1
Устройство относится к автомати/зации контрольносортировочных операций в приборостроении и может быть использовано, например, для сортировки и кассетирования корпусов интегральных схем.
Известно устройство для ориентации заготовок со смещенным по длине центром тяжести, состоящее из лотка, выполненного в виде двух сопряжённых и наклоненных навстречу друг другу под углами, большими угла трени, прямолинейных участков, нижний из которых разделен окном для правильно сориентированных заготовок на две части. Одна из частей, расположенная за окном, смещена вниз относительно другой, причем окно выполнено длиной, меньшей длины заготовки. Заготовка , движущаяся по лотку тяжелым концом вперед, опускается в окно. Если заготовка движется обратной стороной, то она проскакивает окно.
затем под действием собственного веса возвращается назад и падает тяжелым концом в окно 11.
Недостатком этого устройства является невозможность ориентации и разделения плоских заготовок, центр тяжести которых имеет незначительное смещение относительно их продольной оси.
10
Известно также устройство, содержащее транспортер, лоток, датчик, механизм захвата и манипулятор. По транспортеру перемещаются детали, ориентированные в двух положениях,
15 по сигналу датчика, механизмом .захват;а неправильно сориентированная деталь переводится во второй канал транспортера, накопленные в обоих каналах детали с помощью манипуля20тора укладываются в кассеты 12J.
Недостатком этого устройства является сложность конструкции, наличие силового воздействия на деталь,
3
что недопустимо многих деталей, например, корпусов интегральных схем а также низкая производительность, которая ограничивается производительностью манипулятора.
Цель изобретения - упрощение конструкции и повышение производительности.
Указанная цель достигается тем, что в устройстве для сортировки и кассетирования миниатюрных деталей, сйдержащем вибробункер, приемный лоток, сортирующий механизм с отводящими лотками и приемные кассеты, приемный лоток имеет последовательно расположенные фрикционную тормозную площадку, наклонный выступ и направляющую планку, установленную над краем приемного лотка на высоте превышающей высоту сортируемых деталей, а отводящие лотки с одной стороны имеют окна в днище и упоры, а другой стороной примыкают кКра приемного лотка к направляющей планки соответственно, при этом приемные кассеты установлены под окнами отводящих лотков, а приемный и отводящий лотки установлены под углом к горизонту, превышающим угол трения деталей о поверхность лотков.
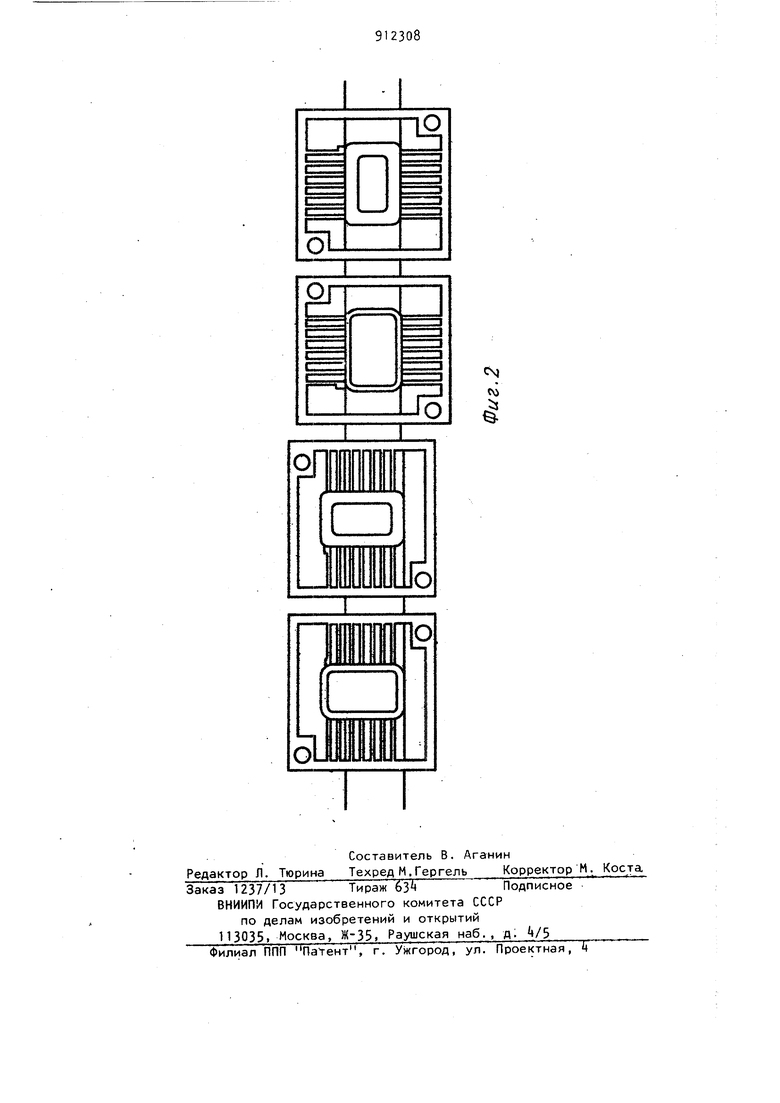
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - возможные положения детали на лотке.
Устройство содержит вибдобункер 1, приемный лоток 2, отводящие верхний 3 и нижний Ц наклонные лотки, тормозную площадку 5 выступ 6, направляющую планку 7| окна в лотках 8 и 9. упоры t О и кассеты 11.
Устройство работает следующим образом.
Детали выходят из вибробункера в двух положениях фиг. 2) ободком вниз или вверх. Остальные детали сбрасываются в бункер за счет угла наклона плоскости лотка вибробункера в радиальном направлении.
Поступая на приемный лоток 2, уго наклона которого к горизонту больше угла трения детали о лоток, деталь скользит по нему до тормозной площадки 5, которая по разному замедляет скорость деталей. Детали, идуи1ие ободком вниз, имеют меньшую скорость из-за наличия на ободке конструктивного выступа. Детали, идущие ободком вверх, имеют большую скорость из-за отсутствия на донышке заусенцев. Детали, идущие ободком вниз, проходят
3084
под направляющей планкой и продолжают движение по нижнему лотку k. Детали, идущие ободком вверх, с высокой скоростью проходят по планке 7 в
5 верхний лоток 2. Проходя по верхнему и нижнему отводящим лоткам, угол наклона которых к горизонту больше угла трения детали о поверхность лотка, детали своей передней кромкой
0 упираются в неподвижный упор 10 и через окна 8 и 9 в лотках надеваются на кассеты. На переднюю кассету набираются детали ободком вверх, а на задние ободком вниз. Такое расположение деталей необходимо для обеспечения одинакового зазора между выводами, который используется в дальнейшей операции локального золочения корпусов интегральных схем.
Описан: :ое устройство может быть
использовано для кассетирования плоских заготовок или деталей, имекхцих на одной из плоскости заусенцы, коJ торые образуются в результате процесса штамповки. Производительность устройства порядка 7 тыс. в час, что во много раз превышает производительность аналогичных Устройств, кассетирование которых осуществляется с помощью манипуляторов,
Формула изобретения
Устройство для сортировки и кассетирования миниатюрных деталей, содержащее вибробункер, приемный лоток, сортирующий механизм с отводящими лотками и приемные кассеты, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, приемный лоток имеет последовательно расположенные фрикционную тормозную площадку, наклонный выступ и направляющую планку, установленную над краем приемного лотка на высоте, превышающей высоту сортируемых деталей, а отводящие лотки с одной стороны
имеют окна в днище и упоры, а другой стороной примыкают к краю приёмного лотка и направляющей планки соответственно, при этом приемные кассеты, установлены под окнами отводящих
лотков, а приемный и отводящие лотки установлены под углом к горизонту, превышающим угол трения деталей о поверхность лотков.
59123086
Источники информации,2. Иванов А.А. Автоматизация
принятые во внимание при экспертизесборки миниатюрных и микроминиатюрГ. Авторское свидетельство СССРных изделий. М., Машиностроение,
№ , кл. В 23 Q 7/08, Э7 1977, рис. 17

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей | 1988 |
|
SU1611465A1 |
| Устройство для контроля и сортировки деталей по высоте | 1991 |
|
SU1818155A1 |
| Устройство для подачи деталей | 1988 |
|
SU1593907A1 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
| Устройство для поштучной подачидЕТАлЕй | 1979 |
|
SU812522A1 |
| Устройство для сортировки шариков конденсаторов | 1985 |
|
SU1292849A1 |
| Автомат для нарезания винтовой канавки | 1988 |
|
SU1704970A1 |
| Устройство для подачи плоских радиодеталей преимущественно в установках для сортировки по электрическим параметрам | 1985 |
|
SU1307618A1 |
| УСТРОЙСТВО для ОРИЕНТИРОВАНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 1973 |
|
SU379365A1 |
| Устройство для загрузки в кассеты малога-бАРиТНыХ цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU835886A1 |