Изобретение относится к машиностроению и может быть использовано при чистовом нарезании цилиндрических зубчатых колес, преимущественно с закаленными зубьями.
Известна червячная фреза, имеющая зубья с плоскими передними по верхностями и прямолинейными режущими кромками Л
Недостатком известной конструкци является невысокая точность фрезы, вызванная значительными величинами органической погрешности профилирования, возникающей при замене теоретического профиля режущих кромок прямой линией,
Известна одновитковая червячная фреза для зубообработки, ррофиль зубьев которойвыполнен в виде трех прямолинейных участков zj.
Недостатком известной конструкции является наличие профилирования
Целью изобретения является повышение точности фрезы за счет уменьшения органической погрешности профилиров ания.
Поставленная цель достигается тем, что в червячной фрезе, боковые режущие кромки зубьев которой выполнены по ломанной линии, состоящей из трех прямолинейных участков, профильные углы каждого из участков в плоскости передней поверхности определяются по соотношениям
(tg..яinJ.„tgy,p)
«ft,.:.
sftS-tsp.,
tno
где индексы пр. и пев. относятся соответственно к правой и левой сторонам зубьев (для правозаходных фрез; для левозаходных нижние знаки относятся к правой стороне зуба, а верхние - к левой); В,, ftj , /3j - углы профиля в плоскости передней поверхности соответственно на среднем, верхнем и нижнем участках зуба фрезы; V. профильный угол исходной рейки фрезы;
гпо соответственно средний расчетный диаметр и величины угла подъема винтовой линии фрезы и переднего угла на этом диаметре (величина подставляется в зависимости со своим знаком);
0 F Р - высоты головки и ножки зуба фрезы в плоскости передней поверхности;
g :iSiSl 2.)
tsoc.cosy o
при этом высотные размеры среднего, верхнего и нижнего.участков в плоскости передней поверхности соответст венно равны
- .. 22
3 3 Р 3 Р
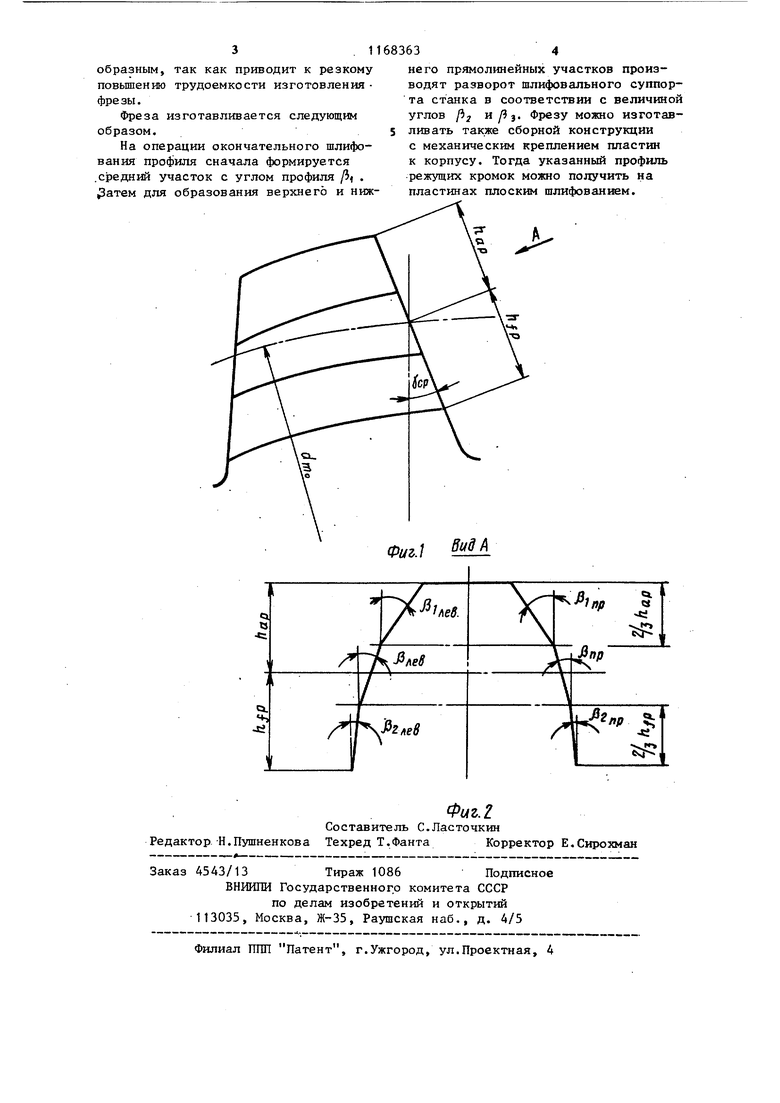
На фиг. 1 представлена фреза, вид сбоку; на фиг. 2 - вид А на фиг. 1 (на плоскость передней поверх. ности зубьев фрезы).
Режущие кромки зубьев фрезы расположены в плоскости, составляющей с осевым сечением фрезы в точке, лежащей на среднем расчетном диаметре
d ,угол (фиг. 1) . Боковые режущие кромки зубьев фрезы (фиг.2) состоят из прямолинейных участков, высоты которых соответственно для среднего, верхнего и нижнего участков равны
2 .2 ,тт А
3 ар ; 3 Р° Профильные
углы 1, Р ъ ЭТИХ участков для правой и левой сторон зуба фрезы имеют разное значение.
Уменьшение органической погрешности профилирования по сравнению с известной конструкцией обеспечивается за счет того, что режущая кромка, оформленная по предлагаемой ломанной
линии, касается теоретического профиля режущей кромки в трех точках, тогда как в известном техническом решении точка касания только одна. Расчетные значения углов i , /3
являются оптимальными, так как они обеспечив.ают минмальные значения органических погрешностей при замене теоретического профиля ломанной линией, состоящей из трех прямолинейных участков. Увеличение количества прямолинейных участков с целью дальнейшего уменьшения величины органической погрешности является нецелее 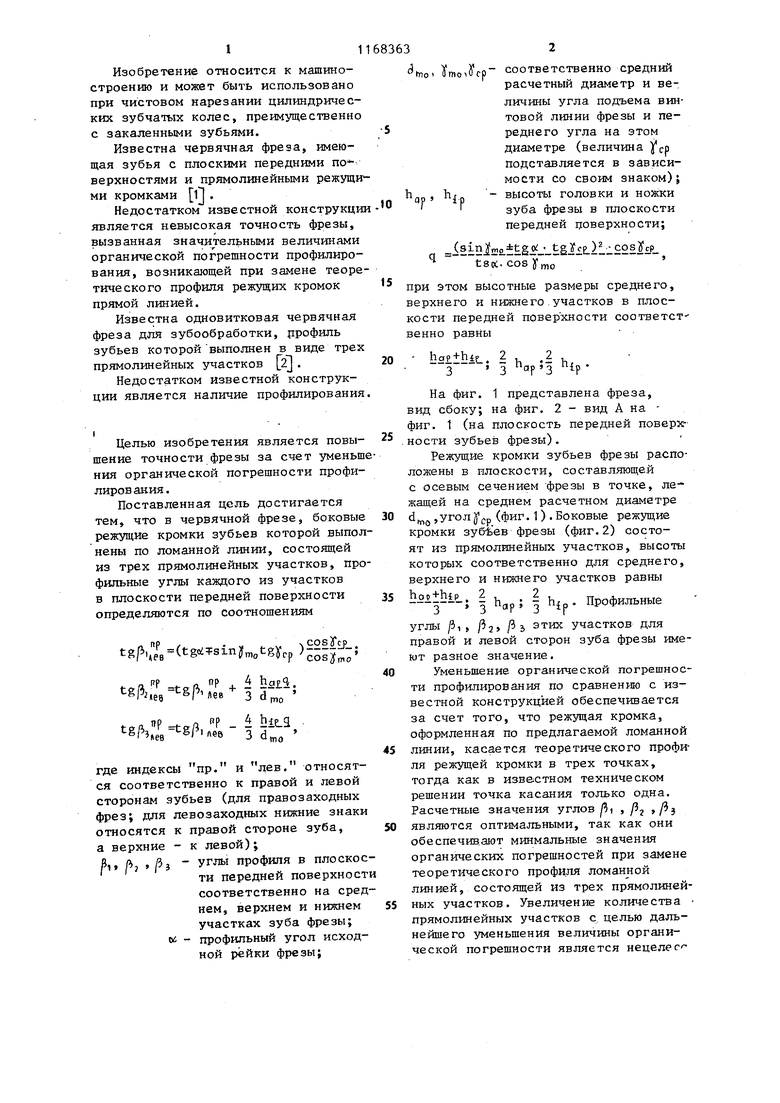
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| Червячная фреза | 1987 |
|
SU1530353A1 |
| Способ шлифования профиля зубьев сборных острозаточенных червячных зуборезных фрез | 1985 |
|
SU1305008A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| МНОГОЗАХОДНЫЙ ЧЕРВЯК И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МНОГОЗАХОДНЫХ ЧЕРВЯКОВ | 1991 |
|
RU2101587C1 |
| Червячная передача | 1983 |
|
SU1128020A1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2442678C1 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
ЧЕРВЯЧНАЯ ФРЕЗА, зубья, которой выполнены с плоскими передними поверхностями и боковыми режущими кромками в виде трех прямолинейных участков, имеющих различные профильные углы, о тличающаяс я тем, что, с целью повьппения точности фрезы за счет уменьшения органической погрешности профилирования, высотные размеры среднего, верхнего и нижнего участков боковых режущих кромок в плоскости передней поверхности соответственно определеЬар 2 ны по зависимости ар 2 г , а их профильные углы - по зависимости t./..otgУcp) f t 2 ft, +---2 3 Ргкеъ ёглев 3 d mo - - --iP-3 з d где индексы пр и лев относятся соответственно к правой и левой сторонам зуба (для правозаходных фрез; для левозаходных нижние знаки относятся к правой стороне зуба, а верхние - к левой); Д, |3j , j - углы профиля в плоскости передней поверхности соответственно -на среднем, верхнем и нижнем участках зуба . фре зы; (Л Х - профильный угол исходной рейки фрезы; соответственно средний i mpi о pi (jrp. расчетный диаметр и величины угла подъема винтовой линии фрезы и переднего угла на этом диаметре (величина подставляется 00 со своим знаком); со о высота головки зуба ар фрезы в плоскости пе редней поверхности; высота ножки зуба фрезы P в плоскости передней поверхности; -i§iDlin°.. tgoc, cos 5„о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Профилирование ..высокопроизводительных червячных твердосплавных фрез | |||
| Станки и инструмент, 1983, № 10, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
