Изобретение относится к машиностроению и может быть использовано, например, в нефтяной и газовой промышленности при затяжке резьбовых соединений.
Известны способы затяжки разъемных резьбовых (в дальнейшем, резьбовых соединений) посредством приложения к гайке крутящего момента, включающие операции непрерывного измерения параметров затяжки [1] или скорости затяжки [2]
Основным недостатком при затяжке резьбовых соединений с помощью крутящего момента является неодновременность затяжки, что порождает неравномерность усилия в болтах до 25% из-за нестабильности коэффициента трения в резьбе и между гайками и опорной поверхностью. На точность замера параметров затяжки оказывает влияние податливость узлов механизма затяжки (ключа или специального приспособления).
Способ затяжки резьбовых соединений до требуемого усилия с помощью гидродомкратов [3] тоже имеет ряд недостатков: наличие сложных по конструкции устройств, приспособлений, приборов (гидроцилиндров, насосных станций и трубопроводов высокого давления, манометров и т.д.), значительные затраты времени при затяжке резьбовых соединений, неодновременность их затяжки.
Наиболее близким по технической сущности к предложенному способу является "способ затяжки гаек" [4] в котором болты4 предварительно нагревают, а затем гайки свободно доворачиваются до упора. После остывания болтов происходит дополнительное затягивание резьбового соединения.
Недостатком этого способа является сложность его реализации и ограниченность области применения.
Для реализации этого способа необходимы специальные болты с размещенным внутри нагревателем, это, в свою очередь, требует более прочного материала или существенного увеличения диаметра болтов. Кроме того, нагревание не всегда возможно или целесообразно, например в специальных химических производствах.
В связи с этим возникают технические задачи исключения операции нагревания болтов и упрощения конструктивной реализации способа за счет исключения специальных болтов.
Данная техническая задача решается путем установки между соединяемыми деталями промежуточной детали затяжки, которая одновременно может выполнять функцию герметизации соединения. При этом деталь затяжки перед установкой охлаждают до температуры значительно ниже соединяемых деталей, потом устанавливают ее между соединяемыми деталями и затем затягивают предварительно, например, резьбовым соединением. Окончательная затяжка соединения осуществляется силами температурного расширения по мере повышения температуры промежуточной детали затяжки под действием окружающей среды, когда ее линейные размеры увеличиваются.
Увеличение линейных размеров детали затяжки рассчитывают в зависимости от требуемого усилия затяжки. Чем больше требуется усилие, тем больше должен уменьшиться размер промежуточной детали при охлаждении. Это может быть обеспечено несколькими способами: понижением температуры охлаждения; использованием материала с высоким коэффициентом линейного расширения; увеличением размера детали, который влияет на усилие затяжки.
Изменение линейного размера промежуточной детали затяжки при охлаждении (нагреве) рассчитывается по следующей формуле [5]
ΔB = α•Δt•B
где ΔB изменение размеров детали,
α коэффициент температурного расширения металла, из которого сделана промежуточная деталь затяжки,
Dt - период температуры,
B линейный размер детали.
Температуру охлаждения и линейный размер промежуточной детали назначают в зависимости от требуемого усилия затяжки.
На чертеже схематично показана одна из возможных реализаций предложенного способа.
Пусть нам необходимо обеспечить надежную затяжку резьбового соединения двух деталей 1 и 2, для этого берем промежуточную деталь 3 за монтажный стержень 4, который предварительно прикреплен к детали 3, охлаждаем до нужной температуры, например в жидком азоте, и устанавливаем между соединяемыми деталями 1 и 2. Шпильки (или болты) 5 пропускаем через отверстия фланцев соединяемых деталей 1 и 2 и навинчиваем на них гайки 6 до упора (т.е. выбираем все зазоры). Окончательная затяжка резьбового соединения осуществляется силами температурного расширения промежуточной детали 3 по мере увеличения линейных размеров в связи с повышением ее температуры под действием окружающей среды.
Предложенный способ затяжки прошел экспериментальную проверку при сборке трубопровода, когда диаметр труб равнялся 60 мм. Промежуточная деталь толщиной 30 мм (линейный размер детали) охлаждалась перед сборкой в жидком азоте до минус 150oC. Предварительно гайки на шпильках при соединении деталей трубопровода затягивались вручную до упора. Окончательная затяжка шпилек осуществлялась увеличением толщины промежуточной детали по мере выравнивания температуры под действием окружающей среды. При испытании внутренним давлением герметичность соединения сохранялась до давления 95 МПа.
Эксперимент показал, что способ затяжки прост в применении; увеличивается производительность труда (на сборку одного соединения требуется не более 5 6 мин, на сборку же с механизированной затяжкой потребовалось около 30 мин), отпадает надобность в специальном оборудовании и контроле усилия затяжки.
Эксперимент проводился в НИИХиммаш (г. Иркутск).
Источники информации
1. Авт. св. 895606, М Кл, B 23 P 19/06. Способ затяжки.
2. Авт. св. 1388272, B 25 B 21/00. Способ затяжки резьбовых соединений.
3. Авт. св. 211416, B 25 B 21/00. Гидравлическое устройство для затяжки гаек.
4. Авт. св. 219333, F 06 B. Способ затяжки гаек.
5. Кошкин И.И. Элементарная физика: Справочник. М. Наука. Гл. ред. физ. -мат. лит. 1991. 240 с. с. 73о
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537061C1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 1972 |
|
SU343085A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ БОЛТОВОГО МЕТАЛЛОКОМПОЗИЦИОННОГО СОЕДИНЕНИЯ | 2015 |
|
RU2607888C1 |
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| СПОСОБ И УСТРОЙСТВО ЗАТЯЖКИ И ОСЛАБЛЕНИЯ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2533705C1 |
| Способ сборки и разборки групп крупных резьбовых узлов фланцевых соединений и устройство для его осуществления | 1987 |
|
SU1521585A1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2280209C1 |
Использование: затяжка резьбовых соединений при сборке трубопроводов в нефтяной и газовой промышленности. Сущность изобретения: между соединяемыми деталями устанавливают промежуточную деталь затяжки, которую предварительно охлаждают до температуры значительно ниже соединяемых деталей, затем производят затяжку резьбового соединения. 1 ил.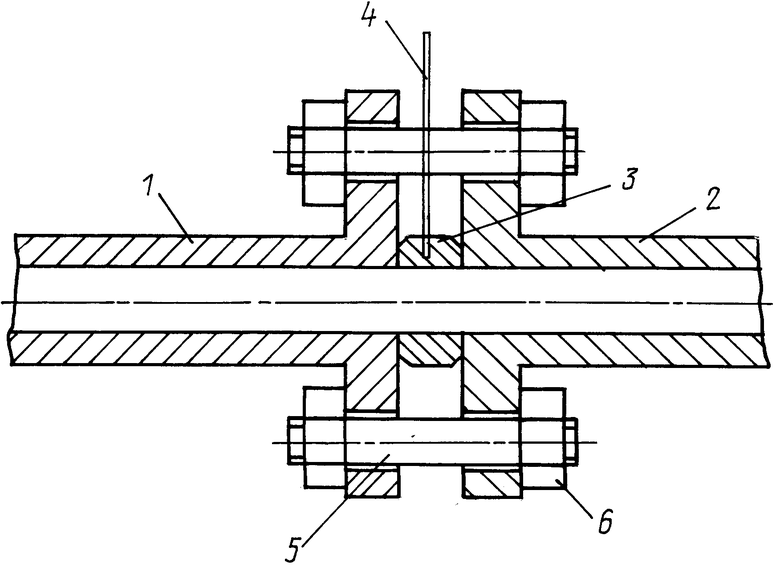
Способ затяжки разъемных резьбовых соединений, заключающийся в использовании перепада температур между соединяемыми деталями и деталями затяжки, отличающийся тем, что для создания перепада температур используют промежуточную деталь затяжки, которую предварительно охлаждают до температуры значительно ниже температуры соединяемых деталей и устанавливают между ними.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, а.с | |||
| Способ затяжки групповых резьбовых соединений | 1980 |
|
SU895606A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, а.с | |||
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ГАЕК | 0 |
|
SU211416A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, а.с | |||
| ЗАТЯЖКИ ГАЕК | 0 |
|
SU219333A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, пат | |||
| N 3477246, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
