//
сл
СП
- Jwff на - Владения faz.
1Z
Изобретение относится к испытательной технике, а именно к способам получения образцов точечного нахлесточного сварного соединения для испытаний на трещиностой- к|эсть.
I Цель изобретения - повышение точности при испытании точечного нахлесточного сЬарного соединения.
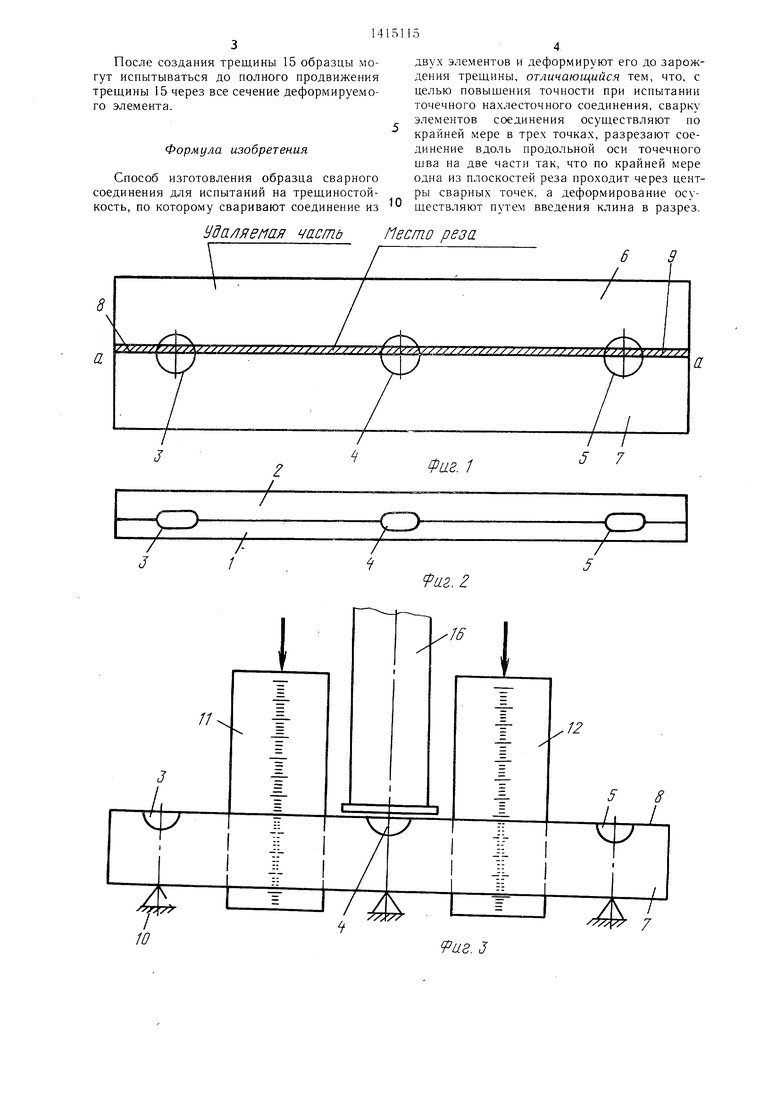
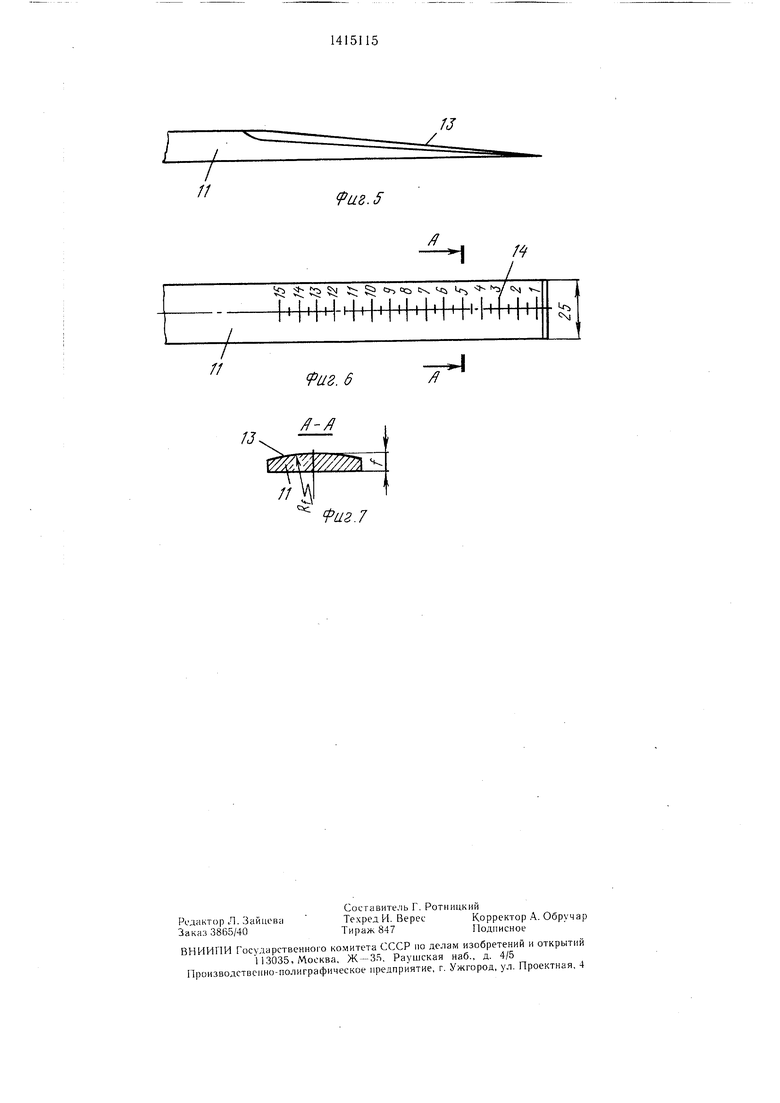
На фиг. 1 приведен образец сварного соединения, вид сбоку; на фиг. 2 - то же, ид сверху; на фиг. 3 - схема устройства для создания трещины в образце, вид сбоку; На фиг. 4 - то же, вид сверху; на фиг. 5 - .реформатор, вид сбоку; на фиг. 6 - то же, ид сверху; на фиг. 7 - сечение А-А на фиг. 6.
Способ осуществляют следующим образом.
Сваривают два элемента 1 и 2 внахлест- ky точечной сваркой по крайней мере тремя
- очками 3-5. Затем сваренные элементы соединения) разрезают по продольной |)си а-а (оси, проходящей через центры Сварных точек 3-5) на две части 6 и 7, {гак что по крайней мере одна плоскость 8 ряда 9 проходит через центры сварных то- мек 3-5, т.е. по продольной оси а-а части 7. Поверхность, образованную плоскостью ;8 на части 7, шлифуют для улучшения ус- :ловий наблюдения за трещиной. Часть 7 устанавливают на опоры 10 и между элементами 1 и 2 вводят клинья 11 и 12, осущест- вляя деформирование соединения. Клинья 11 и 12 имеют с одной из сторон 13 выпуклую форму и градуировку 14 по их длине. За длиной трещины 15 наблюдают через микроскоп 16.
0
5
0
5 0
Пример. Два элемента (пластина 1 из стали 10ХНДП размерами 3,6x60x240 и пластина 2 из стали ОЭГ2Д размерами 8,0х60х X 240) сваривают внахлестку контактной точечной сваркой тремя точками. Затем сваренные пластины разрезают по продольной оси а-а точечного щва на две части 6 и 7. В дальнейших исследованиях используют только ту часть 7, в которой плоскость реза совпадает с продольной осью а-а точечного щва. Поверхность среза исследуемой части 7 точечного соединения щлифуют для улучшения условий наблюдения за образованием и развитием трещины 15.Исследуемую часть 7 устанавливают и закрепляют в приспособлении по опорам 10. При этом учитывают симметричное расположение сварных точек 3-5 относительно расклинивающих элементов 11 и 12. Затем в зазор между сваренными пластинами I и 2 вводят расклинивающие элементы 1 Г и 12 до момента начала образования трещины 15 в зоне концентрации напряжений. Критерием начала образования трещины принимают образование трещины длиной до 0,2 мм. Наблюдение за образованием трещины в зоне концентрации напряжений сварных точек 3-5 производят при помощи переносного микроскопа 16 с 24-кратным увеличением. По градуировке 14 элементов 11 и 12 фиксируется величина деформации f элементов 1 и 2 нахлесточного соединения, соответствующая началу зарождения трещины.
На полученных предлагаемым способом образцах, выполненных различными способами сварки, проведены сравнительные испытания. Результаты испытаний приведены в таблице.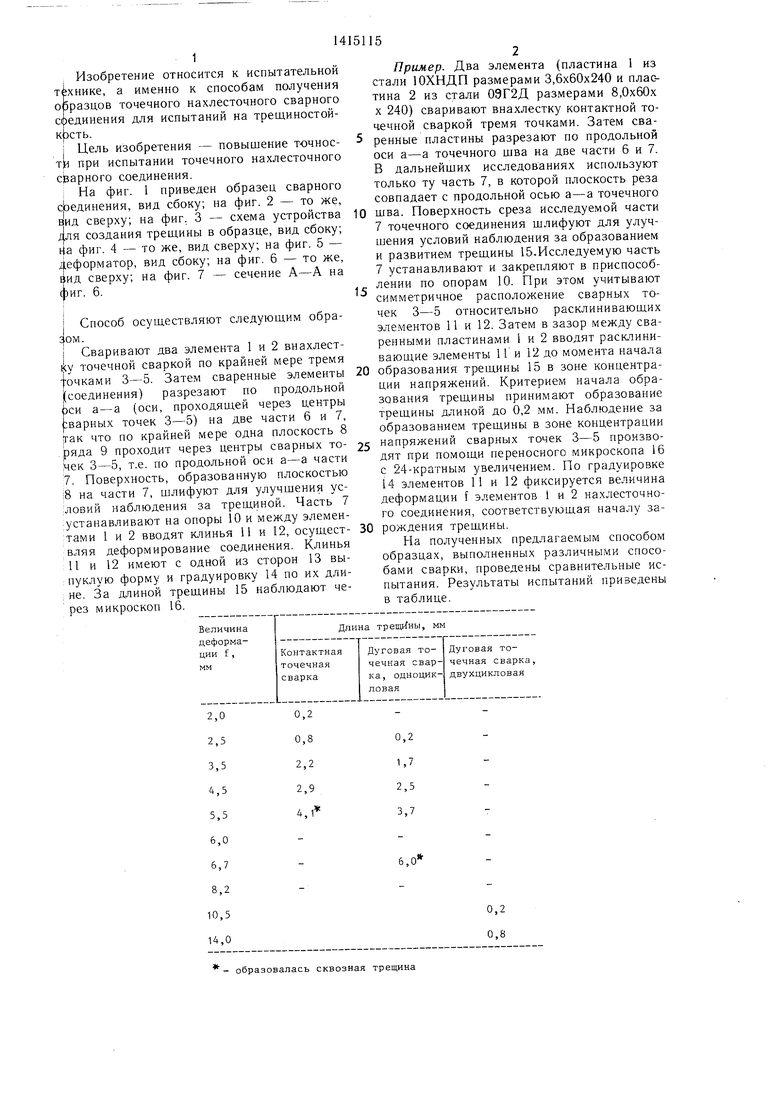
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ УЧАСТКА, СПОСОБ ИЗГОТОВЛЕНИЯ СВАРЕННОГО ВНАХЛЕСТКУ ЭЛЕМЕНТА, СВАРЕННЫЙ ВНАХЛЕСТКУ ЭЛЕМЕНТ И АВТОМОБИЛЬНАЯ ДЕТАЛЬ | 2013 |
|
RU2606667C2 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ И СВАРНОЕ СОЕДИНЕНИЕ ВНАХЛЕСТ | 2016 |
|
RU2695843C1 |
| ЗАГОТОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЁСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2002 |
|
RU2219026C1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТ, НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ НАХЛЕСТОЧНОГО СОЕДИНЕНИЯ И ДЕТАЛЬ АВТОМОБИЛЯ | 2015 |
|
RU2653742C2 |
| Сварное нахлесточное соединение | 1987 |
|
SU1530389A1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
Изобретение относится к иснытатель- ной технике, а именно к способа.м получения образцов точечного на.хлесточного сварного соединения для испытаний на трещи- ностойкость. Целью изобретения является повышение точности испытаний точечного сварного соединения. Сваривают два элемента 1 и 2 внахлестку точечной сваркой тремя точками 3. 4 и 5. Затем свареннЕ)1е элементы Iи 2 разрезают по продольной оси а-а на две части так, что но крайней мере одна плоскость реза про.ходит через центры точек 3-5. Часть 7 с указанной плоскостью устанавливают на опоры 10 и .между элементами 1 и 2 вдвигают расклинивающие элементы IIи 12 до появления трещин 15, наблюдаемых с помощью .микроскопа. I табл. 7 ил. S (Л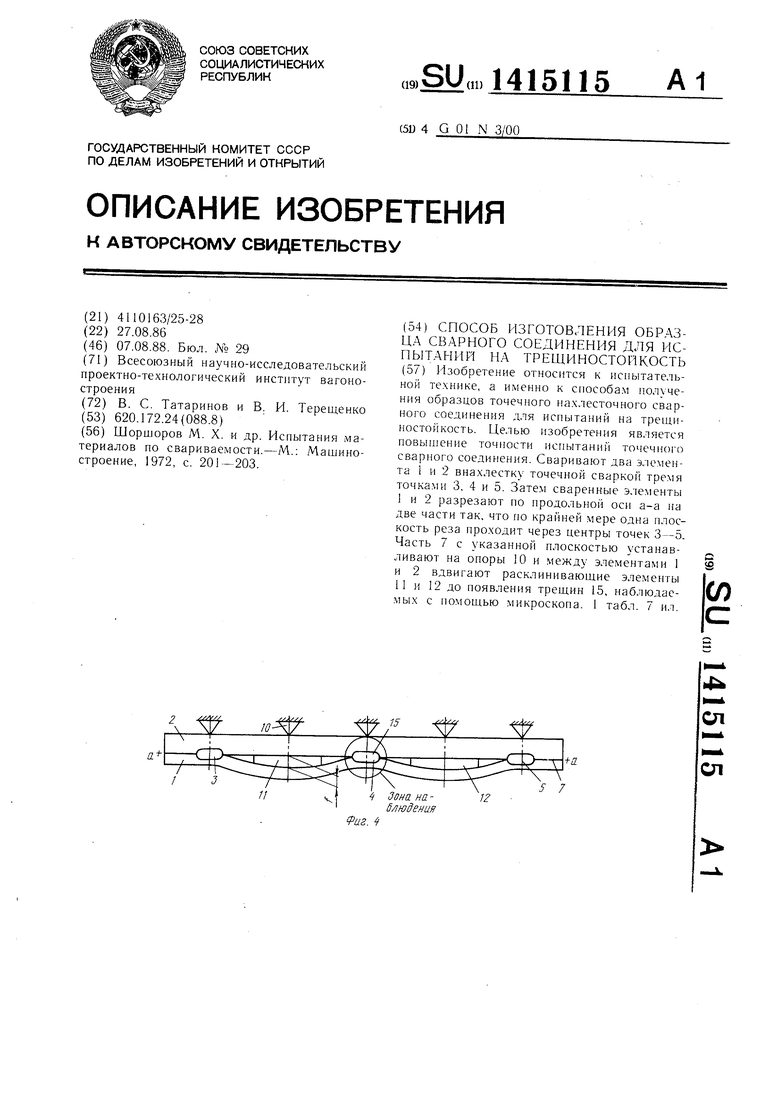
- образовалась сквозная трещина
После создания трещины 15 образцы могут испытываться до полного продвижения трещины 15 через все сечение деформируемого элемента.
Формула изобретения
Способ изготовления образца сварного соединения для испытаний на трещиностой- кость, по которому сваривают соединение из
Уда/1яег1ая часть Пвсто реза
а
2
/
двух элементов и деформируют его до зарождения трещины, отличающийся тем, что, с целью повыщения точности при испытании точечного нахлесточного соединения, сварку элементов соединения осуществляют по крайней мере в трех точках, разрезают соединение вдоль продольной оси точечного щва на две части так, что по крайней мере одна из плоскостей реза проходит через центры сварных точек, а деформирование осуществляют путем введения клина в разрез.
Фаг. 1
5
Т
7
аг. J
//
fU3. 6
/J.
/I-л
///7/
//
аг.7
аг.5
| Шоршоров М | |||
| X | |||
| и др | |||
| Испытания материалов но свариваемости.-М.: Машиностроение, 1972, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
