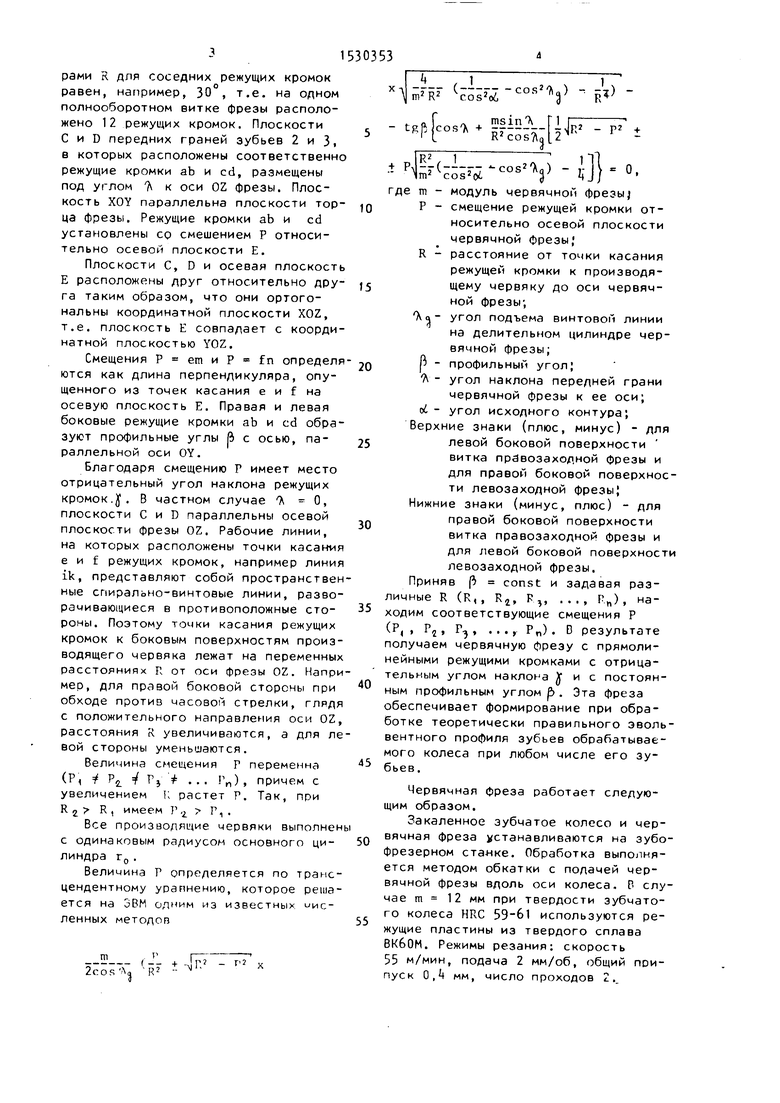
рами R для соседних режущих кромок равен, например, 30 , т.е. на одном полнооборотном витке фрезы расположено 12 режущих кромок. Плоскости С и D передних граней зубьев 2 и 3i в которых расположены соответственно режущие кромки аЬ и cd, размещены под углом к оси OZ фрезы. Плоскость XOY параллельна плоскости тор- ца фрезы. Режущие кромки аЬ и cd установлены со смешением Р относительно осевой плоскости Е.
Плоскости С, D и осевая плоскость Е расположены друг относительно дру- га таким образом, что они ортогональны координатной плоскости XOZ, т.е. плоскость Е совпадает с координатной плоскостью YOZ.
Смещения Р em и Р fn определя ются как длина перпендикуляра, опущенного из точек касания е и f на осевую плоскость Е. Правая и левая боковые режущие кромки аЬ и cd образуют профильные углы ft с осью, параллельной оси OY.
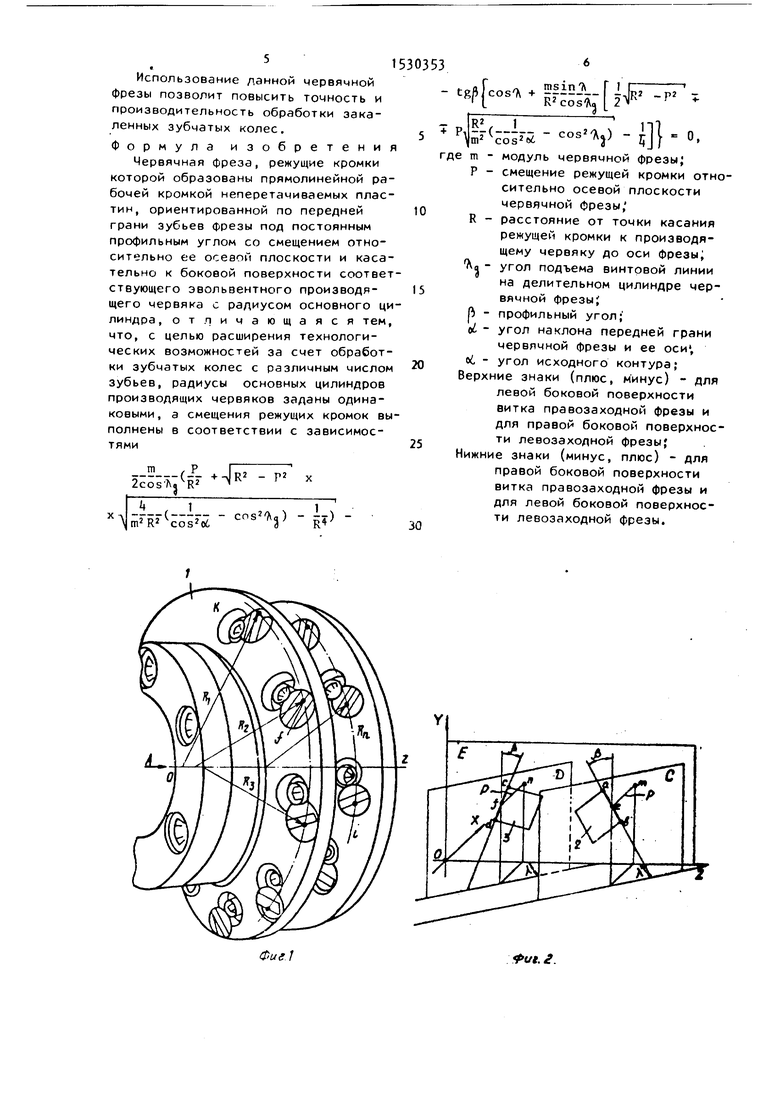
Благодаря смещению Р имеет место отрицательный угол наклона режущих кромок.J. В частном случае 0, плоскости С и D параллельны осевой плоскости фрезы OZ. Рабочие линии, на которых расположены точки касания е и f режущих кромок, например линия ik, представляют собой пространственные сг1ирально-винтоеые линии, разворачивающиеся в противоположные стороны. Поэтому точки касания режущих кромок к боковым поверхностям производящего червяка лежат на переменных расстояниях R от оси фрезы OZ. Например, для правой боковой стороны при обходе против часовой стрелки, глядя с положительного направления оси OZ, расстояния R увеличиваются, а для левой стороны уменьшаются.
Величина смещения Р переменна (Р, Pj. / Pj ... РП). причем с увеличением К растет Р. Так, при
R 2 RI имеем .2. - i
Все производящие червяки выполнен
с одинаковым радиусом основного цилиндра Гр .
Величина Р определяется по трансцендентному урапнению, которое решается на ЗВМ одним из известнь1х. ,- ленных методов
R2
-Ml.
Г г
;;гог (n Fj-cos q) - Л) m R c.os
Г
Рх
5
5
Q
0
0
о
- p(
где m - модуль червячной фрезы;
Р - смещение режущей кромки относительно осевой плоскости червячной фрезы;
R - расстояние от точки касания режущей кромки к производящему червяку до оси червячной фрезы;
X Q - угол подъема винтовой линии
0
55
на делительном цилиндре червячной фрезы; Р - профильный угол; 7 - угол наклона передней грани
червячной фрезы к ее оси; od - угол исходного контура; Верхние знаки (плюс, минус) - для левой боковой поверхности витка правозаходной фрезы и для правой боковой поверхности левозаходной фрезы{ Нижние знаки (минус, плюс) - для правой боковой поверхности витка правозаходной фрезы и для левой боковой поверхности левозаходной фрезы. Приняв С const и задавая различные R (R,, Rj, R ). ходим соответствующие смещения Р (Р,, Pj, Р,, ..., РП). В результате получаем червячную фрезу с прямолинейными режущими кромками с отрицательным углом наклона J и с постоянным профильным углом Р. Эта фреза обеспечивает формирование при обработке теоретически правильного эволь- вентного профиля зубьев обрабатываемого колеса при любом числе его зу- бьев.
Червячная фреза работает следующим образом.
Закаленное зубчатое колесо и червячная фреза устанавливаются на зубо- фрезерном ставке. Обработка выпoJ1ня- ется методом обкатки с подачей червячной фрезы вдоль оси колеса. Р случае m 12 мм при твердости зубчатого колеса HRC используются режущие пластины из твердого сплава ВКбОМ. Режимы резания: скорость 55 м/мин, подача 2 мм/об, общий припуск О, мм, число проходов 2.
Использование ланной червячной фрезы позволит повысить точность и производительность обработки закаленных зубчатых колес. Формула изобретения
Червячная фреза, режущие кромки которой образованы прямолинейной рабочей кромкой неперетачиваемых пластин, ориентированной по передней грани зубьев фрезы под постоянным профильным углом со смещением относительно ее осеаой плоскости и касательно к боковой поверхности соответствующего эвольвентного производящего червяка с радиусом основного цилиндра, отличающаяся тем, что, с целью расширения технологических возможностей за счет обработки зубчатых колес с различным числом зубьев, радиусы основных цилиндров производящих червяков заданы одинаковыми, а смещения режущих кромок выполнены в соответствии с зависимостями
.:(Б г 4 X
2cos Aj R2
) - -т)
т R cos ot 3 R
+ Р
R2 1
. -
i - Ш
0.
0
5
0
5
m P
R
где m - модуль червячной фрезы;
смещение режущей кромки относительно осевой плоскости червячной фрезы, расстояние от точки касания режущей кромки к производящему червяку до оси фрезы; угол подъема винтовой линии на делительном цилиндре червячной фрезы ft - профильный угол; 0 - угол наклона передней грани
червячной фрезы и ее оси , oL - угол исходного контура;
Верхние знаки (плюс, минус) - для левой боковой поверхности витка правозаходной фрезы и для правой боковой поверхности левозаходной фрезы;
Нижние знаки (минус, плюс) - для правой боковой поверхности витка правозаходной фрезы и для левой боковой поверхности левозаходной фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Червячная фреза | 1984 |
|
SU1168363A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| Червячная передача | 1983 |
|
SU1128020A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| ОРТОГОНАЛЬНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА А.Н.МАРКОВА | 1995 |
|
RU2087775C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Способ диагонального фрезерования зубчатых колес | 1986 |
|
SU1468690A1 |
| ОРТОГОНАЛЬНАЯ ДВУХМОДУЛЬНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА | 1999 |
|
RU2159370C2 |
Изобретение относится к машиностроению и может быть использовано при обработке закаленных зубчатых колес червячными фрезами. Цель изобретения - расширение технологических возможностей за счет обработки одной фрезой зубчатых колес с различными числами зубьев. Червячная фреза имеет прямолинейные режущие кромки, размещенные на передних поверхностях зубьев под постоянными профильными углами и со смещением относительно осевой плоскости фрезы. Каждая режущая кромка располагается касательно к соответствующему производящему червяку, а их точки касания размещены на пространственных спирально-винтовых линиях, т.е.на переменных расстояниях до оси фрезы. Производящие червяки, соответствующие режущим кромкам фрезы, выполняют с одинаковыми радиусами основных цилиндров. Причем смещения режущих кромок относительно осевой плоскости переменны и определяются по приведенным зависимостям в соответствии с переменными расстояниями точек касания режущих кромок к производящим червякам до оси фрезы. 3 ил.
Фие
.г.
Вид/(
фиг. 3
| Пейсахович И.Б | |||
| и др | |||
| Разработка червячных фрез со сменными многогранными пластинами для финишной обработки закаленных зубчатых-колес.- В сб.: Новые технологические процессы в тракторном и сельскохозяйственном машиностроении | |||
| Труды НПО НИИ- тракторсельхозмаш | |||
| М., 1986, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| () ЧЕРВЯЧНАЯ ФРЕЗА | |||
