i
(21)4339665/31-02
(22)08.12„87
(46) 23.02.90. Бюл. № 7
(71)Томский инженерно-строительный институт
(72)ИаПоКандаловский (53) 621.785.78(088„8)
(56) Типовая технология термической обработки инструмента для условий автоматизированного производства. М„: НИИМАШ, 1975, Со13о
Смольников ЕоАо Термическая обработка инструментов в соляных ваннах. М„: Машиностроение, 1981, , 191, 208, 209о
(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ (57) Изобретение относится к металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали Целью изобретения является повышение стойкости инструмента. Сверла из стали Р6М5 нагревают до 1220-1230°С, выдерживают и охлаждают. По окончании закалки сверла подвергают сначала низкотемпературному отпуску при 180-250°С в течение 5-7 ч, а затем двукратному высокотемпературному при 550-570°С по 1 ч. Способ позволяет значительно повысить стойкость инструмента из быстрорежущей стали. 1 табл
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки инструмента из быстрорежущей стали | 1987 |
|
SU1534073A1 |
| Способ термической обработки быстрорежущей стали | 1990 |
|
SU1749268A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ, ЛЕГИРОВАННЫХ, ВЫСОКОЛЕГИРОВАННЫХ, БЫСТРОРЕЖУЩИХ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 1996 |
|
RU2100456C1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1989 |
|
SU1765211A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2016 |
|
RU2620656C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2011 |
|
RU2452780C1 |
| Способ обработки инструмента из быстрорежущей стали | 1987 |
|
SU1516500A1 |
| Способ термической обработки изделий из быстрорежущей стали | 1981 |
|
SU1006515A1 |
Изобретение относится к металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали. Целью изобретения является повышение стойкости инструмента. Сверла из стали Р6М5 нагревают до 1220-1230°С, выдерживают и охлаждают. По окончании закалки сверла подвергают сначала низкотемпературному отпуску при 180-250°С в течение 5-7 ч, а затем двухкратному высокотемпературному при 550-570°С по 1 ч. Способ позволяет значительно повысить стойкость инструмента из быстрорежущей стали. 1 табл.
Изобретение относится к металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали0
Цель изобретения - повышение стойкости инструмента
Пример. Сверла из стали Р6М5 диаметром 10,7 мм, изготовленные методом винтового проката, ступенчато нагревают до температуры закалки 1220-1230СС, выдерживают при этой температуре, после чего ступенчато охлаждаюто По окончании закалки инструмент подвергают сначала низкотемпературному отпуску при 180-250 С в течение 5-7 н, а затем двукратному высокотемпературному при 550-570 С по 1 ч „
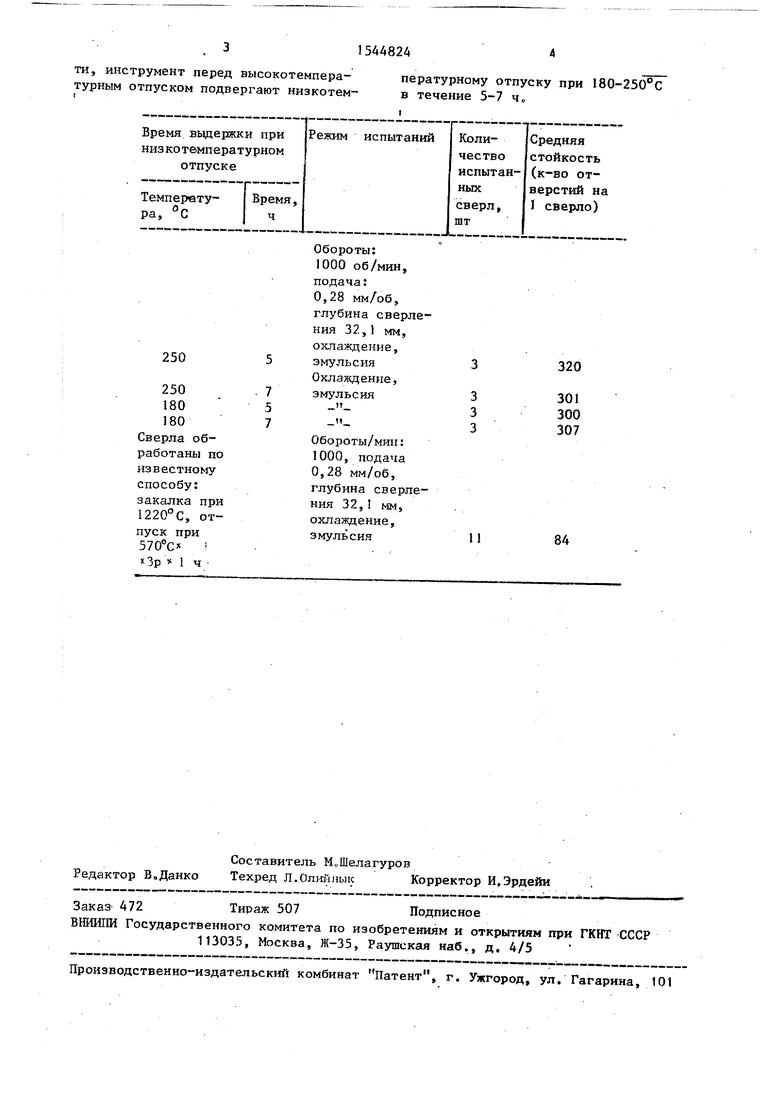
При таком способе термической обработки инструментов из быстрорежущей стали режущие свойства инструментов значительно выше, чем после термической обработки по известному способу Сравнительные данные испытаний стойкостных свойств сверл диаметром 10,7 мм.приведены в таблице о Формула изобретения
Способ термической обработки инструмента из быстрорежущей стали, включающий ступенчатьй нагрев до температуры закалки, выдержку, ступенчатое охлаждение и высокотемпературный отпуск, отличающийся
тем.
что, с целью повышения стойкоета, инструмент перед высокотемпературным отпуском подвергают низкотемпературному отпуску при 180-250°С в течение 5-7 ч.
