31535673
относится к обработке
бо ни ег жа пе
материалов резанием и может быть использовано при обработке особо точных деталей из твердых сплавов.
Цель изобретения - повышение стойкости инструмента, точности и производительности при обработке особо точных деталей на финишных операциях более точного определения динамических параметров резца в процессе резания.
На чертеже изображена схема резца.
Резец состоит из державки 1, в пазу которой установлена режущая пластина 2, закрепляемая при помощи прихвата 3. Между прихватом и режущей пластиной расположена изолирующая прокладка k. Режущая пластина опирается на подкладку 5 из твердого спла- ва. На передней и опорной поверхностях режущей пластины 2 методом напыления нанесены токопроводящие покрытия равномерной толщины в несколько микрометров - электроды 6, 7. К токо проводящему покрытию на передней поверхности режущей пластины и к опорной пластине припаяны токосъемные проводники 8 и 9.
Работа устройства в режиме диагностики процесса резания осуществляется путем съема электрических зарядов, возникающих на электродах 6, 7 при резании. В режиме управления динамикой режущего элемента на электроды 6 и 7 подается переменный ток требуемой частоты и амплитуды, приводящий к возникновению вынужденных колебаний режущего элемента с оптимальными условиями резания.
В качестве материала для режущего элемента может быть использован поликристалл кубического нитрида бора, обладающего пьезоэлектрическими свойствами, на переднюю и опорную поверх- ности которого нанесено серебряное покрытие толщиной 2-3 мкм.
5-
10
15
2025
Поликристалл кубического нитрида бора синтезирован и обработан механически таким образом, что плоскость его поляризации при установке в державку резца совпадает с опорной и передней поверхностью поликристалла.
Допуск параллельности передней и опорной поверхности режущего элемента перед нанесением покрытия не превышает 0,001 мм, их шероховатость не хуже Rr 0,1 мкм.
Поверхность твердосплавной подкладки доводится до значения неплоскостности не хуже 0,001 мм, шероховатости RT 0,1 мкм.
Использование в качестве пьезодат- чика и пьезовибратора режущего элемента позволяет повысить точность управления динамическими характеристиками режущего элемента, а также чувствительность и точность регистрации параметров сигналов акустической эмиссии при точении твердых сплавов.
Формула изобретения
Токарный резец для финишной обра- ботки деталей, содержащий державку с креплением прихватом режущего элемента, пьезодатчик и пьезовибратор, отличающийся тем, что, с целью повышения стойкости инструмента, точности и производительности при обработке особо точных деталей на финишных операциях путем более точного определения динамических параметров резца в процессе резания, режущий элемент выполнен из материала, обладающего пьезоэлектрическими свойствами, а плоскость поляризации которого параллельна опорной и передней поверхностям режущего элемента , при этом на передней и опорной поверхностях режущего элемента выполнены токопроводящие покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточной резец для финишной обработки | 1988 |
|
SU1523257A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| Сборный резец | 1979 |
|
SU882705A1 |
| РЕЗЕЦ | 1994 |
|
RU2056977C1 |
| Регулируемое режущее устройство | 1986 |
|
SU1424982A1 |
| РЕЗЕЦ | 1995 |
|
RU2070480C1 |
| Резец | 1975 |
|
SU560702A1 |
| Резец | 1988 |
|
SU1593783A1 |
| СПОСОБ ПОЖИДАЕВА АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ, ДЕЙСТВУЮЩИХ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ РЕЖУЩЕЙ ПЛАСТИНЫ В ПРОЦЕССЕ РЕЗАНИЯ | 1990 |
|
RU2049646C1 |
Изобретение относится к технике обработки материалов резанием и может быть использовано при обработке особо точных деталей из твердых сплавов. Целью изобретения является повышение стойкости инструмента, точности и производительности при обработке особо точных деталей на финишных операциях путем более точного определения динамических параметров резца в процессе резания. Резец состоит из державки 1, в пазу которой установлена режущая пластина 2, обладающая пьезоэлектрическими свойствами и закрепляемая при помощи прихвата 3. Между прихватом 3 и режущей пластиной 2 расположена изолирующая прокладка 4. Режущая пластина опирается на подкладку 5 из твердого сплава. На передней и опорной поверхностях режущей пластины 2 методом напыления нанесены токопроводящие покрытия равномерной толщины в несколько микрометров (электроды). К токопроводящему покрытию на передней поверхности режущей пластины и к опорной пластине припаяны токосъемные проводники 8 и 9. Работа устройства в режиме диагностики процесса резания осуществляется путем съема электрических зарядов, возникающих на электродах 6 и 7 при резании. В режиме управления динамикой реж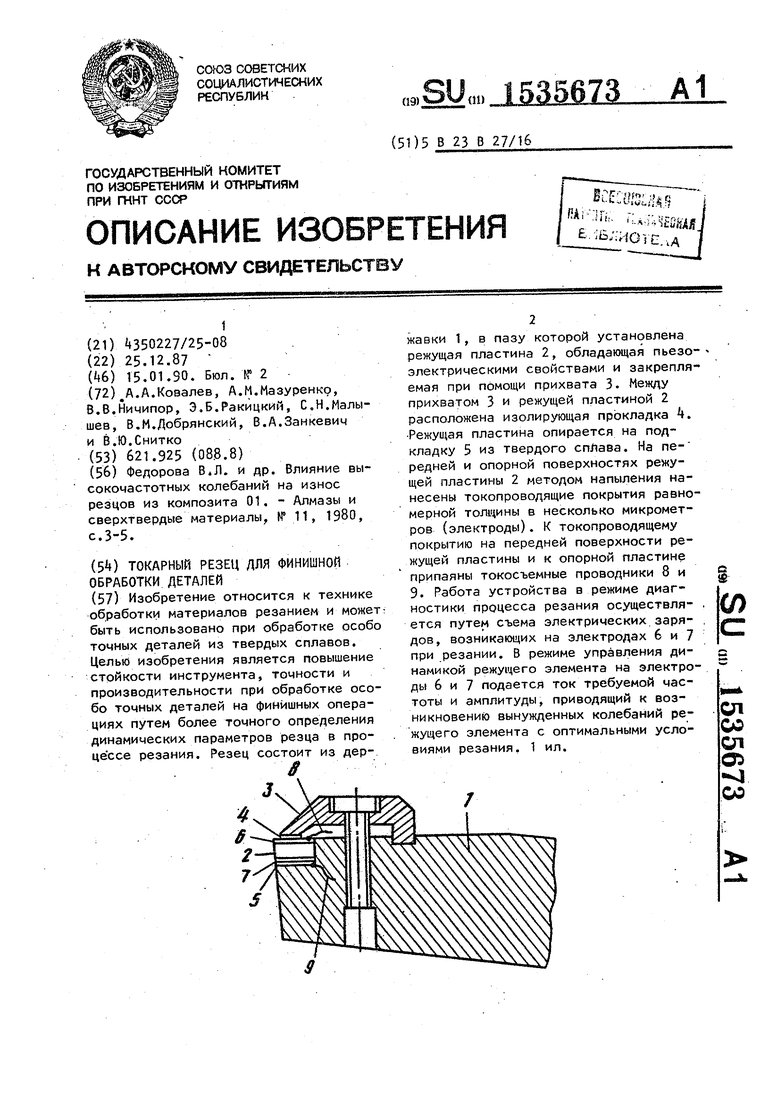
| Федорова В.Л | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Алмазы и сверхтвердые материалы | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| ( ТОКАРНЫЙ РЕЗЕЦ ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | |||
