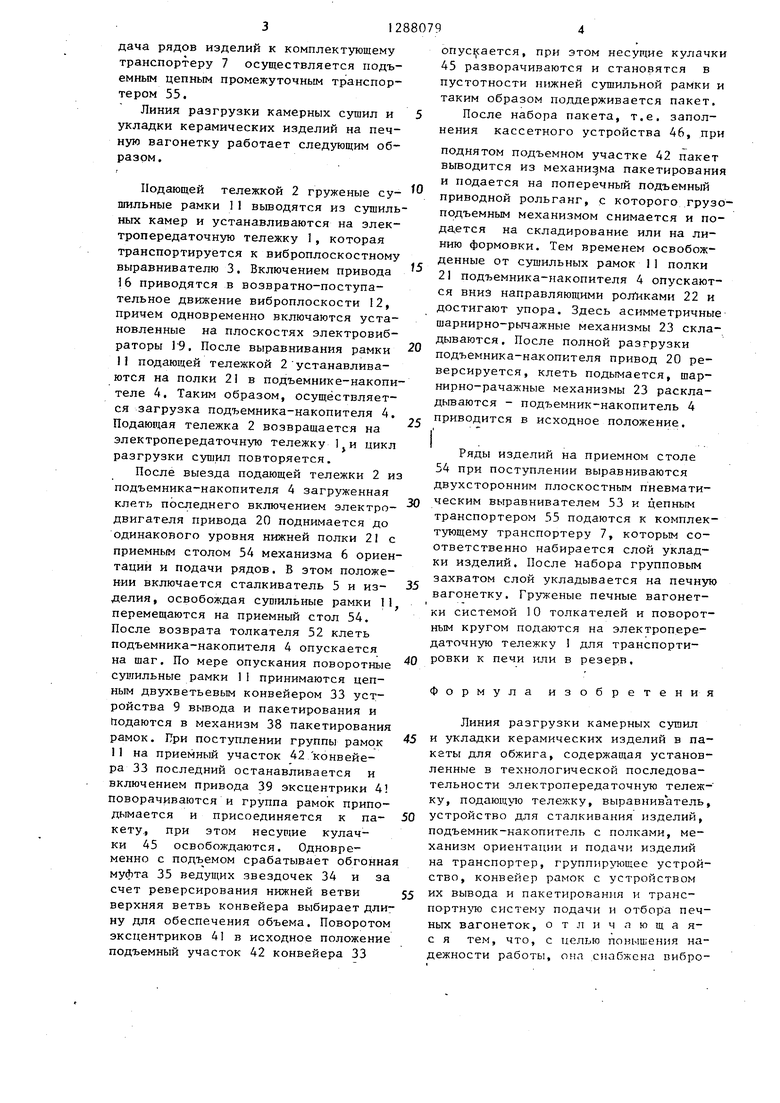
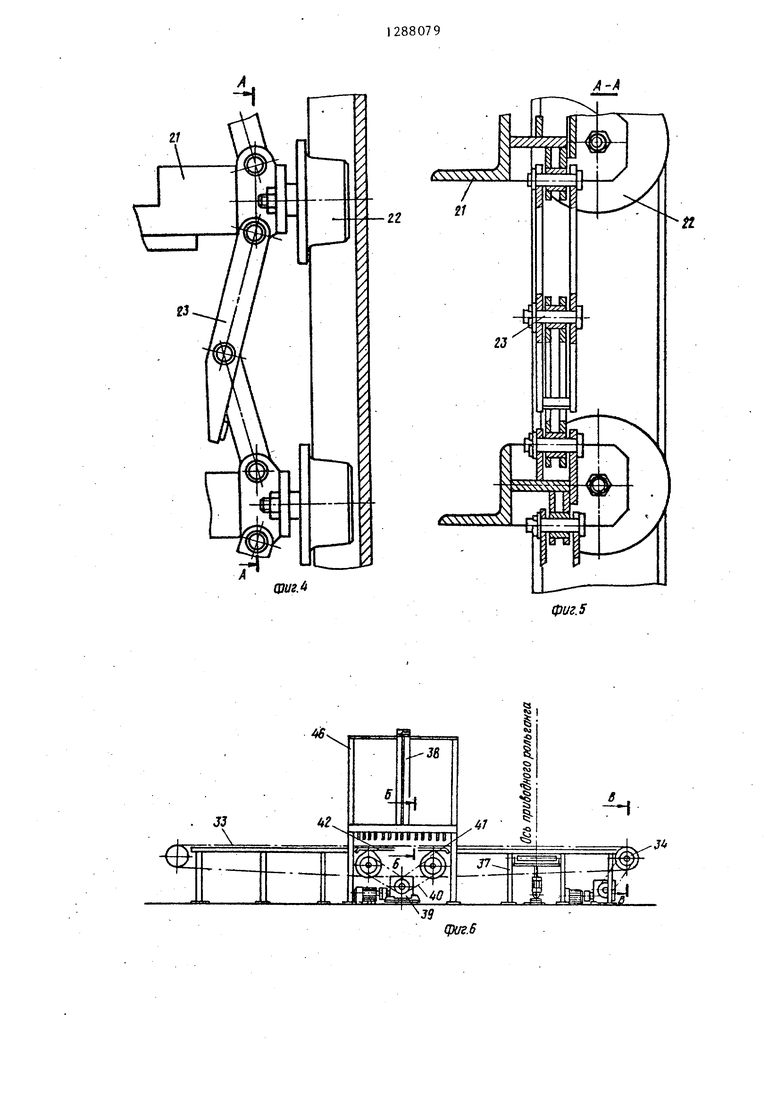
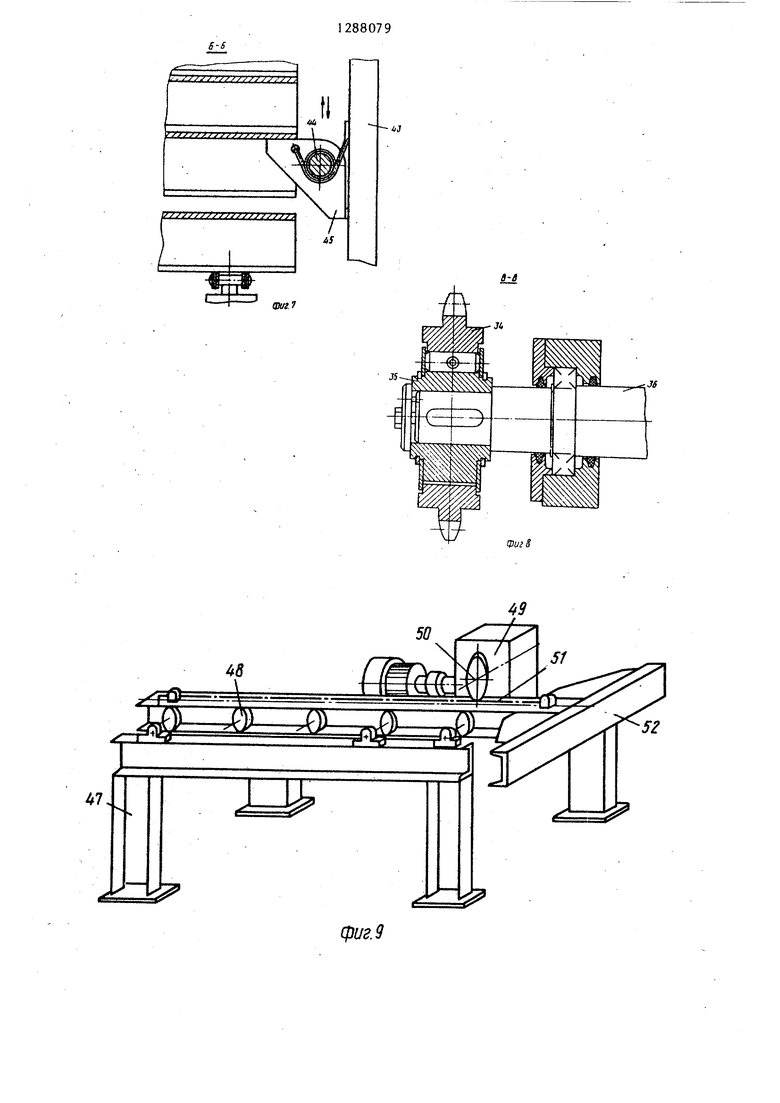
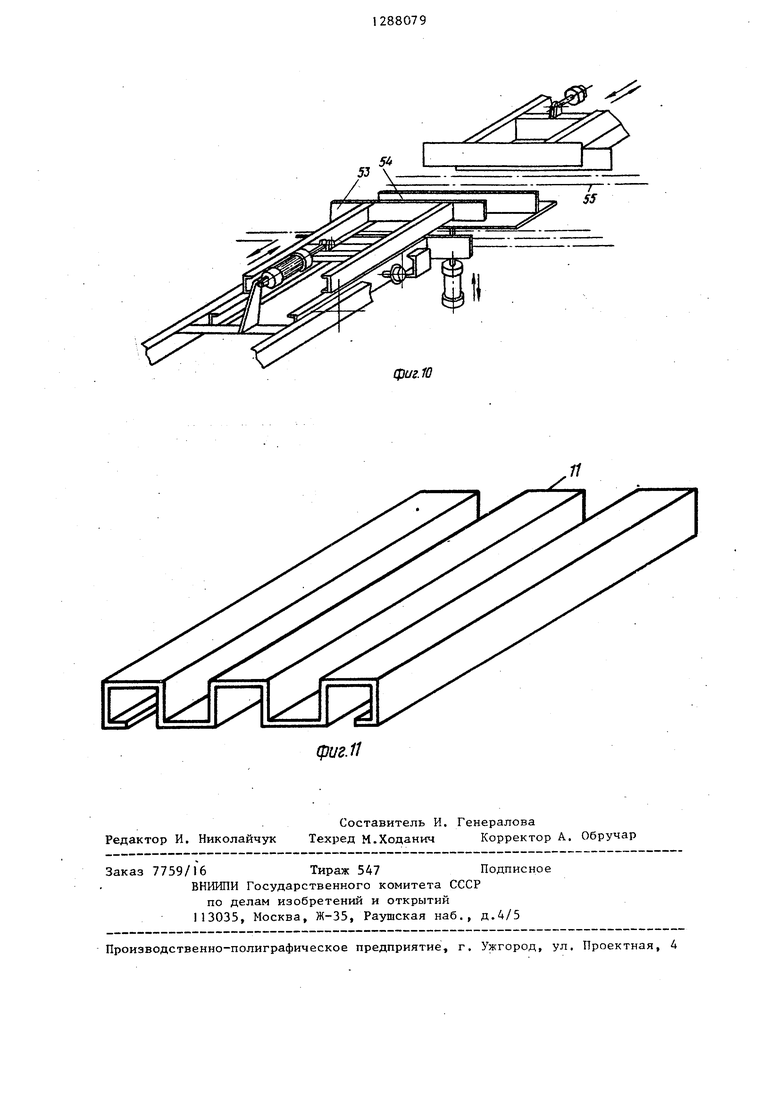
На фиг.1 изображена общая схема линии; на фиг.2 - выравниватель; на фиг.З - подъемник-накопитель; на фиг.4 - подвеска полок в рабочее положение, вид спереди; на фиг. 5 - разрез А-А на фиг.4.; на фиг. 6 - устройство вывода и пакетирования сушильных рамок; на фиг.7 - разрез Б-Б на фиг.6 (подъемный участок конвейера в нижнем положении); на фиг.8 разрез В-В на фиг.6; на фиг,9 - стал киватель; на фиг.О - механизм ориентации и подачи рядов; на фиг.П - сушильная рамка.
Линия разгрузки камерных сушил и укладки кирпича в пакеты для обжига содержит перемещающуюся по рельсовому пути вдоль сушильных камер электропередаточную тележку 1 с установленной на ней подающей тележкой 2, осув1.ествляющей подачу груженых i рамок из камер после выравнивания их торцов виброплоскостным, выравнивателем 3 в подъемник-накопитель 4. С .одной стороны подъемника-накопителя 4 установлен сталкиватель 5, с другой - механизм 6 ориентации и подач-и рядов изделий, в продолжении последнего - комплектующий транспортер 7, над которым на рельсовом пути устроен групповой захват 8 съема и укладки на печную вагонетку.
С противоположной стороны ввода в подъемник- накопитель 4 установлено устройство 9 вывода и пакетирования. Транспортная система 10 подачи и отбора печных вагонеток состоит из толкателей и поворотных кругов.
Сушильная рамка 11 изготавливается с отбортоБкой внутрь крайних вертикальных ребер, что создает возможность автоматического пакетирования их.
Виброплоскостной выравниватель 3 представляет собой две виброплоскости 12, горизонтальные цилиндрические направляюи;ие 13 которых закреплены на общей раме. Эксцентрики 14 установлены на валах 15, причем с одной стороны два вала соединены между со
0
5
бой вертикальной кинематической связью, а с другой стороны один из валов 15 соединен с приводом 16. Виброплоскости 12 соединены между собой горизонтальными рычагами 17 и имеют пружины 18 для обеспечения возврат- но-поступательйого движения. На виброплоскостях установлены электровибраторы 19. Подъемник-накопитель 4 имеет привод 20 подъема и опускания рабочих полок 21, которые снабжены направляюршми роликами 22 и асимметричным гаарнирно-рычажным механизмом 23, сочлененными между собой. Верх- ние рабочие полки 21 соединены с кареткой 24, а последняя - цепью 25 посредством звездочек с противовесами 26.
Вертикальное перемещение полок 2 осуществляется от привода 20, соединенного передачей 27 с редуктором 28 разнонаправленного вращения, который, в свою очередь, через цеп- ные передачи 29 и 30 приводит во врав;ение горизонтальные валы 31 с установленными на них звездочками 32.
Устройство 9 ввода и пакетирова- , ния сушильных рамок 1 состоит из двухветьевого цепного конвейера 33, ведущие звездочки 34 которого соединены посредством обгонной муфты 35 с приводом 36. В месте разделения на раме 37 конвейера 33 установлен ме- 5 ханизм 38 пакетирования, состоящий
из привода 39 с цепной передачей 40, I связанной подъемными эксцентриками 41, которые в свою очередь контактируют с подъемньш участком 42 конвейера 33.
Для фиксации сущильных рамок в механизме 38 пакетирования на боковых стойках 43 посредством оси 44 крепятся несущие подпружиненные кулачки 5 45. К поперечной раме подвешиваются кассетные устройства 46, предотвра- щаюи;ие смещение сущильных рамок при пакетировании, транспортировке и складировании.
Сталкиватель 5 состоит из рамы 47 с установленными на ней направляющими роликами 48 и привода 49, который звездочкой 50 и цепью 51 соединен с толкателем 52.
Механизм 6 ориентации и подачи рядов состоит из плоскостного выравнивателя 53, снабженного приемным столом 54 подъема средних рядов. По0
0
0
5
дача рядов изделий к комплектующему транспортеру 7 осуществляется подъемным цепньм промежуточным транспортером 55.
Линия разгрузки камерных сушил и укладки керамических изделий на печную вагонетку работает следующим образом.
Подающей тележкой 2 груженые су- шильные рамки 11 вьшодятся из сушильных камер и устанавливаются на электропередаточную тележку 1, которая транспортируется к виброплоскостному выравнивателю 3, Включением привода |6 приводятся в возвратно-поступательное движение виброплоскости 12, причем одновременно включаются установленные на плоскостях электровибраторы -9, После выравнивания рамки 11 подающей тележкой 2 устанавливаются на полки 21 в подъемнике-накопителе 4, Таким образом, осуществляется загрузка подъемника-накопителя 4. Подающая тележка 2 возвращается на электропередаточную тележку I и цикл разгрузки сушил повторяется.
После выезда подающей тележки 2 и
подъемника-накопителя 4 загруженная
клеть последнего включением электро- двигателя привода 20 поднимается до одинакового уровня нижней полки 21 с приемнь/м столом 54 механизма 6 ориентации и подачи рядов. В этом положении включается сталкиватель 5 и из- делия, освобождая сушильные рамки 11 перемещаются на приемный стол 54. После возврата толкателя 52 клеть подъемника-накопителя 4 опускается на шаг. По мере опускания поворотные сушильные рамки 11 принимаются цепным двухветьевым конвейером 33 устройства 9 вывода и пакетирования и Подаются в механизм 38 пакетирования рамок. При поступлении группы рамок 11 на приемный участок 42 конвейера 33 последний останавливается и включением привода 39 эксцентрики 4 поворачиваются и группа рамок приподымается и присоединяется к па- кету., при этом несупше кулачки 45 освобождаются. Одновременно с срабатывает обгонна муфта 35 ведущих звездочек 34 и за счет реверсирования нижней ветви верхняя ветвь конвейера выбирает длину для обеспечения объема. Поворотом эксцентриков 41 в исходное положение подъемный участок 42 конвейера 33
опускается, при этом несущие кулачки 45 разворачиваются и становятся в пустотности нижней сушильной рамки и таким образом поддерживается пакет. После набора пакета, т.е. заполнения кассетного устройства 46, при
поднятом подъемном участке 42 пакет выводится из механизма пакетировани и подается на поперечный подъемный приводной рольганг, с которого грузоподъемным механизмом снимается и по- на складирование или на линию формовки. Тем временем освобожденные от сушильных рамок 11 полки 21 подъемника-накопителя 4 опускаются вниз направляющими роликами 22 и достигают упора. Здесь асимметричные шарнирно-рьгаажные механизмы 23 складываются. После полной разгрузки подъемника-накопителя привод 20 реверсируется, клеть подымается, шар- нирно-рачажные механизмы 23 раскла- дьшаются - подъемник-накопитель 4 приводится в исходное положение.
Ряды изделий на приемном столе 54 при поступлении выравниваются двухсторонним плоскостным пневматическим выравнивателем 53 и цепным транспортером 55 подаются к комплектующему транспортеру 7, которым соответственно набирается слой укладки изделий. После набора групповым захватом слой укладывается на печную вагонетку. Груженые печные вагонетки системой 10 толкателей и поворотным кругом подаются на электропередаточную тележку 1 для транспортировки к печи или в резерв.
Формула изобретения
Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига, содержащая установленные в технологической последовательности электропередаточную тележку, подающую тележку, выравниватель, устройство для сталкивания изделий, подъемник-накопитель с полками, механизм ориентации и подачи изделий на транспортер, группир тощее устройство, конвейер рамок с устройством их вывода и пакетирования и транс- по-ртнуто систему подачи и отбора печных вагонеток, отличающая- с я тем, что, с целью повышения надежности работы, она снабжена вибро512880796
плоскостным вьфавнивателем, уста- при этом устройство вывода и пакети- новленным перед подъемником-накопи- рования рамок состоит из несущих телем, а полки последнего соединены кулачков и подъемных эксцентриков, между собой посредством асимметрия- соединенных посредством обгонной ного шарнирно-рычажного механизма, 5 муфты с приводом конвейера.
Чл
i
21
фиг.З
Z1
фиг. 6
A-A
tl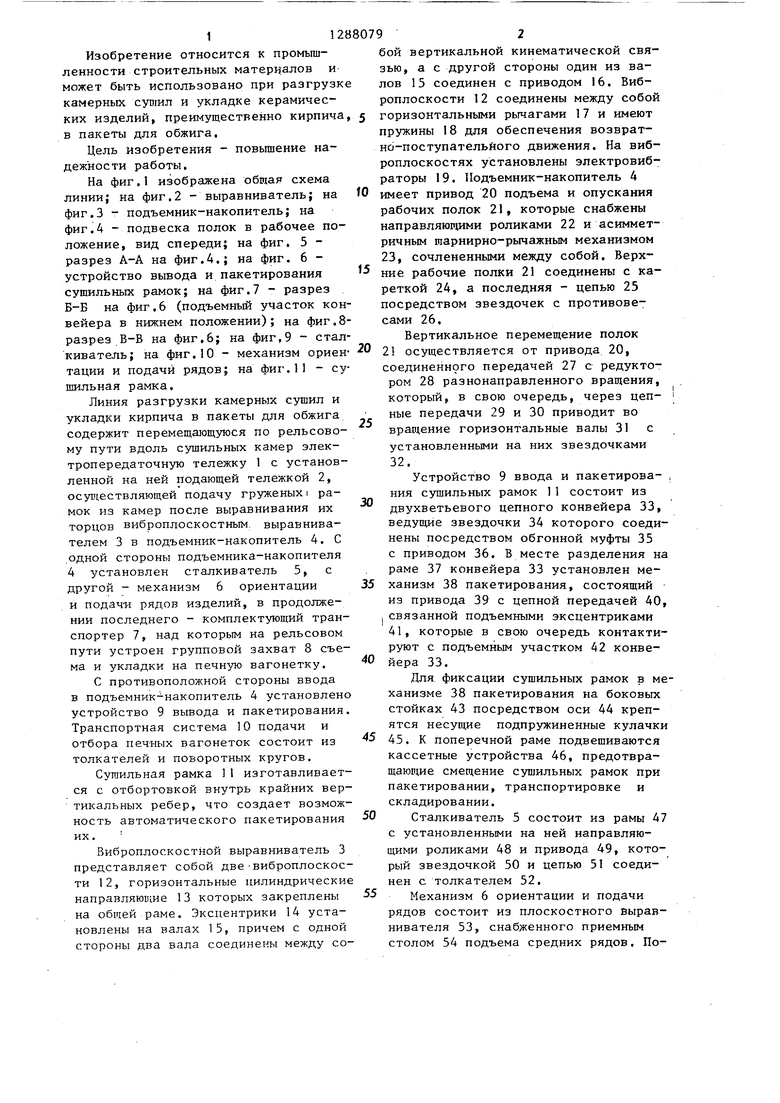
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано на предприятиях керамических строительных материалов, в частности на заводах глиняного кирпича. Целью изобретения является повышение надежности работы. Линия разгрузки камерных сушил и укладки керамических изделий.в пакеты для обжига состоит из перемещающихся по рельсовому пути вдоль сушильных камер электропередаточной тележки с установленной на ней подающей тележкой, осуществляющей подачу груженых рамок из камер после выравнивания их торцов виброплоскостным выравнивателем в подъемник-накопитель. С одной стороны подъемника-накопителя установлен сталкиватель, с другой- механизм ориентации и подачи рядов, в продолжении последнего - комплектующий транспортер. Над ним на рельсовом пути размещен групповой захват: С противоположной стороны ввода в подъемник-накопитель установлено ройство вывода и пакетирования рамок. В подъемнике-накопителе рабочие полки соединены между собой асимметричными пшрнирно-рычажными соединени ями и применен выброплоскостной выравниватель рамок. 11 ил. § (Л ГС 00 00 о со
ФигЛ
Фиг 8
фиг. 9
фиг.10
фиг.11
Редактор И. Николайчук
Составитель И. Генералова Техред М.Ходанич Корректор А. Обручар
Заказ 7759/16Тираж 547Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
