И
Фиг.1
чальиом этапе процесса вторичной ориентации. Первично ориентированные детали 4 110 наклонному подающему каналу 2 поступают в гнездо 10 поворотного барабана 9, Правильно сориентированная деталь, т.е. идушр1я донышком вниз, упирается в ловитель 11 и при дальнейшем вращении барабана 9 ч зоне 7 перегрузки посредством скоса упора принудительно сбрасывается п вертикальный канал, соединенный с отводящим каналом 3. Детали 4, идущие донышком вверх, надеваются на ловитель 11 и при дальнеГпием повороте барабана в,п1адают в отводящий канал 3 правильно ориентированными. 3 ил.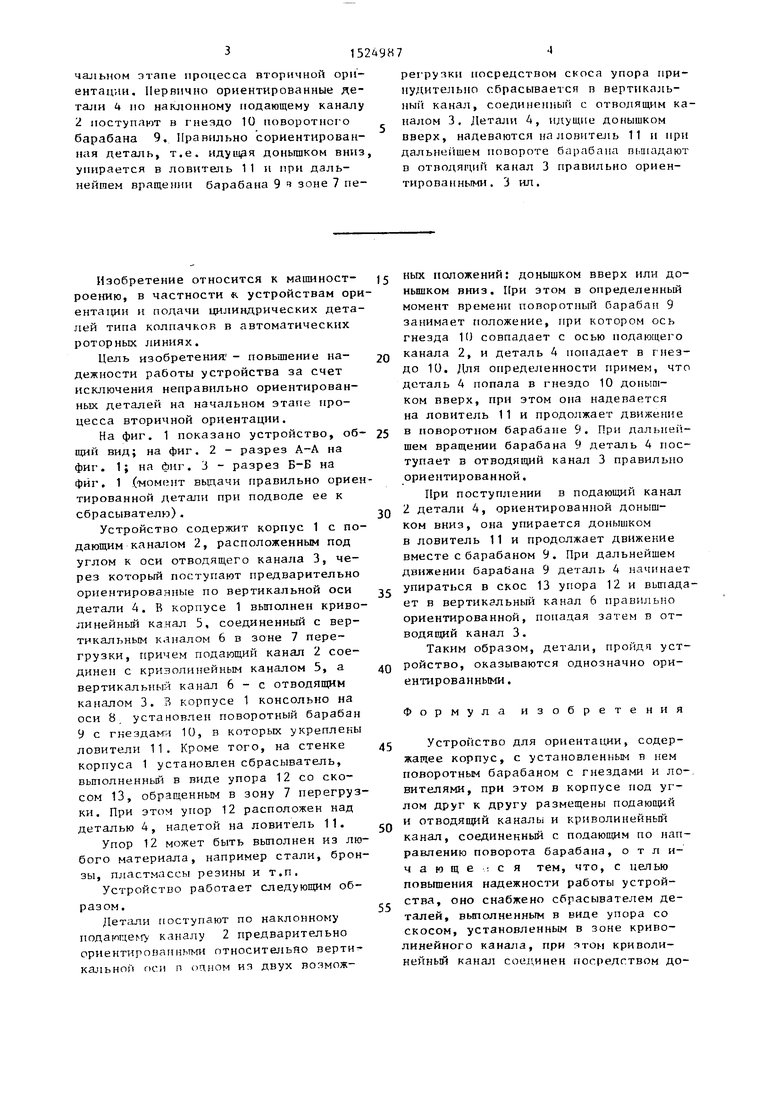
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1988 |
|
SU1720833A1 |
| Устройство для ориентации | 1988 |
|
SU1593900A2 |
| Устройство для вторичной ориентации деталей типа колпачков | 1988 |
|
SU1673376A1 |
| Устройство для ориентированнойзАгРузКи дЕТАлЕй | 1979 |
|
SU806358A1 |
| Устройство для ориентации | 1987 |
|
SU1449319A1 |
| Устройство для ориентации деталей | 1977 |
|
SU707766A1 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
| Устройство для сортировки и кассетирования миниатюрных деталей | 1980 |
|
SU912308A1 |
| Ориентирующее устройство | 1986 |
|
SU1366351A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1987 |
|
SU1469730A1 |
Изобретение относится к области машиностроения, в частности к устройствам для ориентации и подачи цилиндрических деталей типа колпачков в автоматических роторных линиях. Целью изобретения является повышение надежности работы устройства за счет исключения правильно ориентированных деталей на начальном этапе процесса вторичной ориентации. Первично ориентированные детали 4 по наклонному подающему каналу 2 поступают в гнездо поворотного барабана 10. Правильно сориентированная деталь, т.е. идущая донышком вниз, упирается в ловитель 11 и при дальнейшем вращении барабана 10 в зоне перегрузки 7 посредством скоса упора принудительно сбрасывается в вертикальный канал, соединенный с отводящим каналом 3. Детали 4, идущие донышком вверх, надеваются на ловитель 11 и при дальнейшем повороте барабана выпадают в отводящий канал 3 правильно ориентированными. 3 ил.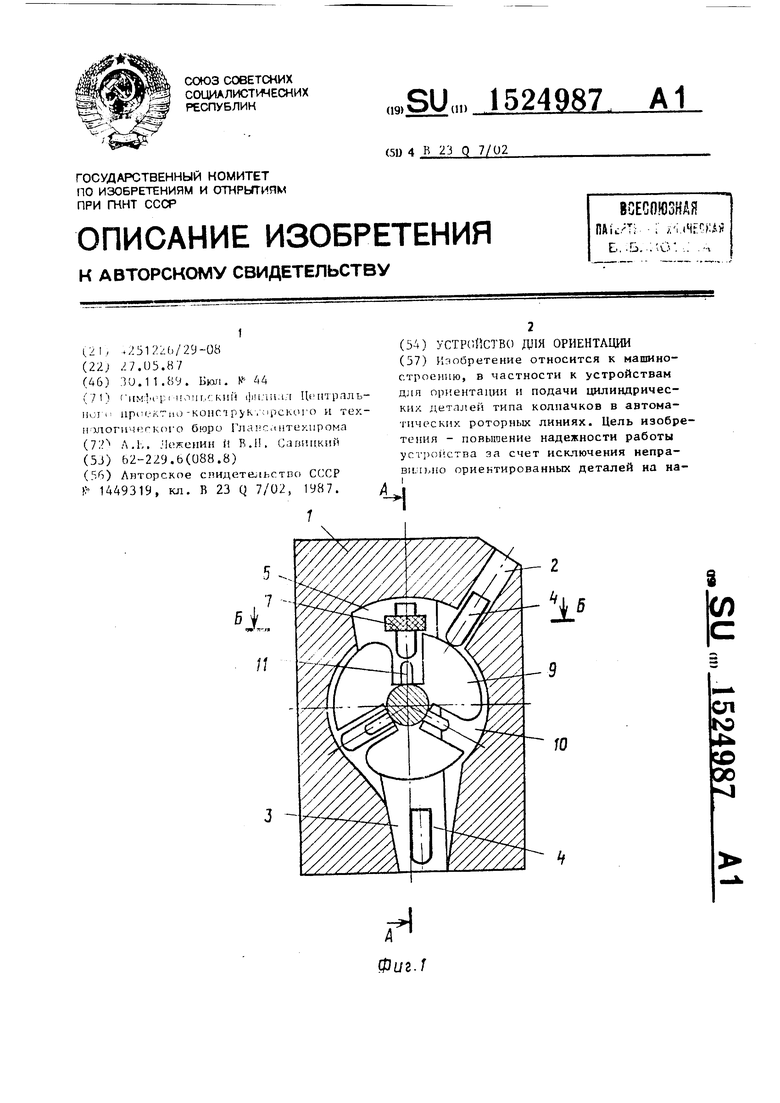
Изобретение относится к машиностроению, в частности «. устройствам ориентации и подачи цилиндрических деталей типа колпачков в автоматических роторных линиях.
Цель изобретения - повышение надежности работы устройства за счет исключения неправильно ориентированных деталер на начальном этапе процесса вторичной ориентации.
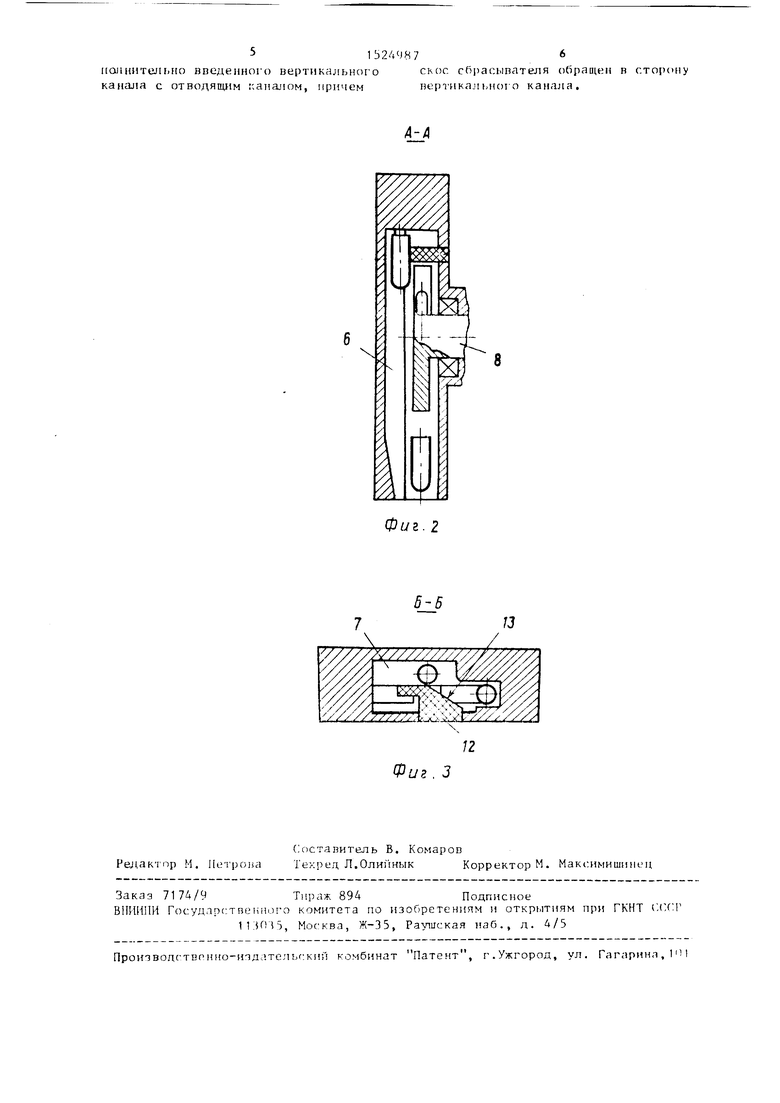
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фцг. 3 - разрез Б-Б на фиг, 1 (момент выдачи правильно ориен тированной детали при подводе ее к сбрасывательэ).
Устройство содержит корпус 1 с подающим каналом 2, расположенным под углом к оси отводящего канала 3, через который поступают предварительно ориентированные по вертикальной оси детали 4. В корпусе 1 выполнен криволинейный канал 5, соединенный с вертикальным каналом 6 в зоне 7 перегрузки, причем подающий канал 2 соединен с криволинейным каналом 5, а вертикальный канал 6 - с отводящим каналом 3. 3 корпусе 1 консольно на оси 8, установлен поворотный барабан У с гнездам: 10, в которых укреплены ловители 11. Кроме того, на стенке корпуса 1 установлен сбрасыватель, выполненный в виде упора 12 со скосом 13, обращенным в зону 7 перегрузки. При этом упор 12 расположен над деталью 4, надетой на ловитель 11.
Упор 12 может быть выполнен из любого материала, например стали, бронзы, пластмассы резины и т.п.
Устройство работает следующим образом.
Детали поступают по наклонному подающему- каналу 2 предварительно ориентировапиыш относительно вертикальной оси п (1ЦНОМ из двух возможных положений: донышком вверх или донышком вниз. При этом в определенный момент времени поворотный барабан 9 занимает положение, при котором ось гнезда К) совпадает с осью подающего
канала 2, и деталь 4 попадает в гнездо 10. Для онределенности примем, что деталь 4 попала в гнездо 10 доныи- ком вверх, при этом она надевается на ловитель 11 и продолжает движение
в поворотном барабане 9. При дальпеГ - шем вращении барабана 9 деталь 4 поступает в отводящий канал 3 правильно ориентированной.
При поступлении в подающий канал
2 детали 4, ориентированной донышком вниз, она упирается донышком в ловитель 11 и продолжает движение вместе с барабаном 9. При дальнейшем движении барабана 9 деталь 4 начинает
упираться в скос 13 упора 12 и выпадает в вертикальный канал 6 правильно ориентированной, попадая затем в отводящий канал 3.
Таким образом, детали, пройдя устройство, оказываются однозначно ориентированными.
Формула изобретения
Устройство для ориентации, содержащее корпус, с установленным в нем поворотным барабаном с гнездами и ловителями, при этом в корпусе под углом друг к другу размещены подающий
и отводящий каналы и криволинейньпЧ канал, соединенный с подаюш 1м по направлению поворота барабана, о т л и- ч а ю щ е : с я тем, что, с целью повышения надежности работы устройства, оно снабжено сбрасывателем де
талей, выполненным в виде упора со скосом, установленным в зоне криволинейного канала, при ятом криволинейный канал соединен посредством доканала с отводящим каналом, причем
вертикал (,ного канала,
Фиг. 2
