Изобретение относится к приборостроению, в частности к технике магнитной записи, и предназначено для изготовления магнитных головок.
Цель изобретения - повышение чувствительности магнитных головок.
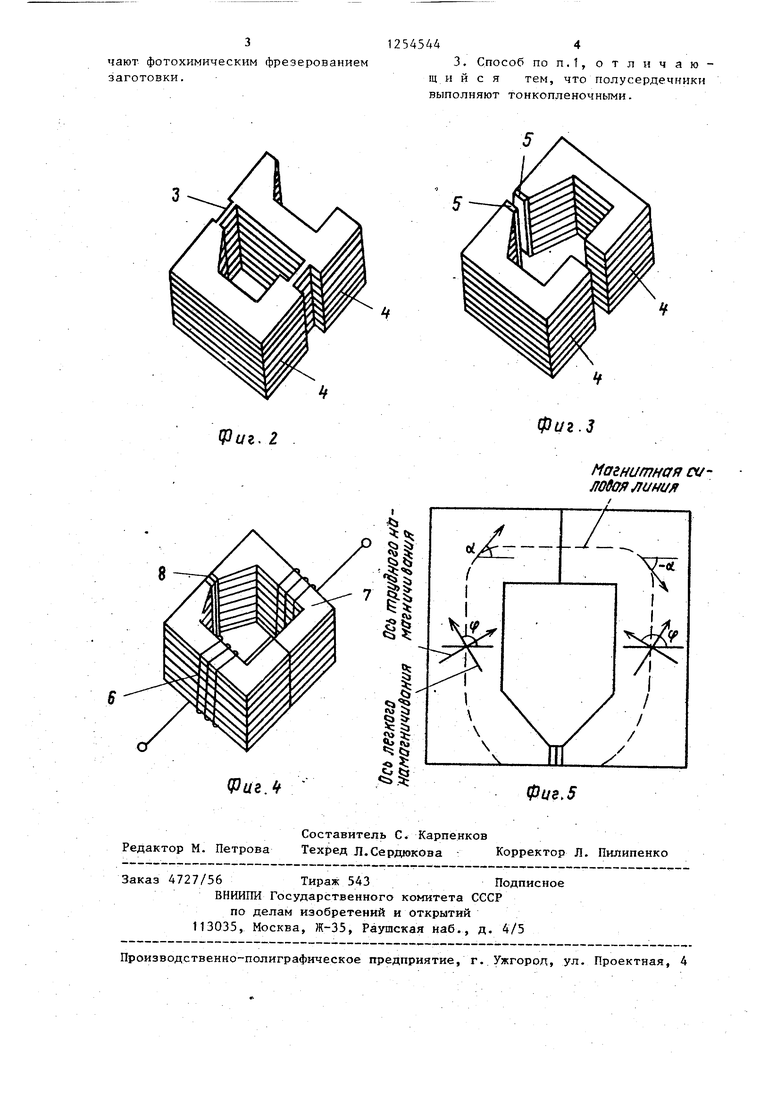
На фиг. 1 показаны нарезанные под углом 150-165® к оси трудного намагничивания заготовки пластины из маг- нитомягкого материала, соединенные между собой перемычками; на фиг. 2 - полусердечники магнитной головки; на фиг. 3 - то же, с напыленными нет магнитными прокладками; на фиг. 4 - магнитная головка со сформированным рабочим зазором и нанесенной обмоткой; на фиг. 5 - модель магнитной головки для аналитического расчета.
Способ изготовления магнитных головок заключается в следующем.
Из заготовки 1 (фиг. 1), выполненной из магнитомягкого материала, нарезают пластины 2, соединенные перемычками 3. Затем скрепляют пластины 2 в полусердечники 4 (фиг. 2) и удаляют перемычки 3. После этого формируют рабочий зазор путем нанесения немагнитных прокладок 5 (фиг.З и наносят обмотки 6. Затем скрепляют полусёрдечники 4 между собой и получают магнитную головку 7 с рабочим зазором 8 (фиг. 4). Разрезание заготовки 1 на пластины 2 производят под углом ,150-165° к оси трудного намагничивания заготовки (фиг. 5).
Пластины 2 получают фотохимическим фрезерованием заготовки 1.
Наряду с этим вариантом полусердечники 4 выполняют тонкопленочными. Способ осуществляют следующим
образом. I
Из заготовки 1, выполненной из магнитомягкого материала, например пермаллоя 81 НМЛ, толщиной 20...100 м с помощью фотохимического фрезерования нарезают пластины 2, соединенные перемычками 3 под углом 150-165° к оси трудного намагничивания заготовки (фиг. 1). Для этого заготовку 1 сначалд обезжиривают полировальной известью, декапируют в растворе соляной кислоты 10-15 с, промывают проточной водой и сушат при 130-140 0 в течение 25-30 мин. На поверхность заготовки 1 наносят фоторезист и сушат при 80i5 C в течение 15-20 мин. Затем накладывают на поверхность заготовки с фоторезистом стеклянный
фотошаблон (не показан) и экспонируют при помощи ультрафиолетовых лучей в течение 2-3 мин. Рисунок (контуры пластин 2, соединенных перемычками 3) проявляют в растворе тринатрий- фосфата в течение 20-25 с. Заготовку промывают водой, сушат на воздухе и подвергают термообработке при 130±10С в течение 30-40 мин. Затем вытравливают места заготовки 1, не закрытые фоторезистом в растворе серной кислоты, в течение 2-3 мин (при зтом получают пластины 2, соединенные перемычками 3, покрытые фоторезистом).
Фоторезист удаляют раствором едкого натра при 20±2 С в течение 2-3 мин. Пластины 2, соединенные перемычками 3, промывают этиловым спиртом и сушат, после чего скрепляют их в полусердечники 4, Скрепление осуществляют при помощи, например, эпоксидного клея ЭКС-4, нанося его на скрепляемые между собой пластины 2 и перемычки 3 и проводя сушку в течение
3 ч при 140°С в воздушной среде (фиг. 2). После этого перемычки 3 удаляют при помощи, например, электроискрового станка. На торцовые поверхности полусердечников 4 напыляют немагнитные прокладки 5 из моноокиси
германия при температуре нагрева по- лусердечников. 80-100 С в вакууме 10 -10 мм рт.ст. со скоростью осаждения 0,7 мкм/ч (фиг. 3). Затем на
полусердечники 4 наносят обмотку 6 (например провод ПЭТТЛ-1 диаметром 0,02-0,07 мм) и скрепляют между собой полусердечники 4, образуя магнитную головку 7 с рабочим зазором 8
(фиг. 4).
Формула изобретения
1.Способ изготовления магнитных головок, включающий разрезание заготовки из магнитомягкого материала на пластины, соединенные перемычками, скрепление пластин в полусердечники, удаление перемычек, нанесение
обмотки и формирование рабочего зазора, отличающийся тем, что, с целью повьшения чувствительности магнитных головок, разрезание заготовки на пластины производят
под углом 150-165°С к,оси трудного
намагничивания заготовки.
2.Способ по П.1, от л и ча ю - щ и и с я тем, что пластины получают фотохимическим фрезерованием заготовки.
12545444
3. Способ ПОП.1, отличающийся тем, что полусердечникн выполняют тонкопленочными.
93(/г. 2
фиг.З
Магнитная ct/ff{ i/W/f
(Pue.fy
Фиг.5
Составитель С. Карпенков Редактор М. Петрова Техред Л.Сердюкова : Корректор Л. Пилипенко
Заказ А727/56 Тираж 543Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU553664A1 |
| Многоканальная магнитная головка | 1990 |
|
SU1728884A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления комбинированного сердечника магнитной головки | 1991 |
|
SU1793462A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
Изобретение относится к магнитной записи и позволяет повысить чувствительность магнитных головок. Для этого разрезание заготовки 1 из магнитомягкого материала на пластины 2 с перемычками производят под углом 150-165° к оси трудного намаг- н ичивания заготовки. Скрепив пластины в полусердечники, удаляют перемычки 3. Рабочий зазор формируют нанесением немагнитных прокладок. После нанесения обмоток скрепляют сердечники между собой, образуя магнитную головку. 5 ил. Ось легкого НУI О) с 9 фиг.Г
| Способ изготовления магнитной головки | 1981 |
|
SU995117A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления сердечников магнитных головок | 1981 |
|
SU1014018A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
