Изобретение относится к металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали.
Целью изобретения является повышение стойкости инструмента.
Способ осуществляют следующим образом.
Сверла диаметром 10,4 мм, изготовленные методом винтового проката из стали РбМ5, подвергают ступенчатому нагреву до температуры закалки 1220°С, выдерживают при этой температуре и ступенчато охлаждают, после чего проводят отпуск 570°С х Зр 1 ч. На заключительном этапе термообработки сверла выдерживают в кипящей воде (при 100°С) в течение 5-7 ч.
При таком способе термической обработки инструментов из быстрорежущей стали режущие их свойства значительно выше, чем после термической обработки по известному способу.
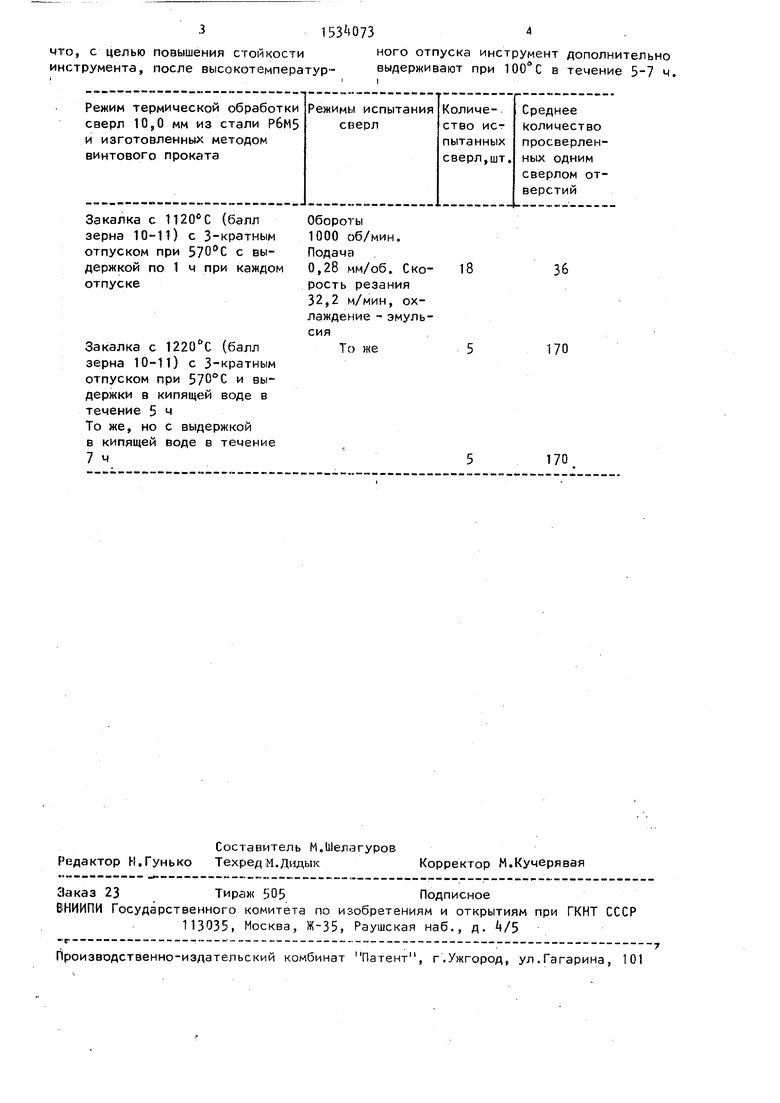
Данные стоимостных испытаний сверл диаметром 10, мм, изготовленных методом винтового проката,сталь РбМ5, приведены в таблице.
I
Формула изобретения
Способ термической обработки инструмента из быстрорежущей стали, включающий ступенчатый нагрев до температуры закалки, выдержку, ступенчатое охлаждение и высокотемпературный отпуск, отличающийся тем,
СЛ
СО 4 О J
00
что, с целью повышения стойкости инструмента, после высокотемпературного отпуска инструмент дополнительно выдерживают при в течение 5-7 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки инструмента из быстрорежущей стали | 1987 |
|
SU1544824A1 |
| Способ термической обработки быстрорежущей стали | 1990 |
|
SU1749268A1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ термической обработки легированных дисперсионно-твердеющих инструментальных сталей | 1987 |
|
SU1583454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УЛУЧШЕНИЯ ИНСТРУМЕНТА | 2014 |
|
RU2547978C1 |
| Способ термической обработки быстрорежущей стали | 1982 |
|
SU1089152A1 |
Изобретение относится к металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали. Цель изобретения - повышение стойкости инструмента. Сверла из стали Р6М5 ступенчато греют до температуры закалки 1220°С, выдерживают при этой температуре и ступенчато охлаждают, после чего сверла подвергают отпуску 570°С .3р.1ч. Заключительным этапом обработки является выдержка в ванне с кипящей водой при 100°С в течение 5-7 ч. Способ позволяет значительно повысить стойкость инструментов из быстрорежущей стали. 1 табл.
Режим термической обработки сверл 10,0 мм из стали РбМ5 и изготовленных методом винтового проката
Закалка с 1120°С (балл зерна 10-11) с 3-кратным отпуском при 570°С с выдержкой по 1 ч при каждо отпуске
Закалка с 12204 (балл зерна 10-11) с 3-кратным отпуском при 570°С и выдержки в кипящей воде в течение 5 ч То же, но с выдержкой в кипящей воде в течение 7 ч
Среднее Количество просверленных одним сверлом отверстий
18
36
170
170
| Типовая технология термической обработки инструмента для условий автоматизированного производства | |||
| - М.: НИИМАШ, 1975, с | |||
| Насос | 1917 |
|
SU13A1 |
| Смольников Е.А | |||
| Термическая обработка инструмента в соляных ваннах | |||
| - М.: Машиностроение, 1981, с.1б2, 191, 208, 209 | |||
| ( СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | |||
