Изобретение относится к приборостроению, а именно к технике магнитной записи, и может быть использовано в производстве тонкопленочных магнитных головок.
Целью изобретения является повышение эффективности и упрощение технологии изготовления блока тонкопленоч- ных магнитных головок.
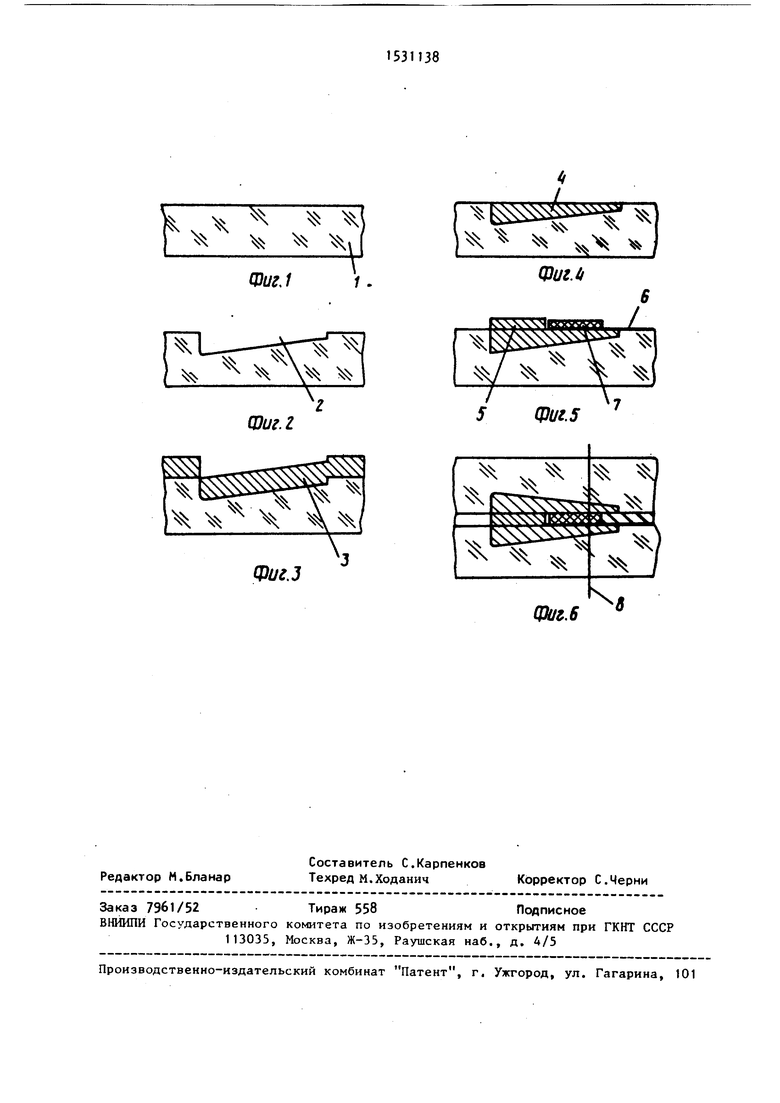
На фиг. 1 - 6 показана последовательность операций изготовления блока тонкопленочных магнитных голо вок.
На фиг. 1 - 5 показаны стеклянная подложка 1 с углублением 2 на ее поверхности, магнитный слой 3, магни- топровод 4 в углублении подложки, замыкающие магнитные элементы 5, а также изоляционные 6 и проводящие 7 слои
обмоток. На фиг. 6 показана линия Н, по которой осуществляют обработку рабочей поверхности блока тонкопленочных магнитных головок.
Предлагаемый способ изготовления блока тонкопленочных магнитных головок осуществляют следующим образом.
Две подложки 1 (фиг. 1-5, показана последовательность операций для одной подложки) из стекла, согласованного по ТКР с пермаллоем (например, стекла С-99, С-110) с плоскопараллельными поверхностями очищают от загрязнений. Последовательность операций очистки: кипячение в органическом растворителе (ацетон, спирт ректификованный), кипячение в дистиллированной воде, сушка з вакууме при ЗОО С. Затем на поверхность очищенСП
СО
tcmA OQ
00
ных стеклянных подложек устанавливают пуансон с выступами в форме прямоугольников с плавно изменяющейся высотой. Количество выступов равно количеству каналов в блоке тонкопленочных магнитных головок. Подложки с установленными на них пуансонами загружают в печь, имеющую регулятор температуры. Осуществляют постепенное (в течение 30 мин) нагревание до дилатометрической температуры размягчения (для стекла С-110 , для стекла С-900 SSO-SOO C). При это температуре выдерживают стекла с ус- тановленными пуансонами в течение времени, достаточного для вдавливания выступов пуансона в стеклянные подложки. В зависимости от температуры и марки стекла это время составля ет от 30 мин до 2 ч. После этого осуществляют медленное снижение температуры до полного остывания в режиме выключенной печи.Благодаря этому снимаются упругие напряжения в стек- ле. Таким образом, получают две стеклянные подложки с углублениями 2 в форме магнитопроводов (фиг. 2) с толщиной, уменьшающейся в сторону рабочей поверхности блока магнитных головок.
На изготовление таким образом подложки напыляют магнитные слои 3 из пермаллоя (фиг. 3) толщиной, превышающей глубину углубления 2. После этого участки магнитных слоев, пес- тупающие над поверхнсктью стеклянных подложек, удаляют при помощи механической обработки поверхностей стек- .лянных подложек, в результате чего получают магнитопроводы в углубле- ниях подложек. Таким образом, поверхность сформированных магнитопроводов k оказывается планарной с поверхностью стеклянных подложек 1, в результате чего устраняются перегибы проводящих слоев обмоток.
Экспериментальная проверка характеристик пленок пермаллоя Н808И, на.
пыленных с помощью магнетронного уст ройства в углублениях, термически сформированных на стекле, показала следующие результаты: коэрцитивная сила Hg 0,3 - 0,5 Э, поле анизитро- пии HC 3 - 5 Э, магнитная проницае мость |U -2006-3300, что полностью удовлетворяет требованиям и обеспечивает возможность изготовления 2о 25 ,Q
45
50
55
копленочных магнитных головок с высокой эффективностью.
Затем на одной из подложек посредством напыления с последующей фотолитографией формируют замыкающие элементы 5 магнитопроводов,изоляционные 6 и проводящие 7 слои обмоток.
Две стеклянные подложки, на одной из которых сформированы магнитопроводы 4, замыкающие элементы 5 магнитопроводов, изоляционные 6 и проводящие 7 слои обмоток, а на второй - только магнитопроводы, складывают поверхностями с напыленными слоями (фиг. 6) и совмещают верхние и нижние магнитопроводы. Контроль совмещения осуществляют с помощью микроскопа через прозрачные участки стеклянных подложек. Подложки соединяют одним из известных способов, например, склейкой или диффузионной пайкой.
Полученную структуру устанавливают в корпус, обрабатывают рабочую поверхность блока головок по линии 8 и вскрывают рабочий зазор. Обработку рабочей поверхности блока тонкопленочных магнитных головок по линии 8 осуществляют та.к, чтобы обеспечить требуемую толщину полюсных наконечников в области рабочего зазора. Формула изобретения
Способ изготовления блока тонкопленочных магнитных головок путем формирования углублений на поверхности стеклянной подложки, осаждения магнитных слоев первой половины магнитопроводов, удаления выступающих над поверхностью подложки частей магнитных слоев, формирования обмоток и через рабочий зазор второй половины магнитопроводов, отличающий- с я тем, что, с целью повышения эффективности и упрощения технологии изготовления, углубления с наклонным дном выполняют на двух стеклянных подложках нагреванием стеклянных подложек до дилатометрической температуры размягчения и вдавливанием в них пуансона , причем меньшая глубина обращена к рабочим зазорам поверхности головки, магнитные слои наносят на обе стеклянные подложки и после чего формируют на одной из подложек за1«« 1каю- щие элементы магнитопроводов и обмоток, затем обе подложки соединяют, осуществляя контроль совмещения сформированных структур через прозрачные участки стеклянных подложек.
t
c Ч J
Фиг,1
чч
4
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопроводов тонкопленочных магнитных головок | 1989 |
|
SU1683066A1 |
| Способ изготовления многовитковых интегральных магнитных головок | 1983 |
|
SU1103284A1 |
| Блок тонкопленочных магнитныхгОлОВОК | 1979 |
|
SU822257A1 |
| Блок тонкопленочных магнитных головок для видеозаписи | 1980 |
|
SU945893A1 |
| Многодорожечный блок тонкопленочных магнитных головок | 1987 |
|
SU1531141A1 |
| Тонкопленочная магнитная головка | 1976 |
|
SU662961A1 |
| Тонкопленочная магнитная головка | 1979 |
|
SU838720A1 |
| Способ изготовления тонкопленочных магнитных головок | 1983 |
|
SU1249581A1 |
| Блок тонкопленочных магнитных головок | 1980 |
|
SU957266A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1254544A1 |
Изобретение относится к технологии изготовления блока тонкопленочных магнитных головок и позволяет повысить эффективность и упростить технологию изготовления. Для этого углубления с наклонным дном выполняют на двух стеклянных подложках, нагретых доя дилатометрической температуры размягчения, вдавливанием в них пуансона, причем меньшая глубина обращена к рабочим зазорам поверхности головки. Магнитные слои наносят на обе стеклянные подложки и формируют на одной из них замыкающие элементы магнитопроводов и обмоток, затем обе подложки соединяют, осуществляя контроль совмещения сформированных структур через прозрачные участки стеклянных подложек. 6 ил.
Фиг. 2
Фиг,3
фиг. 6
| Многодорожечный блок тонкопленочных магнитных головок | 1985 |
|
SU1269191A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| МАШИНА ДЛЯ НАКЛЕИВАНИЯ ЭТИКЕТОВ НА БУТЫЛКИ | 1925 |
|
SU517A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| () СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ТОНКОПЛЕНОЧНЫХ МАГНИТНЫХ ГОЛОВОК | |||
