1
(21)4214242/40-08
(22)16.12.86
(46) 23.12.89. Бюл. № 47 (75) А.Н.Басов
(53)621.941.229.3 (088.8)
(56)Радченко В.М. и др. Станочные приспособления в машиностроении. - М.: Машгиэ, 1952, с.230, ф.191.
(54)СПОСОБ ЦЕНТРИРОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУ111ЕСТВЛЕНИЯ
(57)Изобретение относится к станко- Лтроению, а более конкретно к способам и устройствам для закрепления заготовок в патроне на шпинделе станка. Целью изобретения является повышение точности центрирования. На шпинделе 1 станка и планшайбе 2 заS
креплен первый эксцентричный диск 4. В нем установлен промежуточный диск 6, а на нем второй диск 12, на котором закреплен патрон 15 с заготовкой 16. Закрепление дисков между собой осуществляется клиньями 9 и 10, на которые действуют пинты 8 и 11. Шкалы 17 и 18 градуированы в угловых градусах, а шкала 19 - в условных безразмерных единицах. Сначала вращают промежуточньш диск 6 относительно диска 12, а затем их скрепляют клиньями 10. Затем комплект из дисков 6, 12 вращают относительно диска 4 до достижения центрирования, которое регистрируется по шкалам 17-19. 2 с.п. ф-лы, 3 ил.
(О
(Л
ел
z
00 00
я
Ф11(.3
Изобретение относится к станкостроению, а более конкретно к способам центрирования и устройствам для центрирования заготовок, закрепленных в патроне на шпинделе станка.
Цель изобретения - повьшение точности центрирования.
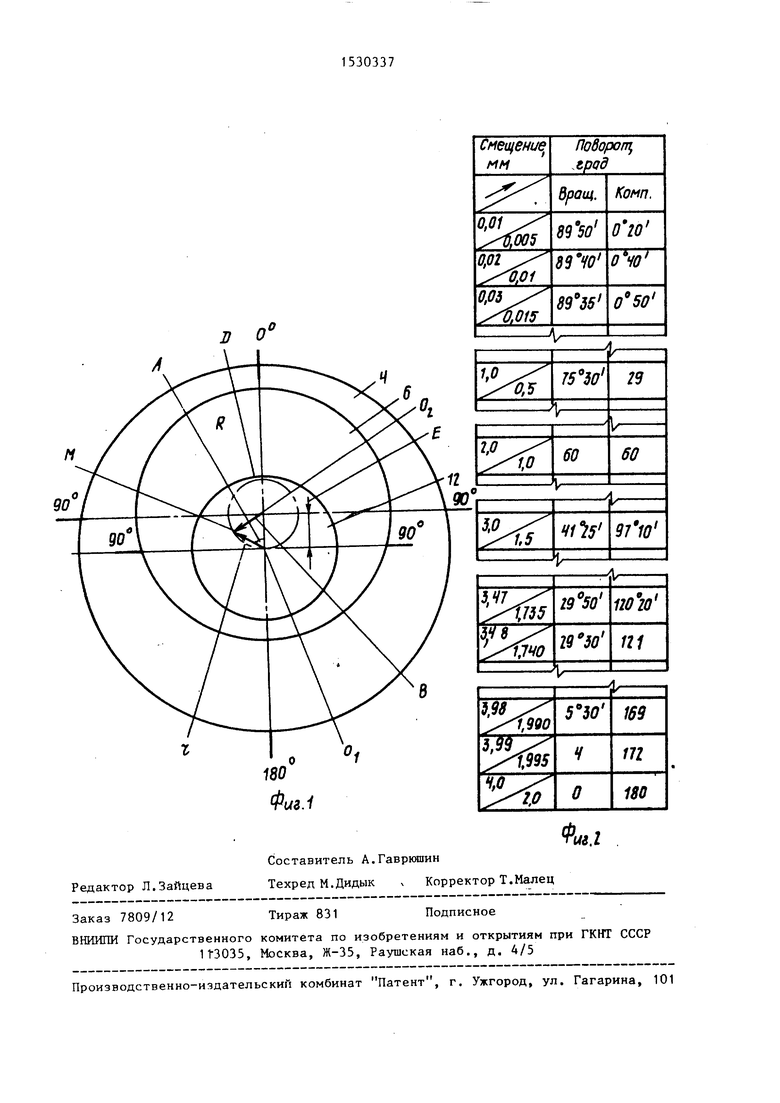
На фиг.1 показана схема центриронем отверстии диска 6 по всей его длине. На свободную торцовую поверхность диска 12 при помощи болтов 14 устанавливается объект вращения, например токарный зажимной патрон 15 с заготовкой 16. На диск Д нанесена шкала 17 вывода несоосности детали на ось вращения. Шкала 17 выполнена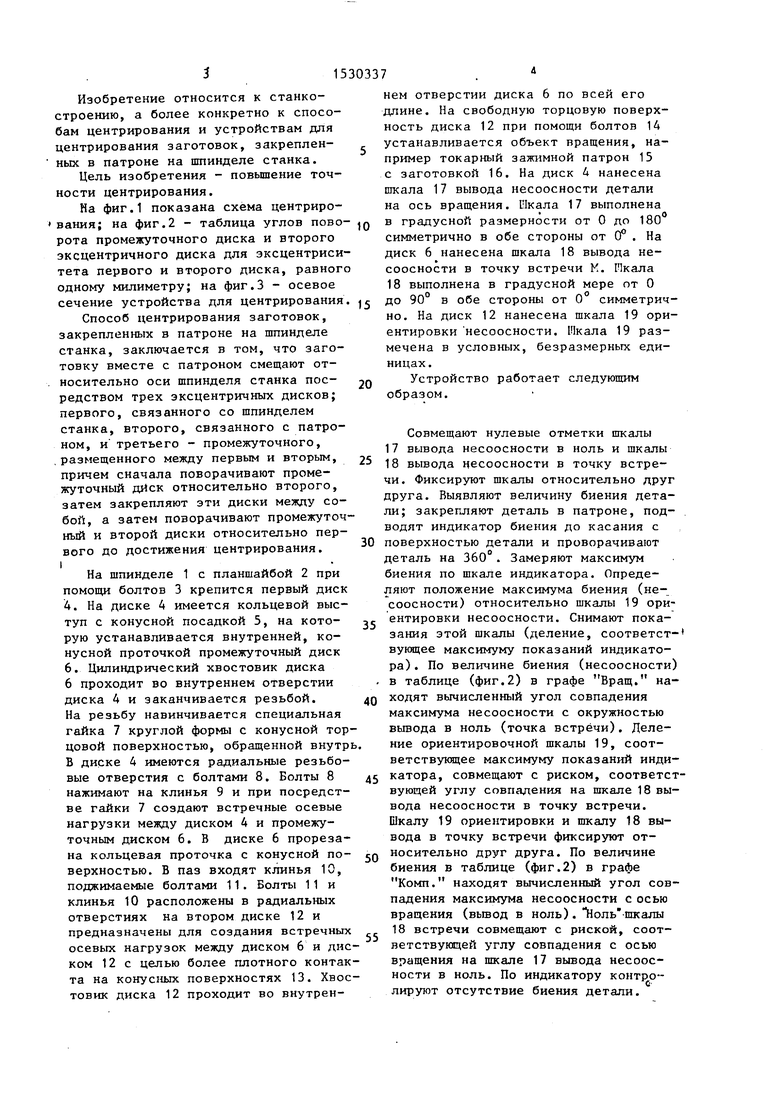
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехкулачковый самоцентрирующий патрон | 1983 |
|
SU1146137A1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| ШАРОВЫЙ ВРАЩАЮЩИЙСЯ ПЛАНЕТАРНЫЙ ЦЕНТР | 2010 |
|
RU2429108C1 |
| Способ определения эксцентричности коренных шеек коленчатых валов рядных моторов типа М-100 А-М 103А | 1945 |
|
SU67684A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 1971 |
|
SU304537A1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544288C1 |
Изобретение относится к станкостроению, а более конкретно к способам и устройствам для закрепления заготовок в патроне на шпинделе станка. Целью изобретения является повышение точности центрирования. На шпинделе 1 станка и планшайбе 2 закреплен первый эксцентричный диск 4. В нем установлен промежуточный диск 6, а на нем второй диск 12, на котором закреплен патрон 15 с заготовкой 16. Закрепление дисков между собой осуществляется клиньями 9 и 10, на которые действуют винты 8 и 11. Шкалы 17 и 18 градуированы в угловых градусах, а шкала 19 - в условных безразмерных единицах. Сначала вращают промежуточный диск 6 относительно диска 12, а затем их скрепляют клиньями 10. Затем комплект из дисков 6, 12 вращают относительно диска 4 до достижения центрирования, которое регистрируется по шкалам 17 - 19. 2 с.п. ф-лы, 3 ил.
вания; на фиг.2 - таблица углов пово- Q в градусной размерности от О до 180
симметрично в обе стороны от Cf . На диск 6 нанесена шкала 18 вывода несоосности в точку встречи М. Шкала 18 выполнена в градусной мере от О
20
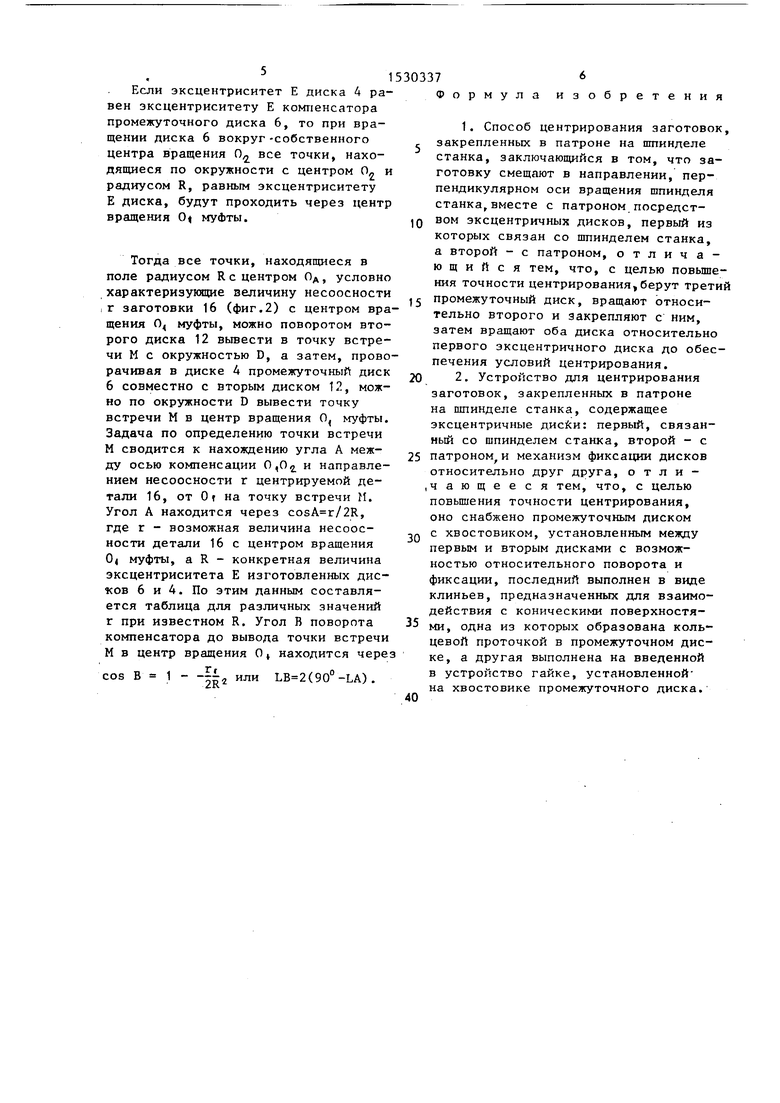
рота промежуточного диска и второго эксцентричного диска для эксцентриситета первого и второго диска, равного одному милиметру; на фиг.З - осевое сечение устройства для центрирования.
Способ центрирования заготовок, закрепленных в патроне на шпинделе станка, заключается в том, что заготовку вместе с патроном смещают относительно оси шпинделя станка посредством трех эксцентричных дисков; первого, связанного со шпинделем станка, второго, связанного с патроном, и третьего - промежуточного, размещенного между первым и вторым, причем сначала поворачивают промежуточный диск относительно второго, затем закрепляют эти диски между собой, а затем поворачивают промежуточный и второй диски относительно первого до достижения центрирования.
до 90° в обе стороны от 0° симметрич но. На диск 12 нанесена шкала 19 ори ентировки несоосности. Шкала 19 размечена в условных, безразмерных единицах.
Устройство работает следующим образом.
25
Совмещают нулевые отметки шкалы
17вывода несоосности в ноль и шкалы
18вывода чесоосности в точку встречи. Фиксируют шкалы относительно дру друга. Выявляют величину биения дета ли; закрепляют деталь в патроне, под водят индикатор биения до касания с
30 поверхностью детали и проворачивают деталь на 360°. Замеряют максимум биения по шкале индикатора. Определяют положение максимума биения (несоосности) относительно шкалы 19 ори ентировки несоосности. Снимают показания этой шкалы (деление, соответст вующее максимуму показаний индикатора) . По величине биения (несоосности в таблице (фиг.2) в графе Вращ. на ходят вычисленный угол совпадения максимума несоосности с окружностью вывода в ноль (точка встречи). Деление ориентировочной шкапы 19, соот- ветствуклцее максимуму показаний инди катора, совмещают с риском, соответс вующей углу совпадения на шкапе 18 вы вода несоосности в точку встречи. Шкалу 19 ориентировки и шкалу 18 вывода в точку встречи фиксируют от- JQ носительно друг друга. По величине биения в таблице (фиг.2) в графе Комп. находят вычисленный угол сов падения максимума несоосности с осью вращения (вьшод в ноль), оль шкалы 18 встречи совмещают с риской, соот- ветствунлдей углу совпадения с осью вращения на шкале 17 вывода несоосности в ноль. По индикатору контролируют отсутствие биения детали.
На шпинделе 1 с планшайбой 2 при помощи болтов 3 крепится первый диск 4. На диске 4 имеется кольцевой выступ с конусной посадкой 5, на которую устанавливается внутренней, конусной проточкой промежуточный диск 6. Цилиндрический хвостовик диска 6 проходит во внутреннем отверстии диска 4 и заканчивается резьбой. На резьбу навинчивается специальная гайка 7 круглой формы с конусной торцовой поверхностью, обращенной внутрь В диске 4 имеются радиальные резьбовые отверстия с болтами 8. Болты 8 нажимают на клинья 9 и при посредстве гайки 7 создают встречные осевые нагрузки между диском 4 и промежуточным диском 6. В диске 6 прорезана кольцевая проточка с конусной поверхностью. В паз входят клинья 10, поджимаемые болтами 11. Болты 11 и клинья 10 расположены в радиальных отверстиях на втором диске 12 и предназначены для создания встречных осевых нагрузок между диском 6 и диском 12 с целью более плотного контакта на конусных поверхностях 13. Хвостовик диска 12 проходит во внутрен
до 90° в обе стороны от 0° симметрично. На диск 12 нанесена шкала 19 ориентировки несоосности. Шкала 19 размечена в условных, безразмерных единицах.
Устройство работает следующим образом.
5
5
0
Совмещают нулевые отметки шкалы
17вывода несоосности в ноль и шкалы
18вывода чесоосности в точку встречи. Фиксируют шкалы относительно друг друга. Выявляют величину биения детали; закрепляют деталь в патроне, подводят индикатор биения до касания с
0 поверхностью детали и проворачивают деталь на 360°. Замеряют максимум биения по шкале индикатора. Определяют положение максимума биения (несоосности) относительно шкалы 19 ориентировки несоосности. Снимают показания этой шкалы (деление, соответст- вующее максимуму показаний индикатора) . По величине биения (несоосности) в таблице (фиг.2) в графе Вращ. находят вычисленный угол совпадения максимума несоосности с окружностью вывода в ноль (точка встречи). Деление ориентировочной шкапы 19, соот- ветствуклцее максимуму показаний индикатора, совмещают с риском, соответствующей углу совпадения на шкапе 18 вывода несоосности в точку встречи. Шкалу 19 ориентировки и шкалу 18 вывода в точку встречи фиксируют от- Q носительно друг друга. По величине биения в таблице (фиг.2) в графе Комп. находят вычисленный угол совпадения максимума несоосности с осью вращения (вьшод в ноль), оль шкалы 18 встречи совмещают с риской, соот- ветствунлдей углу совпадения с осью вращения на шкале 17 вывода несоосности в ноль. По индикатору контролируют отсутствие биения детали.
5
5
Если эксцентриситет Е диска 4 равен эксцентриситету Е компенсатора промежуточного диска 6, то при вращении диска 6 вокруг -собственного центра вращения 0 все точки, находящиеся по окружности с центром 0„ и радиусом R, равным эксцентриситету Е диска, будут проходить через центр вращения 0 муфты.
Тогда все точки, находящиеся в поле радиусом Re центром Од, условно характеризующие величину несоосности ,г заготовки 16 (фиг.2) с центром вращения 0 муфты, можно поворотом второго диска 12 вывести в точку встречи М с окружностью D, а затем, проворачивая в диске А промежуточный диск 6 совместно с вторым диском 12, можно по окружности D вывести точку встречи М в центр вращения О, муфты. Задача по определению точки встречи М сводится к нахождению угла А между осью компенсации 0,0. и направлением несоосности г центрируемой детали 16, от О т на точку встречи М. Угол А находится через , где г - возможная величина несоосности детали 16 с центром вращения 04 муфты, а R - конкретная величина эксцентриситета Е изготовленных дисков 6 и 4. По этим данным составляется таблица для различных значений г при известном R. Угол В поворота компенсатора до вывода точки встречи М в центр вращения О находится чере
(90 -LA).
cos В
1 2R2
Формула изобретения
5 промежуточный диск, вращают относительно второго и закрепляют с ним, затем вращают оба диска относительно первого эксцентричного диска до обеспечения условий центрирования.
0 2, Устройство для центрирования заготовок, закрепленных в патроне на щпинделе станка, содержащее эксцентричные дисйи: первый, связанный со шпинделем станка, второй - с
5 патроном, и механизм фиксации дисков
относительно друг друга, о т л и ,чающееся тем, что, с целью
повьшения точности центрирования,
оно снабжено промежуточным диском
Q с хвостовиком, установленным меяоду первым и вторым дисками с возможностью относительного поворота и фиксации, последний выполнен в виде клиньев, предназначенных для взаимодействия с коническими поверхностя5 ми, одна из которых образована кольцевой проточкой в промежуточном диске, а другая выполнена на введенной
40
в устройство гайке, установленной на хвостовике промежуточного диска.
180 Фш.1
Редактор Л.Зайцева
Составитель А.Гаврюшин
Техред М.Дидык ч Корректор Т.Малец
Заказ 7809/12
Тираж 831
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 1Г3035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
