Изобретение относится к машиностроению, а именно к обработке резанием, и может быть использовано для финишной обработки.
Цель изобретения - расширение технологических возможностей за счет использования резца при расточке отверстий малого диаметра.
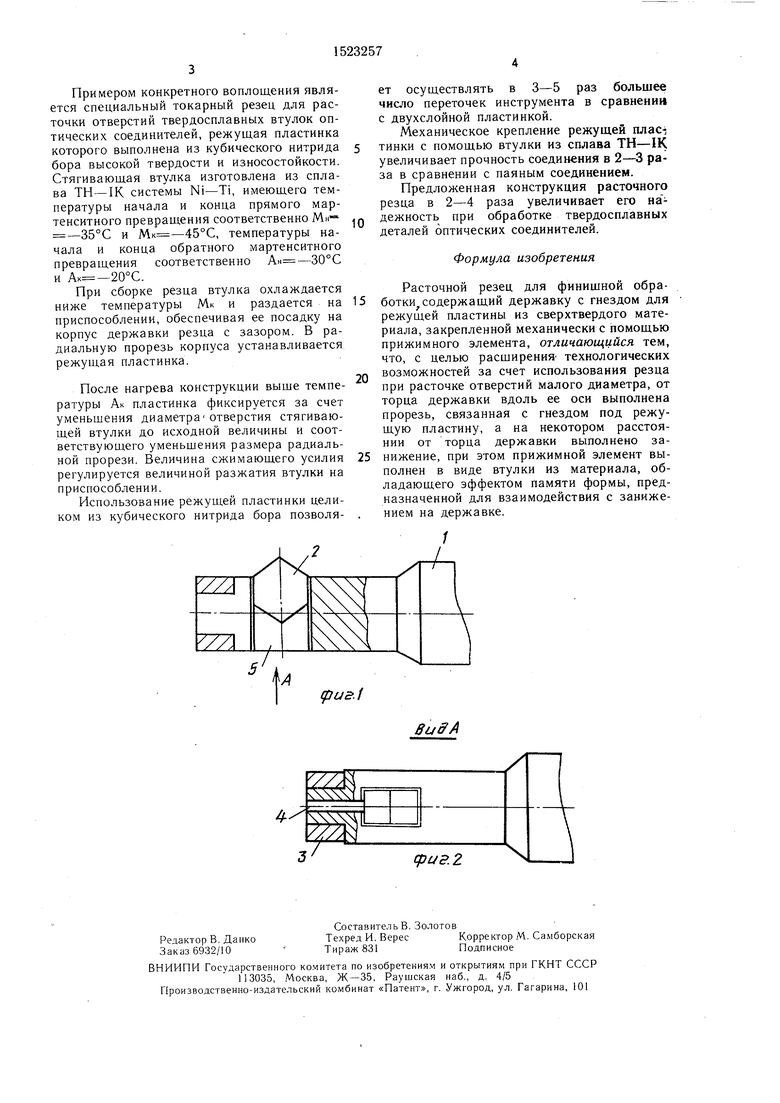
На фиг. 1 приведена схема расточного резца; на фиг. 2 - вид А на фиг. 1.
Резец содержит державку I, режущую пластинку 2, стягивающую втулку 3. Державка 1 для обеспечения максимальной из- гибной жесткости выполнена из твердого сплава марки ВК6 или ВК8 с высоким модулем упругости. В державке выполнена радиальная прорезь 4, в которой сформировано посадочное гнездо 5 под режущую
пластинку 2. Размер прорез.и выбирается из условий прочности материала державки, размеров пластинки и необходимой жесткости крепления. Посадочный диаметр корпуса державки под втулку 3 изготавливается больщим на 0,04-0,06 d внутреннего диаметра d втулки.
В качестве режущей пластинки используется сверхтвердый материал, алмаз или кубический нитрид бора.
Втулка выполнена из материала, обла дающего эффектом памяти формы, причем ее посадочное отверстие и наружная цилиндрическая поверхность обработаны с точностью по цилиндричности и соосности выще 0,001 мм для обеспечения разнотол- щинности втулки в поперечных сечениях не более 0,001 мм.
сд ьо
00 ю ел
Примером конкретного воплощения является специальный токарный резец для расточки отверстий твердосплавных втулок оптических соединителей, режущая пластинка которого выполнена из кубического нитрида бора высокой твердости и износостойкости. Стягивающая втулка изготовлена из сплава ТН-IK системы Ni-Ti, имеющего температуры начала и конца прямого мар- тенситного превращения соответственно Мн- -35°С и Мк -45°С, температуры начала и конца обратного мартенситного превращения соответственно Ан -30°С и Ак -20°С.
При сборке резца втулка охлаждается ниже температуры Мк и раздается на приспособлении, обеспечивая ее посадку на корпус державки резца с зазором. В радиальную прорезь корпуса устанавливается режущая пластинка.
После нагрева конструкции выще температуры АК пластинка фиксируется за счет уменьщения диаметра-отверстия стягивающей втулки до исходной величины и соответствующего уменьшения размера радиальной прорези. Величина сжимающего усилия регулируется величиной разжатия втулки на приспособлении.
Использование режущей пластинки целиком из кубического нитрида бора позволя
0
5
ет осуществлять в 3-5 раз большее число переточек инструмента в сравнении с двухслойной пластинкой.
Механическое крепление режущей плас тинки с помощью втулки из сплава ТН-IK увеличивает прочность соединения в 2-3 раза в сравнении с паяным соединением.
Предложенная конструкция расточного резца в 2-4 раза увеличивает его на - дежность при обработке твердосплавных деталей оптических соединителей.
Формула изобретения
Расточной резец для финишной обработки., со держа щи и державку с гнездом для режущей пластины из сверхтвердого материала, закрепленной механически с помощью прижимного элемента, отличающийся тем, что, с целью расщирения- технологических возможностей за счет использования резца при расточке отверстий малого диаметра, от торца державки вдоль ее оси выполнена прорезь, связанная с гнездом под режущую пластину, а на некотором расстоянии от торца державки выполнено занижение, при этом прижимной элемент выполнен в виде втулки из материала, обладающего эффектом памяти формы, предназначенной для взаимодействия с занижением на державке.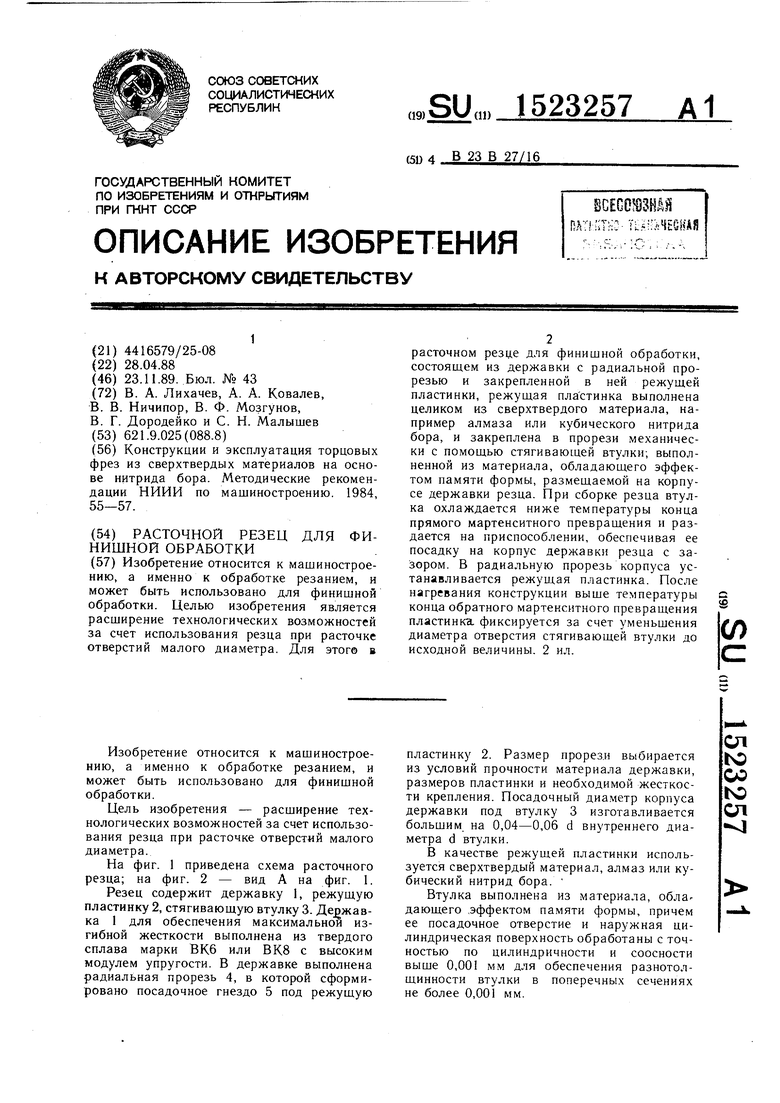
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный резец для финишной обработки деталей | 1987 |
|
SU1535673A1 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1994 |
|
RU2108404C1 |
| Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием и система для его осуществления | 2016 |
|
RU2635987C2 |
| Резец | 1991 |
|
SU1754338A1 |
| СПОСОБ МНОГОПРОХОДНОЙ ТОКАРНОЙ ОБРАБОТКИ | 1992 |
|
RU2050226C1 |
| КОРОНКА ТЕРМОРЕЗЦОВАЯ | 2009 |
|
RU2416709C1 |
| РАДИАЛЬНЫЙ ИНСТРУМЕНТ СО СВЕРХТВЕРДОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2526919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2309816C2 |
Изобретение относится к машиностроению, а именно к обработке резанием, и может быть использовано для финишной обработки. Целью изобретения является расширение технологических возможностей за счет использования резца при расточке отверстий малого диаметра. Для этого в расточном резце для финишной обработки, состоящем из державки с радиальной прорезью и закрепленной в ней режущей пластинки, режущая пластинка выполнена целиком из сверхтвердого материала, например алмаза или кубического нитрида бора, и закреплена в прорези механически с помощью стягивающей втулки, выполненной из материала, обладающего эффектом памяти формы, размещаемой на корпусе державки резца. При сборке резца втулка охлаждается ниже температуры конца прямого мартенситного превращения и раздается на приспособлении, обеспечивая ее посадку на корпус державки резца с зазором. В радиальную прорезь корпуса устанавливается режущая пластинка. После нагревания конструкции выше температуры конца обратного мартенситного превращения пластинка фиксируется за счет уменьшения диаметра отверстия стягивающей втулки до исходной величины. 2 ил.
(pus.i
BuffA
| Конструкции и эксплуатация торцовых фрез из сверхтвердых материалов на основе нитрида бора | |||
| Методические рекомендации НИИИ по машиностроению | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
