Изобретение относится к черной металлургии, преимущественно к методам обработки жидкого металла в процессе его кристаллизации.
Цель изобретения - повышение качества металла и подавление усадочных дефектов.
С этой целью в способе вибрационного воздействия на затвердевающий металл путем сообщения изложнице с расплавом колебаний различной частоты обработку ведут циклически плавным изменением частоты колебаний, при этом диапазон изменения частоты составляет (0,3-0,5)-(80-100) Гц, причем частота минимальна в начале и конце цикла и максимальна в середине цикла, а Тщительность цикла изменения частоты колебаний во всем диапазоне равна 0,02-0,04 периода затвердевания слитка или отливки.
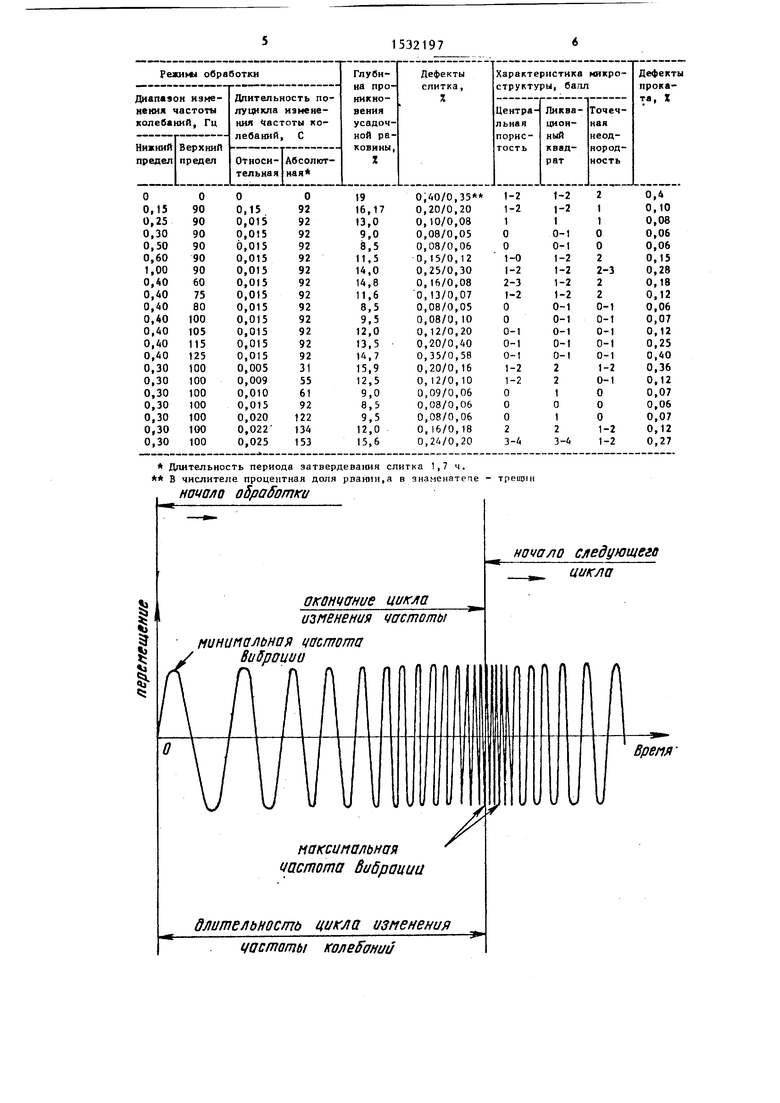
На чертеже представлен характер изменения колебаний во времени.Обработку начинают с минимальных частот, так как при этом в расплаве прекращается термогравитационная конвекция, а его переметвание осуществляется за счет воздействия стоячих волн. При этом наиболее интенсивно расплав перемешивается в головной части слитка, что дает возможность изменить характер продвижения фронта кристаллизации, так как обра- зовапш-1еся в жидкой фазе кристаллы (твердая фаза) оседают на дно слитка и, как следствие, увеличивают сюсл
00 ND
СО
3
рость движения фронта кристаллизаци в вертикальной плоскости. Это, в конечном счете, снижает глубину про-, никновения усадочной раковины.
То, что частота минимальна в начале и конце цикла и максимальна в середине цикла, обеспечивает, с одной стороны, интенсивное перемешивание расплава, а, с другой стороны, на- иболее эффективное разрушение формип рующихся дендритов. Более высокие значения частот колебаний способствуют разрушению формирующихся дендритов, перемепшванию жидкой и твердой фаз в зоне фронта кристаллизации, а также снятию внутренних напряжений в твердой оболочке слитка. Диапазон изменения частоты колебаний, составляющий (0,3-0,5)-(80-100) Гц, обеспе чивает наиболее полное повышение качества металла и подавление усадочных дефектов.
Нижний предел частоты колебаний определяется возможностью формирова- ния на поверхности расплава одноуз- ловых стоячих волн. Так как глубина перемешивания расплава стоячими волнами примерно соответствует длине стоячей волны, то именно одноузловые волны наиболее эффективно перемешивают жидкую фазу слитка. Уменьшение частоты колебаний менее (0,3-0,5) нерационально , так как при этом никаких дополнительных эффектов виброобработки не достигается.
Верхний предел частоты колебаний 80-100 Гц определяется из условия неразрушения затвердевающего металла.Увеличение частоты колебаний свыше 80-100 Гц нецелесообразно, так как при этом повьшается количество горячих трещин в зоне фронта кристаллизации, что в значительной степени снижает качество металлической структуры.
Длительность цикла изменения частоты колебаний во всем диапазоне, составляющая 0,02-0,04 периода затвердевания слитка, обеспечивает наиболее равномерное формирование крис таллической структуры слитка. Уменьшение длительности цикла изменения частоты колебаний менее 0,02 периода затвердевания слитка или отливки снижает качество обработки вслед- ствие того, что продолжительность воздействия на металл колебаниями
,
1532
и jj-2025,.
55
40
45
50
1974
определенной частоты не обеспечивает максимальную эффективность воздействия, что предопределяет увеличение р&змеров кристаллитов и глубины проникновения усадочных дефектов. Увеличение длительности цикла изменения частоты колебаний свьш1е 0,04 периода затвердевания слитка или отливки нецелесообразно, таК как возрастает неоднородность металла слитка, выражающаяся как в появлении кристаллитов различных размеров, так и в образовании концентрических ликвацион- ных квадратов.
Способ реализуется следующим образом.
Отливают слитки массой 5 т из стали ШХ 15. Разливку стали производят сверху. Вибрационное воздействие начинают после окончания заливки металла. Вибрацию прикладывают к массивной стальной плите, установленной на упругих элементах. Изложницу жестко крепят к плите.
Контроль качества получаемых слитков осуществляют по глубине проникновения усадочной раковины, дефектам слитка (рванины, плены и трещины) и дефектам проката (при прокатке в квадрат 80x80 мм).
Результаты обработки по предлагаемому способу приведены в таблице.
Из таблицы следует, что при обработке металла предложенным способом уменьшаются дефекты проката на 0,33%, снижается центральная пористость, а следовательно, повышается качество металла.
Формула изобретения
Способ вибрационного воздействия на затвердевающий металл путем сообщения изложнице с расплавом колебаний различной частоты, отличающийся тем, что, с целью по- вьш1ения качества металла и подавления усадочных дефектов, обработку ведут циклически плавньм изменением частоты колебаний, при этом диапазон изменения частоты составляет (0,3-0,5)-(80-100) Гц, причем частота минимальна в начале и конце цикла и максимальна в середине цикла, а длительность цикла иг5менения частоты колебаний во всем диапазоне равна 0,02-0,04 периода затвердевания слитка или отливки.
Длительность периода затвердевания слитка 1,7 ч, В числителе процентная доля рвашш.а в энаменатепе - трещзш
начало oSpaSomtfu
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки затвердевающего слитка | 1988 |
|
SU1570844A1 |
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| СПОСОБ ГОМОГЕНИЗАЦИИ РАСПЛАВОВ ПУТЕМ ЦИКЛИЧЕСКИХ ФАЗОВЫХ ПРЕОБРАЗОВАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2393941C1 |
| Способ получения отливок | 1988 |
|
SU1574350A1 |
| Способ получения слитка | 1986 |
|
SU1353572A1 |
| Способ обработки слитков | 1987 |
|
SU1509175A1 |
| Способ получения слитка | 1986 |
|
SU1342592A1 |
| Способ получения слитка | 1990 |
|
SU1770070A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| СПОСОБ ЭЛЕКТРОВИБРОИМПУЛЬСНОЙ ОБРАБОТКИ КРИСТАЛЛИЗУЮЩЕГОСЯ МЕТАЛЛА | 1999 |
|
RU2162026C1 |
Изобретение относится к черной металлургии, преимущественно к методам обработки жидкого металла в процессе его кристаллизации. Цель изобретения - повышение качества металла и подавление усадочных дефектов. В способе вибрационного воздействия на затвердевающий металл путем сообщения изложнице с расплавом колебаний различной частоты обработку ведут циклически плавным изменением частоты колебаний, при этом диапазон изменения частоты составляет (0,3 - 0,5) - (80 - 100) Гц, причем частота минимальна в начале и конце цикла и максимальна в середине цикла, а длительность цикла изменения частоты колебаний во всем диапазоне равна 0,02 - 0,04 периода затвердевания слитка или отливки. 1 ил. 1 табл.
окончание цикла
максимальная (ас/пота диброиии
начало следующего . цикла
| Способ получения слитков | 1979 |
|
SU846091A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Влияние внешних воздействий на жидкий и кристаллизующийся металл | |||
| Киев, ИПЛ АН УССР, 1978, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
