СП
00
о
00 00
О
Изобретение относится к сварке, в частности к конструкции нахлесточных соединений, эксплуатируемых в условиях, предопределяющих щелевую коррозию и возникновение дополнительных расклинивающих нагрузок, действующих на элементы нахлесточных соединений.
Целью изобретения является повы- щение сопротивления трещинообразова- нию при расклинивающих нагрузках от продуктов щелевой коррозии.
На чертеже изображено нахлесточ- ное соединение, вид.
Сварное нахлесточное соединение содержит элементы 1 и 2, соединенные электрозаклепками 3 с головкой 4. Головка 4 расположена со стороны элемента 1. Толщина S элемента 1 меньше толщины Sj элемента 2. Диаметр f головки 4 выбирается из соотношения 2,5d 1 f 2,6d, а высота g головки
f удовлетворяет неравенству гд
d - диаметр ядра сварной точки 3.
Проведены испытания на трещино- стойкость образцов сварных нахлесточных соединений с элементами толщиной ,6 мм и ,0 мм при различных g и f. Головка располагсшась со стороны элемента с толщиной ,6 мм.
Результаты испытаний образцов на трещиностойкость представлены в таблице .
Как видно из таблицы, в образцах 4 и 5, для которых вьщержано соотноf96
шение (образец 4 - p-j 4,48 Ь,оэ,о
- 4,
,7; образец 5
b,1), зарождение трещины в периферийной зоне ядра электрозаклепки происходило при больпшх величинах деформации менее жесткого элемента соединения по сравнению с образцами 1-3,
в которых это соотношение не выдер
живалось (образец 1 - r-j
Ь,8
23
3,6 g
Х),7; образец 2 - |-g 3,,5,
27
образец 3 - -j: 4,,0). При э,о
этом диаметр ядра электрозаклепки в испытуемых образцах отличался незначительно и находился в пределах 10,0- 10,6 мм.
Приведенные примеры показывают, что повышение сопротивления трещино- стойкости сварного нахлесточного соединения наиболее эффективно может быть достигнуто за счет увеличения высоты головки электрозаклепки g
r-g при диаметре ее 2,5d ; f 2,6d.
Использование изобретения обеспечивает благоприятные условия деформирования зоны, прилегающей к периферии ядра сварной точки, что способ- ствует увеличению периода зарождения и развития трещины в сварном шве при расклинивающих нагрузках.
Формула изобретения
Сварное нахлесточное соединение, содержащее элементы разной толщины, соединенные электрозаклепками, расположенными со стороны элемента меньшей толщины, отличающееся тем, что, с целью повышения сопротивления трещинообразованию при расклинивающих нагрузках от продуктов коррозии, диаметр f и высоту g головки электрозаклепки выбирают удовлетво- Ряющими следуницим неравенствам: I
2,.f C2,6d , ,8.
дс где d - диаметр ядра сварной точки.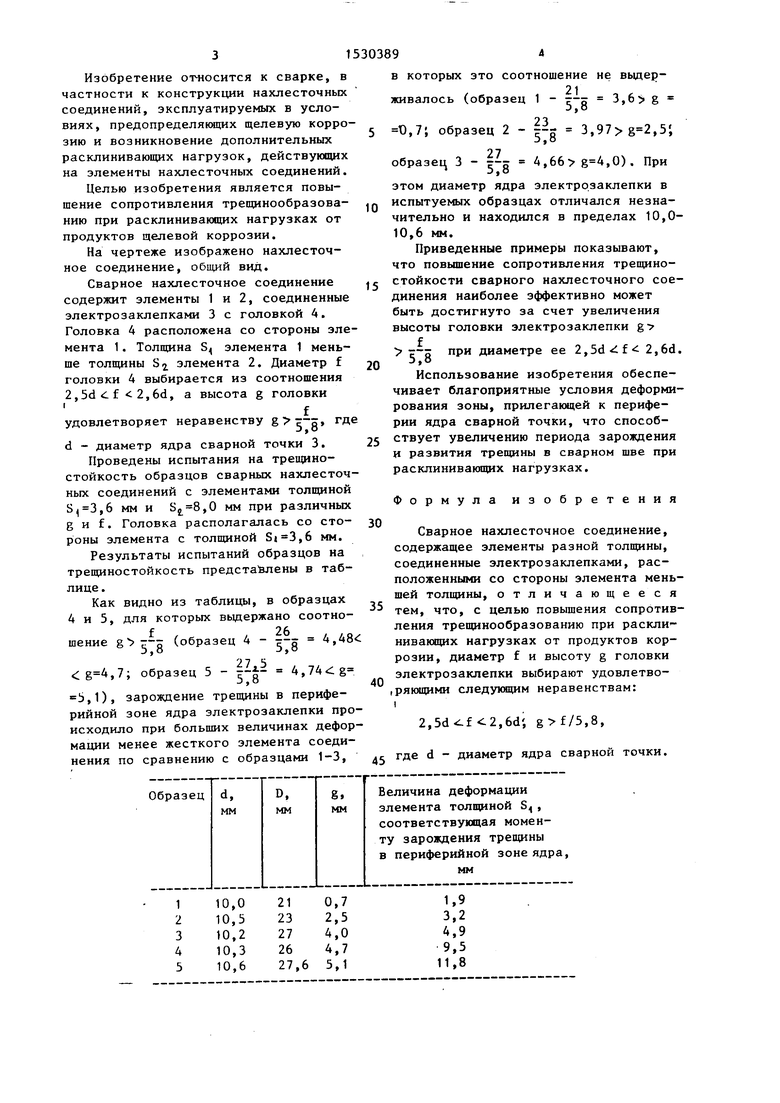
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образца сварного соединения для испытаний на трещиностойкость | 1986 |
|
SU1415115A1 |
| Способ дуговой точечной сварки | 1991 |
|
SU1797536A3 |
| Способ получения образца для коррозионно-усталостных испытаний сварных точечных соединений | 1984 |
|
SU1219299A1 |
| СПОСОБ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2467844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СВАРНОЕ НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2479398C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308361C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
| Способ испытания на отрыв нахлесточных соединений | 1985 |
|
SU1293544A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
Изобретение относится к сварке, в частности к конструкции нахлесточным соединениям, эксплуатируемым в условиях, предопределяющих щелевую коррозию и возникновение дополнительных расклеивающих нагрузок, действующих на элементы нахлесточных соединений. Цель изобретения - повышение сопротивления трещинообразованию при расклинивающих нагрузках от продуктов щелевой коррозии. Сварное нахлесточное соединение содержит элемент 1 и элемент 2 большей толщины. Элементы 1 и 2 соединены с помощью сварки электрозаклепками 3 с головкой 4. Электрозаклепки имеют определенные размеры. Диаметр и высота головки электрозаклепки выбирается, исходя из неравенства 2,5D*98F*982,6D
G=F/5,8, где F - диаметр головки, G - ее высота, D - диаметр ядра сварной точки. При этом обеспечиваются благоприятные условия деформирования зоны, прилегающей к периферии ядра сварной точки. 1 ил., 1 табл.
| Швы сварных соединений электрозаклепочные | |||
| Товарный валик ткацких станков | 1929 |
|
SU14776A1 |
