(54) СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1997 |
|
RU2148805C1 |
| Способ затяжки резьбовых соединений | 1987 |
|
SU1493454A1 |
| Способ сборки резьбовых соединений | 1988 |
|
SU1579760A1 |
| СТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2155886C2 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2818012C1 |
| Резьбовое соединение с заданным усилием затяжки и способ контроля усилия затяжки резьбового соединения | 1987 |
|
SU1530839A1 |
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2825541C1 |
1
Изобретение относится к машинестроению и может быть применено при тарированной затяжке резьбовых соеднений.
Известны способы затяжки резьбовых соединений, при которых усилие затяжки определяется по деформации промежуточной детгши 1 .
Недостаток способов заключается в сложности измерения деформации (требуется специальное оборудование и в некоторых случаях не может быть осуществлена затяжка болтов впотай)
Наиболее близким по технической сущности к предложенному является способ затяжки резьбовых соединений (Заключающийся в определении момента затяжки по углу поворота одной резьбовой детали относительно другой при предварительно выбранных осевых зазорах между сопрягаем1лми элементами
)Статок данного способа заключается в том, что наблюдается , большой разброс предельных моментов затяжки из-за различной податливости сопрягаемых элементов и контактной жесткости резьбовых деталей.
Цель изобретения - повышение точности момента затяжки резьбового соединения.
Поставленная цель достигается тем что производят предварительный поворот одной резьбовой детали в зоне упругих деформаций, замеряют соответствующие этому положению угол поворота и крутящий Момент, момент при последующем ослаблении резьбового соединения, и определяют угол поворота резьбовой детали, обеспечивающий требуемый момент затяжки как отношение произведения предварительного уг.ла затяжки, шага резьбы и требуемого усилия затяжки к произведению числа li и разности предварительно приложенного крутя14его момента и момента при последующем ослаблении резьбового соединения.
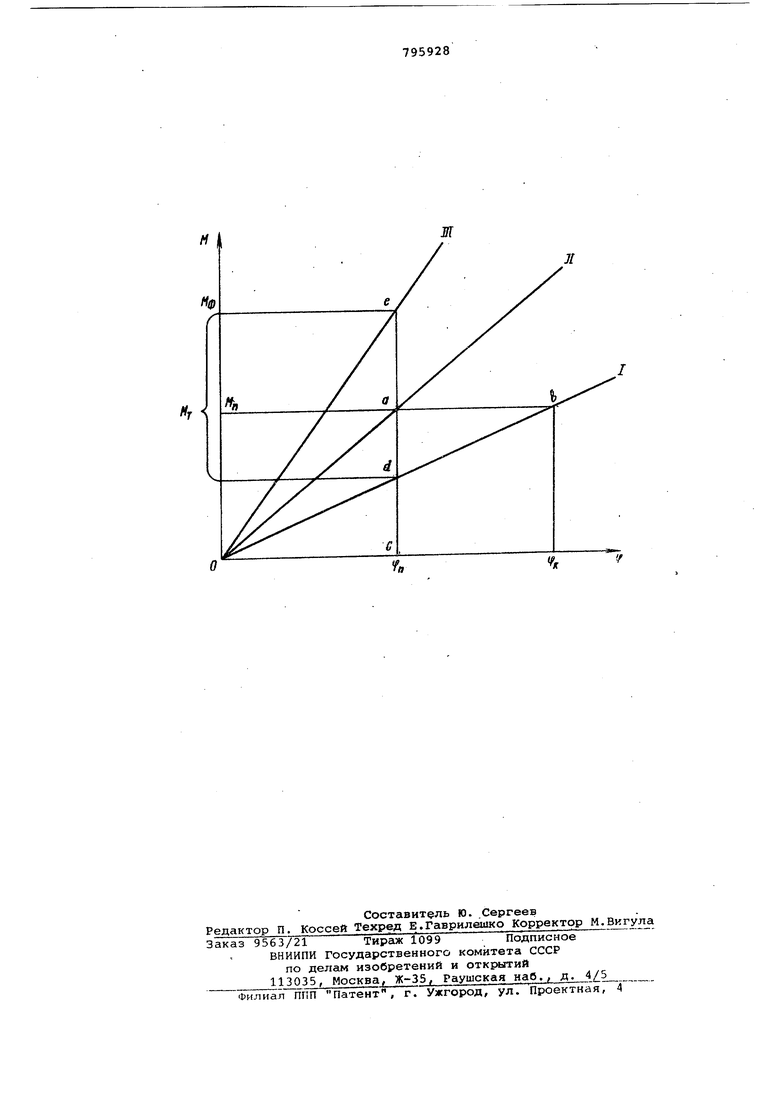
На чертеже изображен график измерения крутящих моментов при затяжке резьбовых соединений.
Способ осуществляется следующим обра3ом
Гайка затягивается до момента Мд, при котором гарантируется, что всё зазоры в соединении выбрали, и при дальнейшей затяжке зависимость между углом поворота гайки и моменом будет линейной. Этот момент для днотипных соединений определяется дин раз практически. Это положение предварительно затянутой гайки в анном случае берется за начало отсчета угла, т.е. (l(.OT начального положения резьбовая деталь (гайка, болт и т.д.) поворачивается ria предварительный угол затяжки УП(любое значение в пределах упругой деформации) и при этом замеряется момент на ключе Мд,. Посла этого осуществляется реверс ключа и определяется момент свинчивания М(,ц.
Момент трения в резьбовом соединении при предварительной затяжке равен
Мф Mfl - MT ,(1 )
где Mf) - предварительный момент по
теоретической кривой. Усилие сжатия свинчиваемых .деталей создается за счет относительного удлинения болта или шпильки. Для идеального ре.зьбового соединения зависимость между моментом на ключе и усилием сжатия определяется по формуле (без учета сил трения).
(2)
Момент затяжки резьбового соедиения определяется с учетом момента а преодоление сил -трения Мт следуюим образом.
Ф ) Момент на свинчивание гайки опеделяется из уравнения
)4ЛЛт,.Кт:, (4)
где Р - усилие затяжки;
d,2 - средний диаметр резьбы,
5 - шаг резьбы;
М - приведенный крэффициент
трения в резьбе; My.- коэффициент трения по торцу гайки;
R-J- - радиус трения по торцу. Разность -между моментом затяжки и моментом свинчивания определяется из выражения
Лф- св-Р- (5)
U
или с учетом (2)
2Ми.
Мф - М
се
Подставляя значение М„
из
I / получаем
.. Мфч MCB
(6) М-,- - Ч:-
Исходя из пропорциональнострезков (см. чертеж) имеем
Зс tP« гха -г } Ас
ca
Cd Cfn
откуда получаем
Wf, .. ,
М -М
П /VI ф т
Получаем, что угол поворота детали будет Определяться из выражения
.р. 5
Ц
XultlM -M)
Для конкретных типов резьбовых соединений можно составить таблицы или графики зависимости угла затяжки от разности моментов.
Представляется возможным создать специальный инструмент, где угол по рота резьбовой детали может опре деляться автоматически в зависимости от разности момента затяжки .и момента свинчивания.
Формула изобретения
Способ затяжки резьбовых соединений, заключакяцийся в определении момента затяжки по углу поворота одной резьбовой детали относительно другой при предварительно выбранных осевых зазорах между сопрягаемыми элементами, отличающийся тем, что, с целью повьаиения точности момента затяжки резьбового соединения, производят предварительный поворот одной резьбовой детали в зоне упругих деформаций, замеряют соответствующие этому положению угол поворота
0 и крутящий момент, момент при последующем ослаблении резьбового соединения, и определяют угол поворота резьбовой детали, обеспечивающий требуемый момент затяжки как отношеf ние произведания предварительного угла затяжки, шага резьбы и требуемого усн.ця затяжки к произведению числа 1 и разности предварительно приложенного крутящего момента и при
последующем ослаблении резьбового
соединения.
Источники информации, принятые во внимание при экспертизе
5 2. Бергер И.А., Носилевич Г.Б. Резьбовые соединения. М. Меиииностроение, 1973, с. 234-235 (прототип)
Н
Мф /
ffh
Иг
