0 с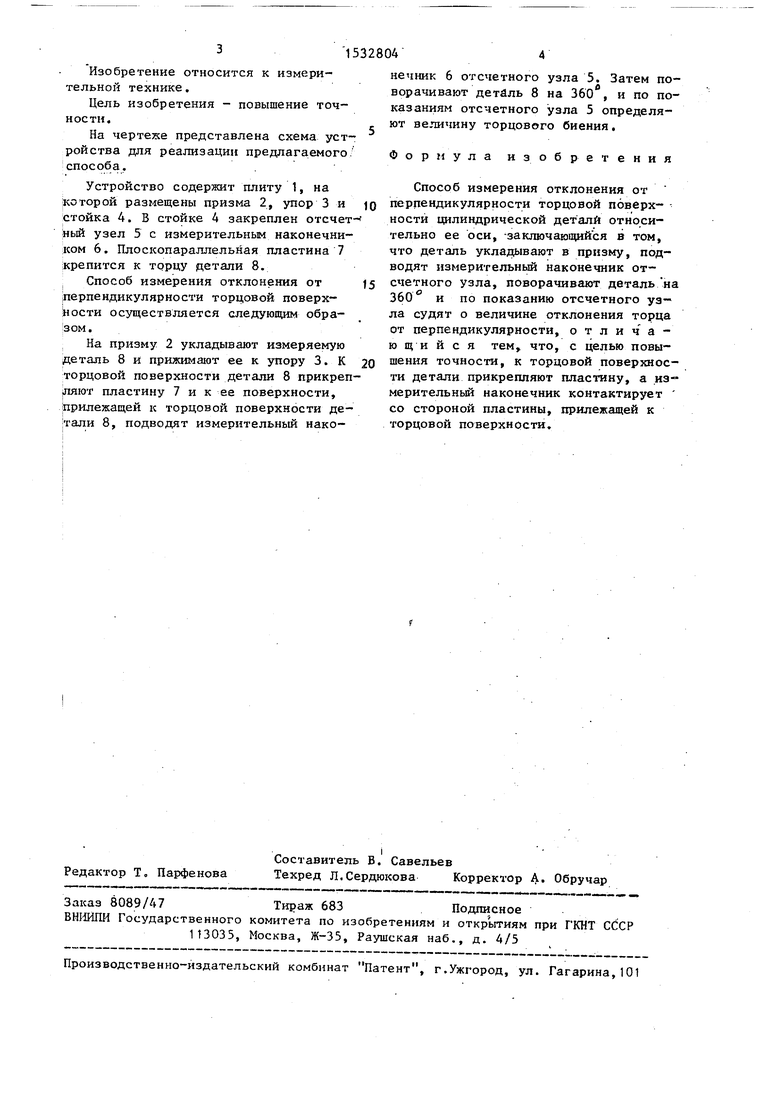
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения отклонения от перпендикулярности | 1987 |
|
SU1525434A1 |
| Способ контроля биений поверхностей деталей | 1990 |
|
SU1710991A1 |
| Устройство для измерения отклонения от перпендикулярности торцов детали относительно оси отверстий | 1986 |
|
SU1434236A1 |
| Устройство для измерения взаимного расположения поверхностей | 1984 |
|
SU1231385A1 |
| Устройство для измерения отклонения от соосности отверстий | 1983 |
|
SU1188514A1 |
| Способ контроля биения торца детали | 1987 |
|
SU1504482A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ПАЗА И ОСИ ОТВЕРСТИЯ | 2009 |
|
RU2406969C1 |
| Устройство для измерения отклонения от перпендикулярности пазов | 1989 |
|
SU1712772A1 |
| Способ измерения параметров паза на наружной сферической поверхности детали | 2024 |
|
RU2823229C1 |
| Устройство для контроля взаимного расположения поверхностей детали | 1988 |
|
SU1562671A1 |
Изобретение относится к измерительной технике. Цель изобретения - повышение точности. При измерении отклонения от перпендикулярности торцовой поверхности деталь 8 укладывают на призму 2 и прижимают ее к упору 3. К торцовой поверхности детали 8 прикрепляют пластину 7 и к ее поверхности, прилежащей к торцовой поверхности детали 8, подводят измерительный наконечник 6 отсчетного узла 5. Затем поворачивают деталь 8 на 360°С и по показаниям отсчетного узла 5 определяют величину торцового биения. 1 ил.
8
У///////////////
4
31
Изобретение относится к измерительной технике.
Цель изобретения - повышение точности.
На чертеже представлена схема устройства для реализации предлагаемого способа.
Устройство содержит плиту 1, на которой размещены призма 2, упор 3 и стойка 4. В стойке 4 закреплен отсчет ный узел 5 с измерительным наконечником 6. Плоскопараллельная пластина 7 крепится к торцу детали 8.
Способ измерения отклонения от перпендикулярности торцовой поверх- ости осуществляется следующим образом.
На призму 2 укладывают измеряемую деталь 8 и прижимают ее к упору 3. К торцовой поверхности детали 8 прикреляют пластину 7 и к ее поверхности, прилежащей к торцовой поверхности детали 8, подводят измерительный нако
нечник 6 отсчетного узла 5. Затем поворачивают деталь 8 на 360 , и по показаниям отсчетного узла 5 определяют величину торцового биения.
Формула изобретения
Способ измерения отклонения от перпендикулярности торцовой поверхности цилиндрической детали относительно ее оси, -заключающийся в том, что деталь укладывают в призму, подводят измерительный наконечник отсчетного узла, поворачивают деталь на 360 ° и по показанию отсчетного узла судят о величине отклонения торца от перпендикулярности, отличающийся тем, что, с целью повышения точности, к торцовой поверхности детали прикрепляют пластину, а измерительный наконечник контактирует со стороной пластины, прилежащей к торцовой поверхности.
| Бурдун Г.Д | |||
| и др | |||
| Линейные и угловые измерения | |||
| М.: Стандарты, 1977, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Контрольный прибор для определения утечки воды в водопроводах | 1925 |
|
SU1786A1 |
