Изобретение относится к области изготовления осесимметричных конструкций с применением сварки.
Осесимметричные сварные конструкции широко используют в качестве силовых узлов в изделиях ответственного назначения. Довольно специфичную группу среди таких конструкций составляют силовые узлы, представляющие собой тонкостенную обечайку с ввариваемыми в нее внутренними стойками.
Из уровня техники известно использование способа сварки давлением - контактной сварки (точечной, рельефной, шовной или стыковой), при которой соединение образуется вследствие нагрева электрическим током и сжатия свариваемых деталей в зоне контактирования (см., например, ГОСТ 15878-79. Контактная сварка. Соединения сварные). Этот способ позволяет повысить производительность за счет возможности потребления большой электрической мощности, автоматизировать сборочно-сварочные работы, обеспечить высокое и стабильное качество сварки, не зависящее от квалификации сварщика, исключить технологические материалы (присадочную проволоку, газы и т.д.). Однако этим способом сваривают либо листовые элементы конструкции (контактной точечной, рельефной или шовной сваркой), либо стержневые (контактной стыковой сваркой). Сварка этим способом листового элемента со стержневым не получила распространения.
Применительно к изготовлению осесимметричных конструкций с приваркой стержневых элементов (стоек, штифтов, анкер, пальцев и т.п.) распространение получила дуговая сварка электрозаклепочными швами.
Для соединения такого рода конструктивных элементов известно использование электрозаклепочных (точечных) швов, заполняемых присадочным материалом. Распространение получила дуговая сварка плавлением (см., например, ГОСТ 14776-79. Дуговая сварка. Соединения сварные точечные) в среде защитного газа (инертного или углекислого) с использованием нахлесточных соединений без подготовки сварочных кромок или с подготовкой их в виде круглого отверстия в верхнем элементе. Однако использование нахлесточного соединения для приварки стоек в виде стержневых элементов круглого, овального, прямоугольного и квадратного сечений крайне затруднительно.
Другие известные в этой области способы можно разделить на две группы. По способам первой группы (см., например, а.с. 620345) приварку стержневых элементов осуществляют без выполнения отверстия в обечайке посредством возбуждения дуги между торцом элемента и обечайкой с последующей осадкой элемента в сварочную ванну и выдержкой до полной кристаллизации. Способы второй группы (см., например, а.с. 572351) предусматривают выполнение в обечайке круглого отверстия, к кромкам которого прикладывают упругую растягивающую нагрузку, вставляют элемент и выполняют дуговую сварку.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления осесимметричных сварных конструкций, содержащих тонкостенную обечайку с кольцевыми утолщениями и внутренние стойки, разработанный во ВНИИЭСО (Вайнбойм Д.И. Автоматическая дуговая точечная сварка. М.: Машиностроение, 1966 г., с.125), принятый авторами за прототип, предусматривающий выполнение в обечайке круглого отверстия, в которое вставляется круглый элемент на глубину 0,60…0,75 толщины обечайки, приварку элемента через отверстие электрозаклепкой плавящимся электродом в среде углекислого газа.
Прочностные характеристики осесимметричных сварных конструкций, изготовленных по прототипу, во многом определяются площадью зоны проплавления привариваемого элемента по границе раздела между ним и обечайкой. Известно, что при выполнении сварных соединений электрозаклепками через отверстия добиться получения диаметра проплавления, равного диаметру отверстия, не удается ввиду неполного сплавления основного металла с металлом сварочной ванны, что приводит к непровару по периметру корня шва (Доброквашин Л.А и др. Особенности формирования корня шва при сварке электрозаклепками через отверстие в толстом верхнем элементе. Сварочное производство, 1975 г., №1, с.22-23). Помимо непровара корня шва остаются непроваренными на всю глубину и контактные поверхности отверстия и введенной в него части элемента, что недопустимо для конструкций ответственного назначения, так как это приводит к снижению прочности соединения ниже расчетного значения (0,8 от прочности основного металла). Кроме того, при нанесении на конструкции защитного покрытия посредством цинкования в электролите гальваническим способом с последующим фосфатированием наличие в сварных соединениях дефектных мест в виде непроваров, несплавлений и несплошностей приводит к непроцинковыванию этих мест, затеканию в них электролита и возникновению очагов коррозии.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого авторами за прототип, относится высокая трудоемкость формирования отверстий в обечайке под приварку стоек, сложность формирования качественного (сплошного) шва на всю глубину соединения, трудоемкость и нетехнологичность достижения сплошности шва за счет дополнительной операции подварки корня шва ручной аргонодуговой сваркой с последующим удалением выступающей корневой части шва, трудоемкость удаления усиления швов с наружной поверхности обечайки.
Таким образом, задачей технического решения (прототипа) являлось обеспечение сборки обечайки с внутренними стойками посредством выполнения сварочных операций без предъявления требований высокой надежности и технологичности изготовления сварных конструкций.
Общими признаками с предлагаемым авторами способом изготовления осесимметричных сварных конструкций, содержащих тонкостенную обечайку с кольцевыми утолщениями и внутренние стойки, является механическая обработка заготовок с получением обечайки и стоек, сборка их в сварочно-сборочном приспособлении, приварка стоек вдоль образующей обечайки с последующим поворотом вокруг центральной оси обечайки на заданную величину, термическая и механическая обработка.
В отличие от прототипа предлагаемый авторами способ основан на том, что в процессе механической обработки заготовок на привариваемом торце стоек формируют усеченный конус, приварку стоек к внутренней поверхности обечайки осуществляют контактной рельефной сваркой с фиксацией стойки в нижнем электроде и позиционированием в сварочно-сборочном приспособлении из токонепроводящего материала, при этом высоту стойки и диаметр литого ядра сварочной точки обеспечивают выбором технологических режимов сварки.
В частом случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- усеченный конус на торце стоек формируют с отношением диаметра верхнего основания, равным 0,34…0,43, и высотой, равной 0,27…0,34 толщины стойки соответственно, а диаметр литого ядра сварочной точки формируют равным толщине стойки.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение технологичности, качества и надежности изготовления осесимметричных сварных конструкций.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления осесимметричных сварных конструкций, содержащих тонкостенную обечайку с кольцевыми утолщениями и внутренние стойки, включающем механическую обработку заготовок с получением обечайки и стоек, сборку их в сварочно-сборочном приспособлении, приварку стоек вдоль образующей обечайки с последующим поворотом вокруг центральной оси обечайки на заданную величину, термическую и механическую обработку, особенность заключается в том, что в процессе механической обработки заготовок на привариваемом торце стоек формируют усеченный конус, приварку стоек к внутренней поверхности обечайки осуществляют контактной рельефной сваркой с фиксацией стойки в нижнем электроде и позиционированием в сварочно-сборочном приспособлении из токонепроводящего материала, при этом высоту стойки и диаметр литого ядра сварочной точки обеспечивают выбором технологических режимов сварки.
Новая совокупность существенных признаков, а также наличие связей между ними позволяет, в частности, за счет:
- формирования усеченного конуса на привариваемом торце стоек в процессе механической обработки заготовок обеспечить требуемые технологические параметры усилия и тока контактной рельефной сварки, повысить технологичность, качество и надежность изготовления осесимметричных сварных конструкций;
- приварки стоек к внутренней поверхности обечайки контактной рельефной сваркой исключить применение сварочных материалов (защитного газа, сварочной проволоки, неплавящегося электрода из лантанированного вольфрама), отверстий в обечайке, подварку корня шва и удаление проплава и усиления шва, автоматизировать процесс сварки, повысить технологичность, качество и надежность изготовления осесимметричных сварных конструкций;
- фиксации стойки в нижнем электроде и позиционирования в сварочно-сборочном приспособлении из токонепроводящего материала обеспечить размерную точность конструкции, повысить технологичность и качество изготовления осесимметричных сварных конструкции;
- обеспечения высоты стойки и диаметра литого ядра сварочной точки посредством выбора технологических режимов сварки (силы тока, напряжения, усилия и продолжительности сварки) гарантировать соответственно размерную точность и прочность соединения, повысить технологичность, качество и надежность изготовления осесимметричных сварных конструкций.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- формирования усеченного конуса на торце стоек с отношением диаметра верхнего основания, равным 0,34…0,43, и высотой, равной 0,27…0,34 толщины стойки соответственно - оптимизировать технологические параметры усилия и тока контактной рельефной сварки, а также окончательные размеры стойки, повысить технологичность, качество и надежность изготовления осесимметричных сварных конструкций;
- формирования диаметра литого ядра сварочной точки равным толщине стойки гарантировать размерную точность и прочность, повысить технологичность, качество и надежность изготовления осесимметричных сварных конструкций.
Сущность предлагаемого изобретения заключается в том, что при осуществлении способа изготовления осесимметричных сварных конструкций, содержащих тонкостенную обечайку с кольцевыми утолщениями и внутренние стойки, включающего механическую обработку заготовок с получением обечайки и стоек, сборку их в сварочно-сборочном приспособлении, приварку стоек вдоль образующей обечайки с последующим поворотом вокруг центральной оси обечайки на заданную величину, термическую и механическую обработку, в отличие от прототипа согласно изобретению в процессе механической обработки заготовок на привариваемом торце стоек формируют усеченный конус, приварку стоек к внутренней поверхности обечайки осуществляют контактной рельефной сваркой с фиксацией стойки в нижнем электроде и позиционированием в сварочно-сборочном приспособлении из токонепроводящего материала, при этом высоту стойки и диаметр литого ядра сварочной точки обеспечивают выбором технологических режимов сварки.
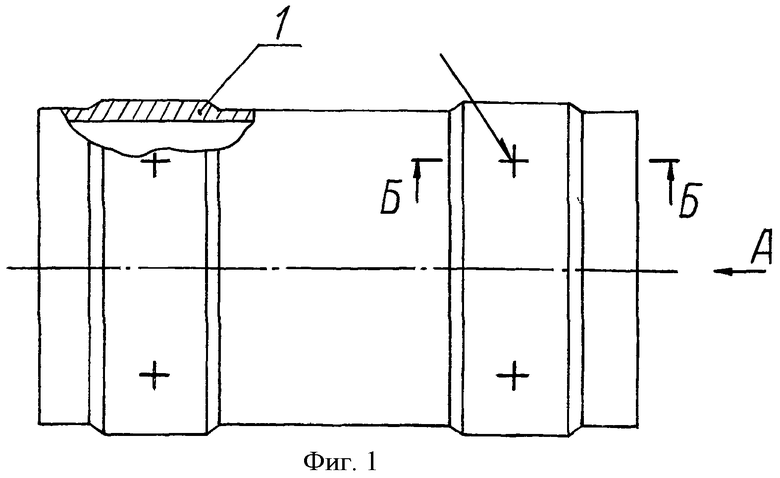
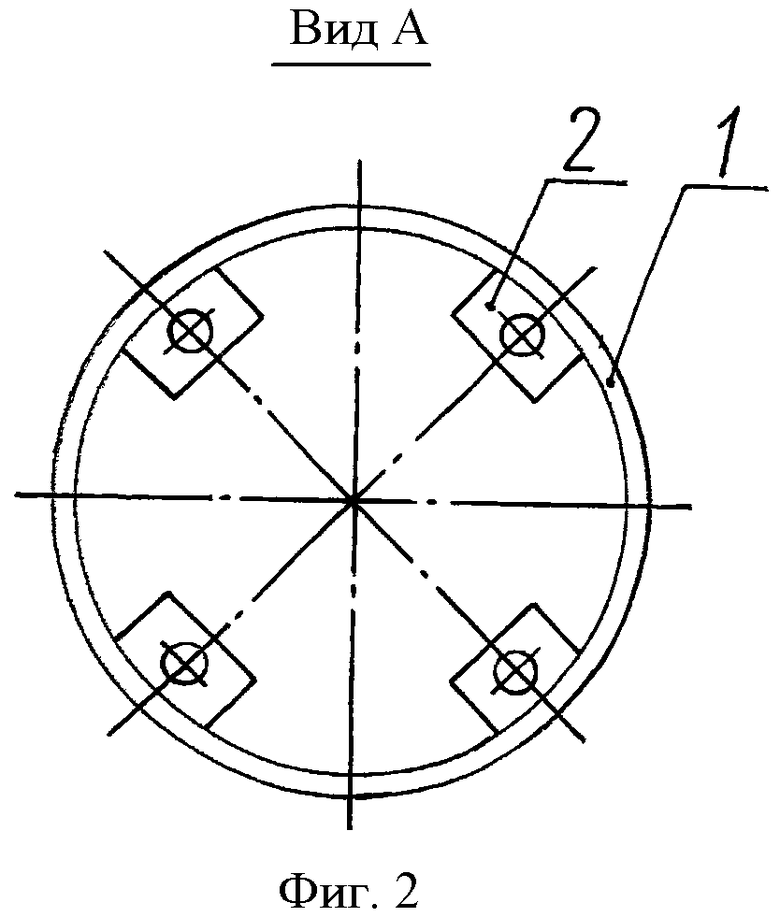
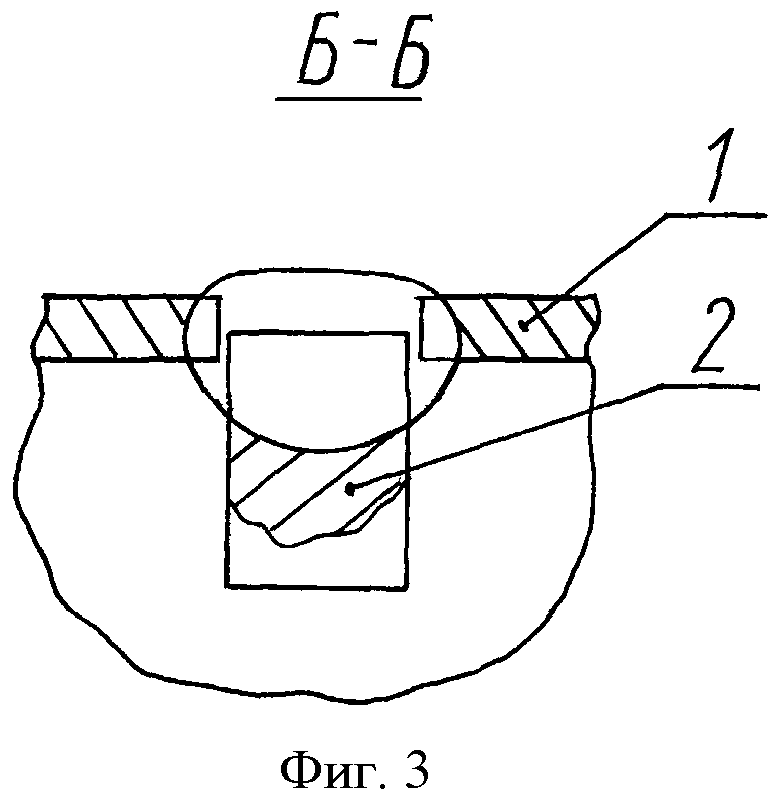
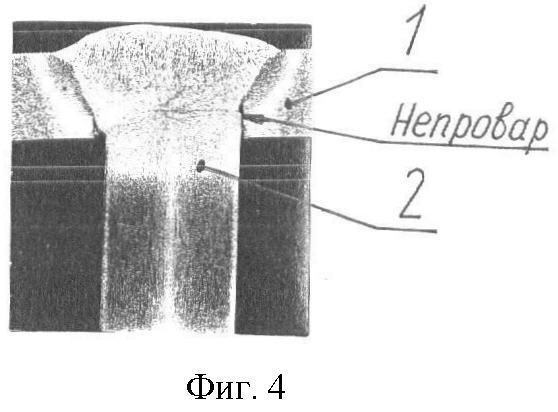
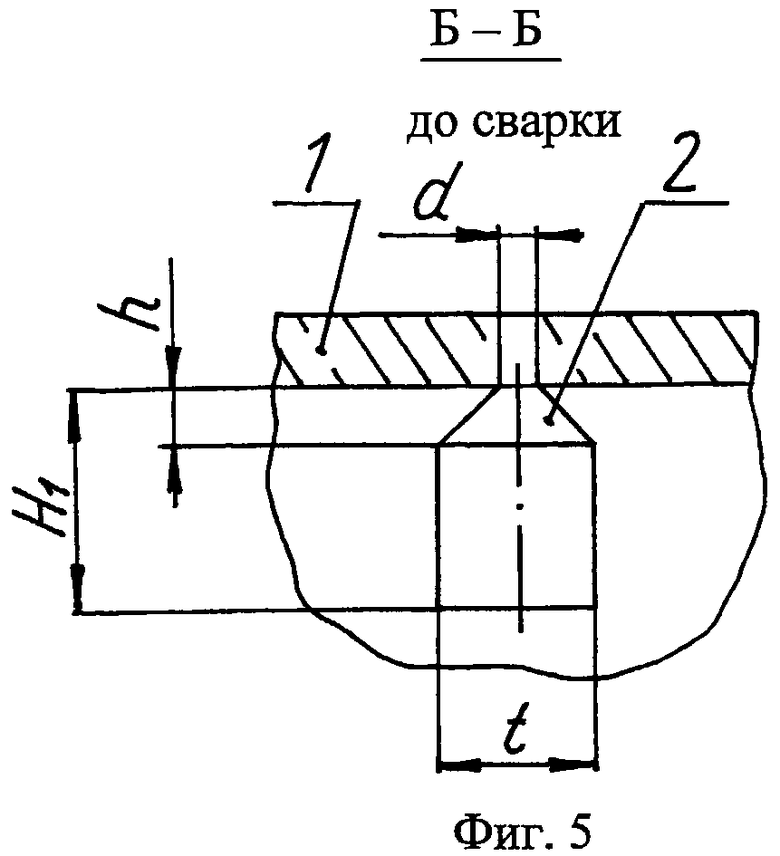
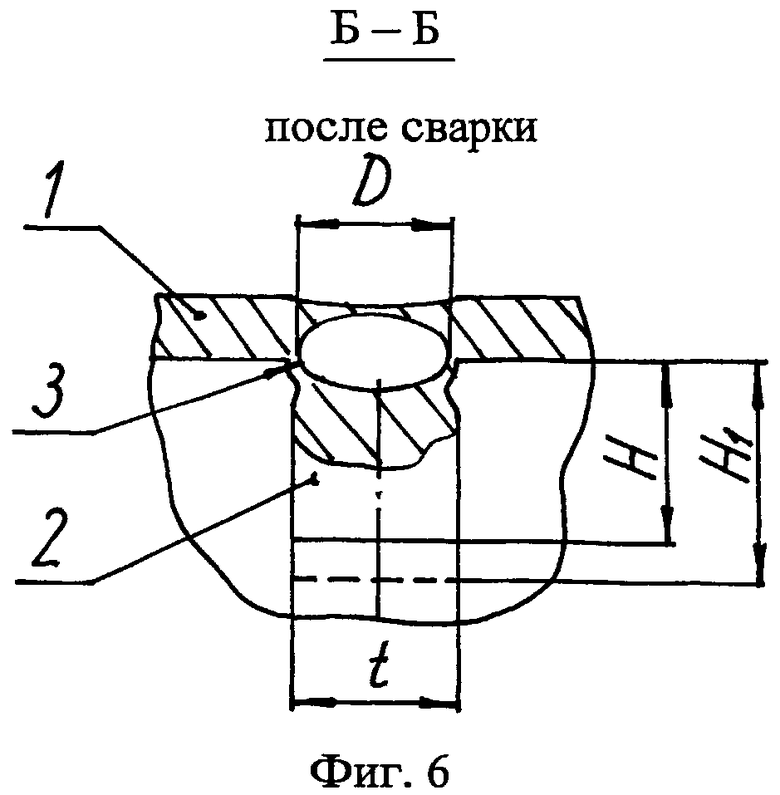
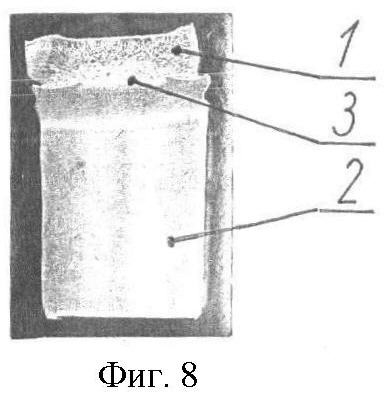
Сущность предлагаемого изобретения поясняется чертежами, где на на фиг.1 представлен общий вид осесимметричной сварной конструкции; на фиг.2 - вид А на сварную конструкцию; на фиг.3 - разрез Б-Б электрозаклепочного соединения по прототипу через отверстие в обечайке; на фиг.4 - макрошлиф сварного соединения через отверстие в обечайке без провара корня шва; на фиг.5 - разрез Б-Б предлагаемого сварного соединения до сварки; на фиг.6 - разрез Б-Б предлагаемого сварного соединения после контактной рельефной сварки; на фиг.7 - схема сборки и сварки; на фиг.8 - макрошлиф сварного соединения с проваром корня шва по предлагаемому способу после прочностных испытаний с разрушением по основному металлу.
Изготовление осесимметричных сварных конструкций (фиг.1, 2) по предлагаемому способу осуществляется следующим образом. Из заготовок механической обработкой получают тонкостенную обечайку 1 с кольцевыми утолщениями и внутренние стойки 2. На привариваемых торцах стоек 2 формируют усеченные конусы с заданными (строго определенными) геометрическими параметрами, так как они оказывают определяющее влияние на качество точечного контактного рельефного сварного соединения (это такие параметры, как высота h и диаметр d верхнего основания усеченного конуса, выполняющего роль «рельефа» привариваемого элемента 2) и размерную точность высоты стойки 2, которая в процессе сварки изменяется (уменьшается за счет сжатия и сплавления с обечайкой 1) с размера H1 до размера Н (фиг.5, 6). Затем осуществляют сборку элементов конструкции 1 и 2 с использованием сварочно-сборочного приспособления 4 из токонепроводящего материала, которое устанавливают на машине контактной сварки (фиг.7). Сборку начинают осуществлять для одного ряда стоек 2 вдоль образующей обечайки 1. При этом стойку 2 позиционируют относительно обечайки 1 в гнезде сварочно-сборочного приспособления 4. Далее посредством контактной рельефной сварки осуществляют приварку стойки 2 к внутренней поверхности обечайки 1. Для этого детали 1 и 2 сжимают между верхним 5 и нижним 6 электродами и подключают к питанию от сварочного трансформатора 7, в результате чего в зоне контакта деталей 1 и 2 по оси электродов 5 и 6 происходит их сплавление с образованием точечного сварного соединения 3 и диаметром литого ядра D (фиг.6). При этом высота H1 стойки 2 уменьшается до требуемого размера Н. Затем сварочный трансформатор 7 отключают, снимают усилие и разводят электроды 5 и 6. Затем аналогично приваривают вдоль образующей обечайки следующую стойку 2. После этого обечайку 1 с приваренным вдоль ее образующей рядом стоек 2 поворачивают вокруг центральной оси на заданную величину (например, на 90° в случае конструкции, приведенной на фиг.1, 2). Также приваривают второй ряд стоек 2 вдоль образующей обечайки 1. Аналогичным образом сварочный процесс повторяют для остальных рядов стоек 2. Высоту Н стоек 2 (заданную конструкторской документацией) и диаметр литого ядра D (качественный показатель прочности и надежности сплавления) сварочной точки 3 (фиг.6) обеспечивают соответствующим подбором технологических режимов сварки, а именно: силы тока, напряжения, усилия сжатия и продолжительности сварки.
В частных случаях усеченный конус на привариваемом торце стоек 2 формируют с отношением диаметра верхнего основания d, равным 0,34…0,43, и высотой h, равной 0,27…0,34 толщины t стойки 2 соответственно (фиг.5), а диаметр D литого ядра сварочной точки 3 (фиг.6) формируют равным толщине t стойки 2.
Для оценки качества соединения обечайки 1 со стойками 2 контактной рельефной сваркой по способу в соответствии с предлагаемым изобретением авторами проведены сравнительные металлографические исследования и прочностные испытания разрушением. Как видно из фиг.4, при изготовлении осесимметричной сварной конструкции по прототипу (приварка стоек 2 к обечайке 1 через отверстие дуговой сваркой, фиг.3) имеет место непровар корня шва, несплавление на всю глубину контактных поверхностей отверстия и введенной в него стойки 2, что снижает прочностные характеристики соединения и способствует образованию очагов коррозии. Напротив, фиг.8 наглядно демонстрирует провар корня шва, равнопрочность точечного сварного соединения методом рельефной контактной сварки с разрушением после прочностных испытаний по основному металлу, а не по сварному соединению.
Способ изготовления осесимметричных сварных конструкций в соответствии с изобретением позволяет повысить технологичность, качество и надежность сварных соединений.
Указанный эффект подтвержден положительными испытаниями сварных конструкций, изготовленных в соответствии с изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2380207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ УСТРОЙСТВ СТАБИЛИЗАЦИИ | 2009 |
|
RU2424100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
Изобретение относится к способу изготовления осесимметричных сварных конструкций. Осуществляют механическую обработку заготовок с получением обечайки и стоек, сборку их в сварочно-сборочном приспособлении, приварку стоек вдоль образующей обечайки с последующим поворотом вокруг центральной оси на заданную величину, термическую и механическую обработку. На привариваемом торце стоек формируют усеченный конус. Приварку стоек к внутренней поверхности обечайки осуществляют контактной рельефной сваркой с фиксацией стойки в нижнем электроде и позиционированием в сварочно-сборочном приспособлении из токонепроводящего материала. Изобретение позволяет повысить технологичность, качество и надежность сварных соединений осесимметричных сварных конструкций, изготавливаемых с использованием контактной рельефной сварки. 1 з.п. ф-лы, 8 ил.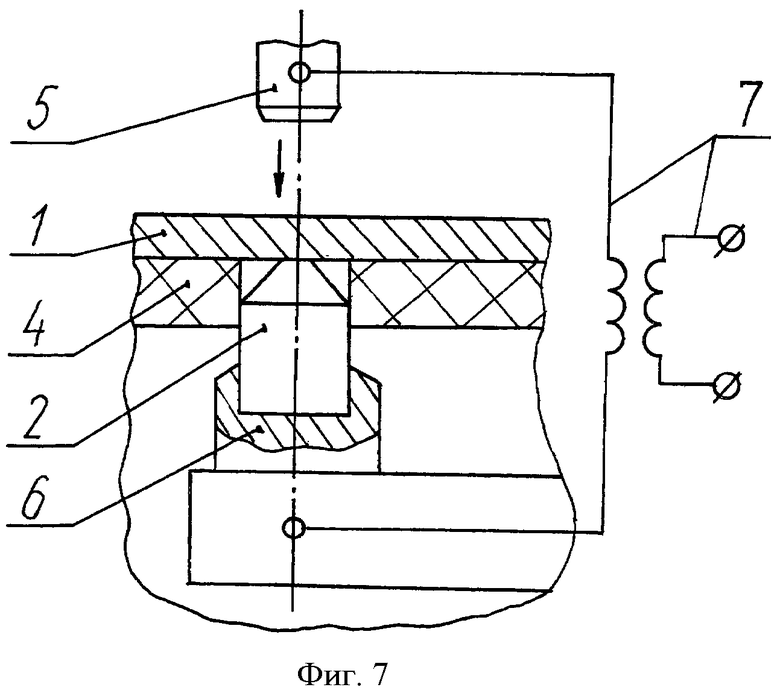
1. Способ изготовления осесимметричных сварных конструкций, содержащих тонкостенную обечайку с кольцевыми утолщениями и внутренние стойки, включающий механическую обработку заготовок с получением обечайки и стоек, сборку их в сварочно-сборочном приспособлении, приварку стоек вдоль образующей обечайки с последующим поворотом вокруг центральной оси обечайки на заданную величину, термическую и механическую обработку сварной конструкции, отличающийся тем, что в процессе механической обработки заготовок на привариваемом торце стоек формируют усеченный конус, приварку стоек к внутренней поверхности обечайки осуществляют контактной рельефной сваркой с фиксацией стойки в нижнем электроде и позиционированием относительно обечайки в сварочно-сборочном приспособлении из токонепроводящего материала.
2. Способ по п.1, отличающийся тем, что усеченный конус на торце стоек формируют с диаметром верхнего основания, равным (0,34…0,43) толщины стойки и с высотой, равной (0,27…0,34) толщины стойки, а диаметр литого ядра сварочной точки формируют равным толщине стойки.
| ВАЙНБОМ Д.И | |||
| Автоматическая дуговая точечная сварка | |||
| - М.: Машиностроение, 1966, с.125 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ контактной рельефной сварки | 1980 |
|
SU941086A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СТЕРЖНЯ С ПЛАСТИНОЙ | 2007 |
|
RU2352441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| НИКОЛАЕВ Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.322-334. | |||

