Изобретение относится к технологии машиностроения, к изготовлению оснастки и может быть использовано для обработки деталей типа валов на токарных, круглошлифовальных и некоторых других станках.
Известны вращающиеся центры, изготавливаемые по ГОСТ 8742-75, и нестандартные [1]. Вращающиеся центры используют для установки центровыми отверстиями или коническими фасками заготовок типа валов. Размеры хвостовика - конусы Морзе 2-6 для нормальной серии; 4-6 для усиленной серии. Вращающиеся центры используют как задние при обработке с высокими скоростями резания и массой обрабатываемой заготовки до 20 т. Точность установки на таких центрах ниже, чем на цельных не вращающихся. Радиальное биение поверхности рабочего конуса относительно конуса хвостовика - до 0,015 мм. Обработку конусов методом смещения задней бабки осуществляют с установкой на шаровые центры. Центры выполняются с углами рабочего конуса 60° и 75° [2].
Недостатком известной конструкции центра является невозможность поднастройки и выверки с целью снижения погрешности установки, последние возникают на промежуточных операциях (например, черновые токарные, химико-термические: цементация, закалка и др. при обработке нежестких валов) технологического процесса, вводить операцию рихтования, что удорожает себестоимость изготовления заготовки и усложняет процесс.
Задачей изобретения является расширение технологических возможностей оснастки, позволяющей производить поднастройку и выверку при обработке заготовок деталей типа валов с целью снижения погрешности установки и упрощение технологического процесса.
Поставленная задача решается с помощью предлагаемого шарового вращающегося центра, который состоит из полого хвостовика с наружной поверхностью, выполненной в виде конуса Морзе, причем во внутренней полости на подшипниках качения с возможностью вращения расположен шпиндель с рабочим конусом, при этом на торце шпинделя, выполненного в виде фланца, в глухом отверстии последнего с помощью цангового эксцентричного диска, установлен рабочий конус, имеющий эксцентрично смещенную ступень, которой он закреплен во фланце с помощью винтов, радиально расположенных и закрученных в резьбовые отверстия фланца.
Особенности конструкции предлагаемого вращающегося центра поясняются чертежами.
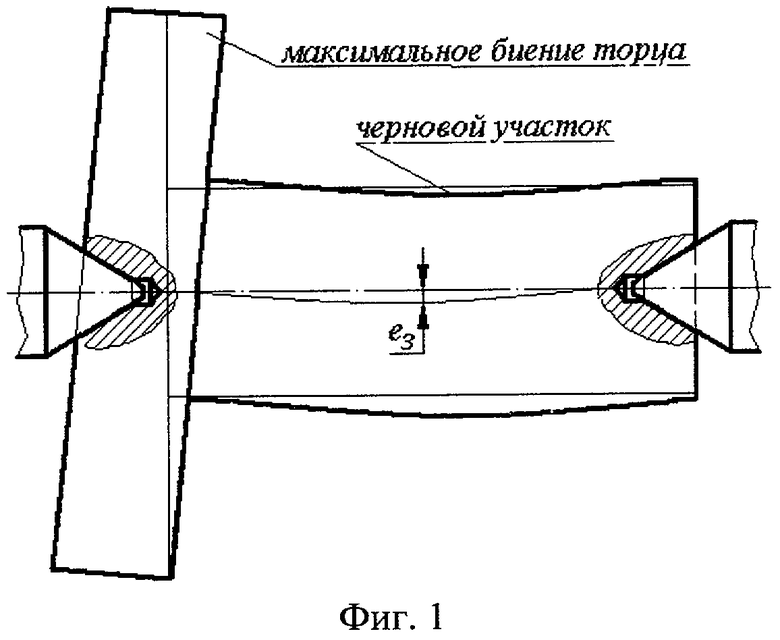
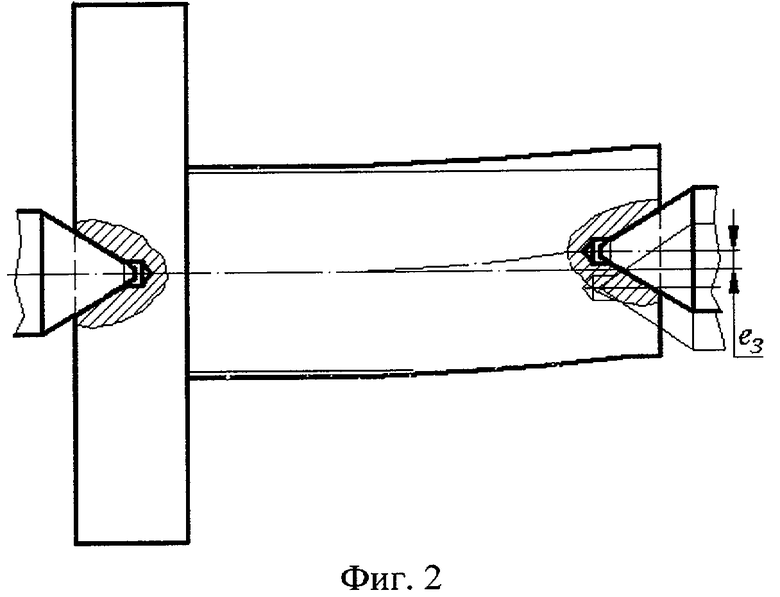
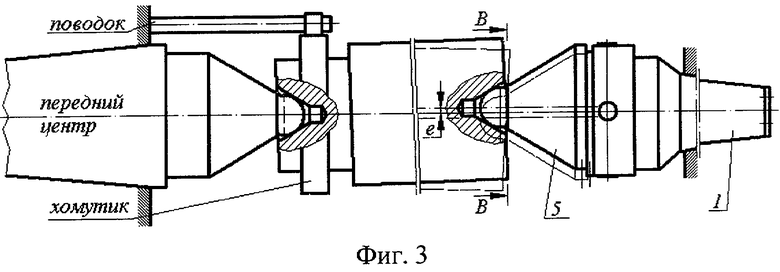
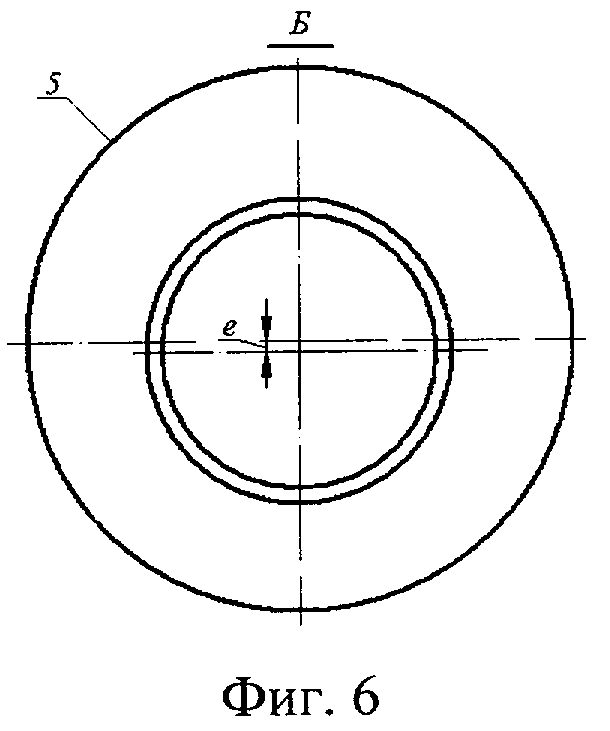
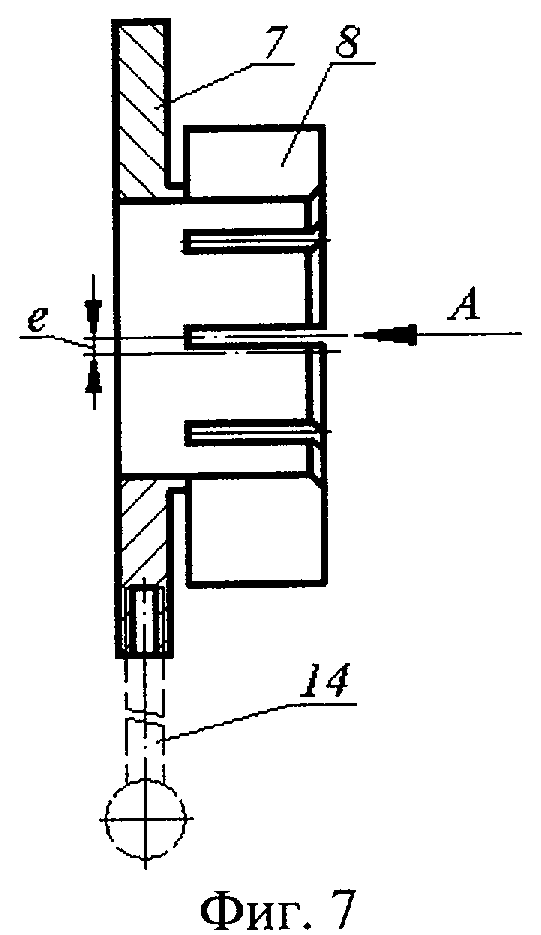
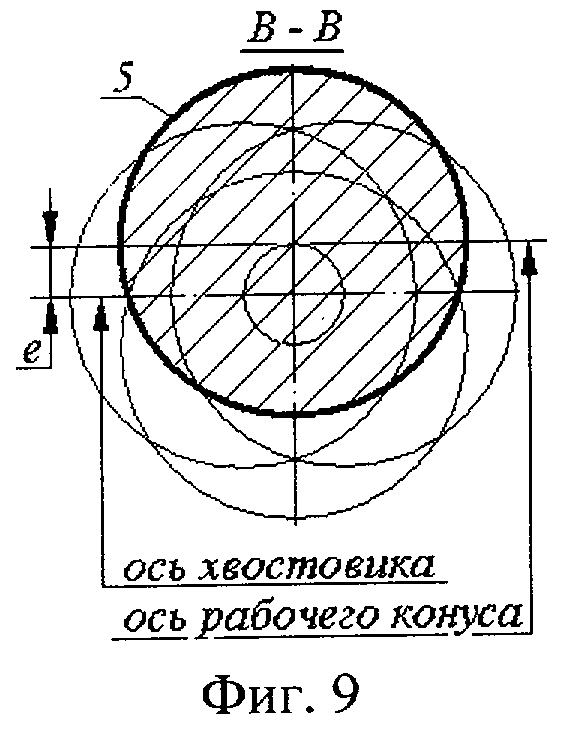
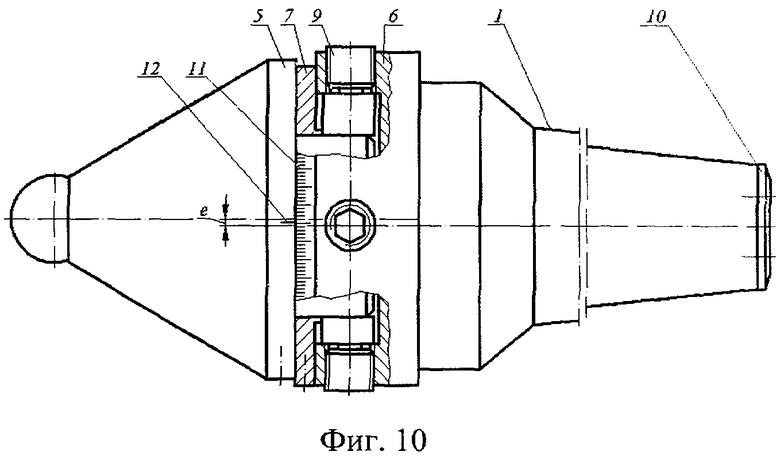
На фиг.1 показана заготовка нежесткого вала, имеющая погрешность eЗ, полученную на первых операциях (например, на черновых токарных, химико-термических: при цементации, закалке и др. видах обработки) технологического процесса и выявленную при установке на соосных центрах контрольно-измерительного стенда; на фиг.2 - то же, заготовка установлена в центрах, при этом заднее центровочное отверстие смещено относительно общей продольной оси заготовки на величину погрешности еЗ; на фиг.3 - схема установки заготовки вала в шаровых центрах с использованием хомутика и поводка, тонкими линиями показано диаметрально противоположное положение заднего рабочего конуса при его планетарном вращении; на фиг.4 - конструкция предлагаемого центра, вид сбоку, продольный разрез, центр настроен на нулевое эксцентричное смещение рабочего конуса относительно продольной оси хвостовика, т.е. е=0; на фиг.5 - шаровый рабочий конус с эксцентрично смещенной ступенью, вид сбоку; на фиг.6 - вид по Б на фиг.5, вид со стороны эксцентрично смещенной ступени; на фиг.7 - цанговый эксцентричный диск, вид сбоку, продольный разрез; на фиг.8 - вид по А на фиг.7, вид с торца со стороны цанговой ступени; на фиг.9 - схема планетарного движения заднего конуса, сечение по В-В на фиг.3, увеличено; на фиг.10 - общий вид сбоку, рабочий центр показан в диаметрально противоположном положении относительно положения на фиг.4, центр настроен на максимальное эксцентричное смещение рабочего конуса относительно продольной оси хвостовика, т.е. е=max.
Предлагаемый шаровый вращающийся центр предназначен для установки центровыми отверстиями или коническими фасками заготовок типа валов при обработке их на токарных, круглошлифовальных и некоторых других станках.
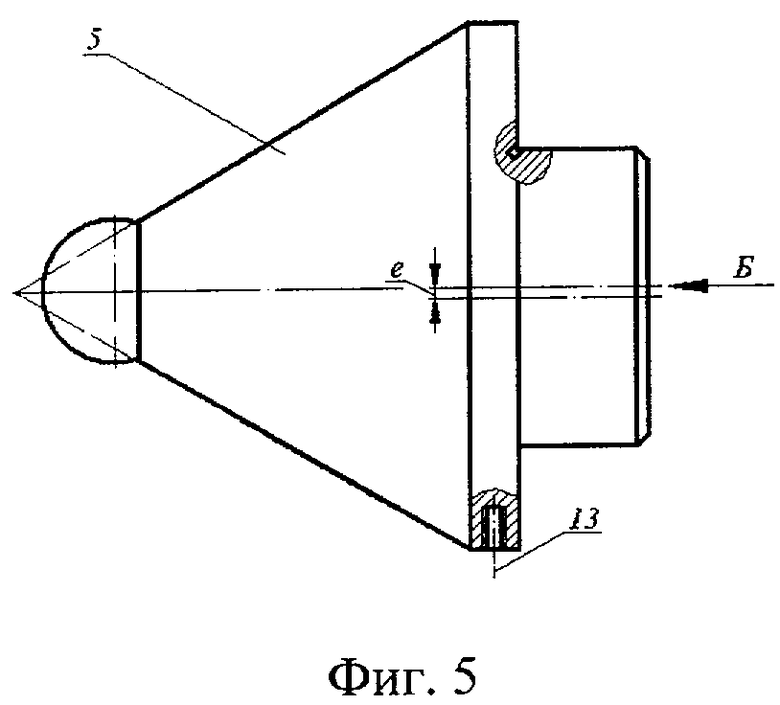
Шаровый вращающийся центр состоит из полого хвостовика 1 с наружной поверхностью, выполненной в виде конуса Морзе (см. фиг.4). Размеры хвостовика могут быть выполнены по ГОСТ 8742-75. Размеры хвостовика - конусы Морзе 2-6 для нормальной серии; 4-6 для усиленной серии. Во внутренней полости хвостовика на подшипниках качения 2 и 3 с возможностью вращения расположен шпиндель 4 с рабочим конусом 5. Рабочий конус выполнен двухступенчатым (см. фиг.5-6), при этом ось ступени меньшего диаметра, которой он крепится к шпинделю, эксцентрично смещена на величину е относительно оси конуса большей ступени. Торец шпинделя со стороны рабочего конуса выполнен в виде фланца 6. Рабочий конус установлен в глухом отверстии фланца с помощью цангового эксцентричного диска 7. Диск имеет две ступени (см. фиг.7-8), из которых меньшая ступень 8 представляет собой цангу. Наружная поверхность большей ступени диска концентрична внутренней поверхности отверстия. Ось наружной поверхности цанговой ступени смещена на величину эксцентриситета е относительно оси отверстия диска.
Диск эксцентрично смещенной цанговой ступенью закреплен во фланце с помощью винтов 9, радиально расположенных и закрученных в резьбовые отверстия фланца.
Сборка предлагаемого центра производится в следующей последовательности. В продольное отверстие хвостовика 1 вставляют шпиндель 4 в сборе с подшипниками 2 и 3. Со стороны меньшего диаметра хвостовика в резьбовое отверстие закручивается крышка 10. Рабочий конус 5 закрепляется во фланце 6 шпинделя 4 с помощью винтов 9 через диск 7. Винты 9, имеющие шестигранное отверстие под ключ, закрученные в радиальные резьбовые отверстия, расположенные во фланце, передают усилия зажима на лепестки цанги, которые, в свою очередь, перемещаясь радиально к центру, закрепляют и фиксируют в данном положении рабочий конус 5. Настройка на нужный эксцентриситет е смещения оси рабочего конуса относительно продольной оси шпинделя производится путем взаимного проворота диска и рабочего конуса, величина которого контролируется по шкале 11, нанесенной на периферии большой ступени диска, и нулевой риски 12, нанесенной на рабочем конусе (см. фиг.10). Проворот рабочего конуса относительно цангового диска производится при отпущенных винтах с помощью рукояток 13 и 14, установленных соответственно на рабочем конусе и диске, при этом рукоятки выполнены съемными и устанавливаются на время настройки и регулирования (см. фиг.4).
Эксцентрическое смещение оси рабочего конуса относительно оси хвостовика на величину е позволяет осуществить планетарное движение оси и дает возможность поднастройки и выверки с целью снижения погрешности установки (см. фиг.9).
Работа с использованием предлагаемого центра заключается в следующем.
После выполнения черновых, получистовых и химико-термических операций производят контроль ответственных параметров с помощью специального стенда [3], где заготовку обрабатываемого вала устанавливают в центрах и выявляют отклонение параметра е, его величину и местоположение (см. фиг.1). Оставленного припуска под чистовую обработку (цилиндрической поверхности малой ступени) может оказаться недостаточно, и после чистовой обработки останутся черновые нетронутые участки, что приведет к браку. Торцовая поверхность ступени с максимальным диаметром может оказаться не перпендикулярной продольной оси заготовки и потребует снятия большого припуска, не предусмотренного технологическим процессом.
Далее устанавливают измеренный параметр е на заднем предлагаемом центре путем проворота рабочего конуса относительно диска с помощью рукояток 13 и 14, пользуясь шкалой 11 и 12, нанесенной на диске и рабочем конусе (см. фиг.10). Окончательные отделочные и чистовые операции производят с поджатием предлагаемым задним центром с планетарным, эксцентрически смещенным конусом (см. фиг.3-4).
Использование предлагаемого центра рекомендуется при изготовлении нежестких валов, барабанов, цилиндров, а также различных заготовок, закрепленных на оправках.
Предлагаемый центр применяют в качестве заднего при установке заготовки в патроне в случае больших диаметра и длины, при отсутствии центрового отверстия со стороны передней бабки.
Предлагаемая конструкция центра дает возможность поднастройки и выверки с целью снижения погрешности установки, которые возникают на промежуточных операциях технологического процесса, например черновые токарные, химико-термические: цементация, закалка и др. при обработке нежестких валов.
Предлагаемый центр расширяет технологические возможности оснастки, позволяет производить поднастройку и выверку при обработке заготовок деталей типа валов с целью снижения погрешности установки, упрощает технологический процесс, а именно отказаться от операции «рихтование», повышает производительность, улучшает качество обработки и снижает себестоимость обрабатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| Прецизионный токарный самоцентрирующий патрон | 1985 |
|
SU1386374A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВРАЩЕНИЯ ВАЛА | 2001 |
|
RU2203776C2 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1426704A1 |
| Центр задней бабки станка | 1991 |
|
SU1827328A1 |

Изобретение относится к машиностроению, а именно к вращающимся центрам для обработки деталей типа валов на токарных, круглошлифовальных и некоторых других станках. Шаровой вращающийся планетарный центр состоит из полого хвостовика с наружной поверхностью, выполненной в виде конуса Морзе, причем во внутренней полости на подшипниках качения с возможностью вращения расположен шпиндель с рабочим конусом, при этом на торце шпинделя, выполненного в виде фланца, в глухом отверстии последнего с помощью цангового эксцентричного диска установлен рабочий конус, имеющий эксцентрично смещенную ступень, которой он закреплен во фланце с помощью винтов, радиально расположенных и закрученных в резьбовые отверстия фланца. Обеспечивается расширение технологических возможностей и упрощение технологического процесса. 10 ил.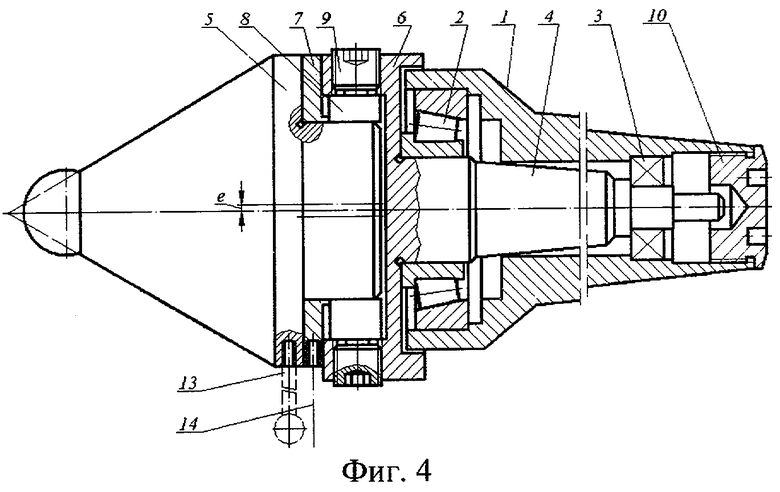
Шаровый вращающийся центр, содержащий полый хвостовик, наружная поверхность которого выполнена в виде конуса Морзе, а во внутренней полости на подшипниках качения с возможностью вращения расположен шпиндель с рабочим конусом, отличающийся тем, что на торце шпинделя, выполненного в виде фланца, в глухом отверстии последнего с помощью цангового эксцентричного диска установлен рабочий конус, имеющий эксцентрично смещенную ступень, которой он закреплен во фланце с помощью винтов, радиально расположенных и закрученных в резьбовые отверстия фланца.
| ВРАЩАЮЩИЙСЯ ЦЕНТР | 0 |
|
SU340485A1 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ ШКАФ | 1997 |
|
RU2166900C2 |
| KR 100728281, 07.06.2007 | |||
| US 3756102, 04.09.1973. | |||

