Изобретение относится к электромашиностроению и может быть использовано в технологии сборки шихтованных пакетов магнитопроводов.
Цель изобретения - упрощение технологии изготовления.
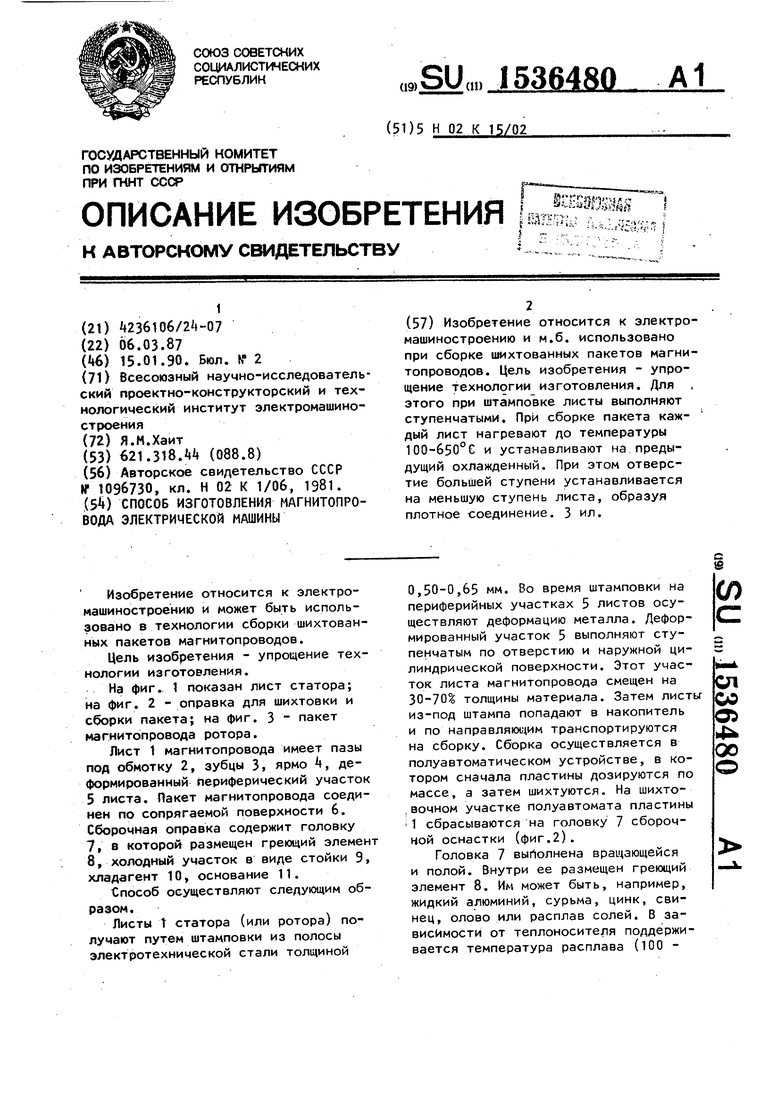
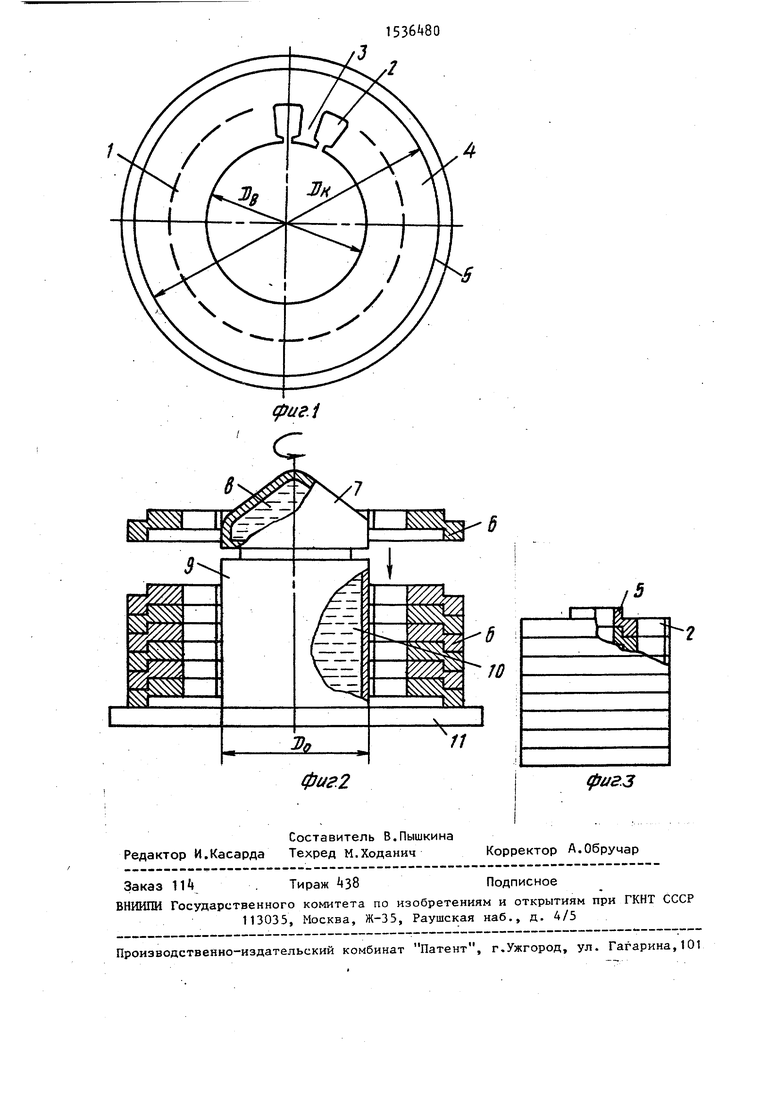
На фиг. 1 показан лист статора; на фиг. 2 - оправка для шихтовки и сборки пакета; на фиг. 3 - пакет ма гни топ ровода ротора.
Лист 1 магнитопровода имеет пазы под обмотку 2, зубцы 3, ярмо , деформированный периферический участок 5 листа. Пакет магнитопровода соединен по сопрягаемой поверхности 6. Сборочная оправка содержит головку
7,в которой размещен греющий элемент
8,холодный участок в виде стойки 9, хладагент 10, основание 11.
Способ осуществляют следующим образом.
Листы 1 статора (или ротора) получают путем штамповки из полосы электротехнической стали толщиной
0,50-0,65 мм. Во время штамповки на периферийных участках 5 листов осуществляют деформацию металла. Деформированный участок 5 выполняют ступенчатым по отверстию и наружной цилиндрической поверхности. Этот участок листа магнитопровода смещен на 30-70% толщины материала. Затем листы из-под штампа попадают в накопитель и по направляющим транспортируются на сборку. Сборка осуществляется в полуавтоматическом устройстве, в котором сначала пластины дозируются по массе, а затем шихтуются. На шихто- вочном участке полуавтомата пластины 1 сбрасываются на головку 7 сборочной оснастки (фиг.2).
Головка 7 выполнена вращающейся и полой. Внутри ее размещен греющий элемент 8. Им может быть, например, жидкий алюминий, сурьма, цинк, свинец, олово или расплав солей. В зависимости от теплоносителя поддерживается температура расплава (100 (Л
ел
СО
-U
too
700°С). В жидкое состояние теплоноситель переводится от встроенного нагревателя (не показано). Через тепло- проводящий корпус головки 7 тепло передается на лист 1 магнитопровода. Лист не проскальзывает вниз, так как диаметр головки 7 больше внутреннего диаметра листа 1 в холодном состоянии с учетом минусовых допусков на отверстие.
В тот момент, когда лист 1 прогревается до такой температуры, когда благодаря линейному расширению внутренний диаметр листа принимает необ- ходимые размеры, лист опускается на холодную часть оправки 9. Первый лист достигает основания 11 и охлаждается до окружающей температуры, приобретая заданные размеры. Охлаждение осуществляется как со стороны окружающей среды, так и со стороны оправки 9, внутри которой может быть расположен хладагент 10, Например, жидкость или газ.
Следующий лист проходит аналогичные стадии и, когда он достигает первого листа, то благодаря линейному расширению, размещается на первом листе, а при охлаждении - соединяет- ся по сопрягаемым поверхностям 6. В такой последовательности набирается полный пакет магнитопровода. Затем сборочная оправка с пакетом магнитопровода перемещается на следующую позицию полуавтомата - прессующий участок. Но перед этим горячая часть оправки головки 7 снимается, после чего осуществляется опрессовка пакета и съем его с холодной части оправ- ки 9.
При 300°С разница между Dfl и Dr составляет 0,1 мм, что обеспечивает
соскальзывание листа на холодную часть оправки. При 700°С разница в диаметрах отрицательная, следовательно, достаточным предельным условием является 600-650°С - верхняя граница. Лист статора при 300-650°С опускается по холодной оправке до основания и остывает. Следующий лист при таких температурах опускается на предыдущий холодный лист, имея диаметр крепления, равный от 301, до 302, 538 мм. В то же время холодный лист имеет диаметр крепления, равный 300, 130-300,780 мм, при условии, что температура холодного листа снижается максимум до 200°С, что вполне соответствует протеканию температурных процессов. Разница в диаметрах позволяет свободному размещению по месту посадки с зазором. После охлаждения верхнего листа на нижнем осуществляется соединение, соответствующее горячей посадке деталей с натягом по сопрягаемым поверхностям.
Формула изобретения Способ изготовления магнитопровода электрической машины, при котором штампуют листы с пазами под обмотку, собирают пакет и скрепляют, отличающийся тем, что, с целью упрощения технологии изготовления, при штамповке листы выполняют ступен- . чатыми по отверстию и наружной цилиндрической поверхности с получением диаметра отверстия большей ступени, равным диаметру наружной цилиндрической поверхности меньшей ступени, а при сборке каждый лист нагревают до 100-650°и надевают на охлажденный предыдущий соответствующими указанными поверхностями.
//

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1987 |
|
SU1534643A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ СТАТОРА | 2004 |
|
RU2283525C2 |
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1480032A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Статор электрической машины | 1984 |
|
SU1236577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| Способ изготовления шихтованного пакета статора электрической машины | 1982 |
|
SU1173493A1 |
Изобретение относится к электромашиностроению и может быть использовано при сборке шихтованных пакетов магнитопроводов. Цель изобретения - упрощение технологии изготовления. Для этого при штамповке листы выполняют ступенчатыми. При сборке пакета каждый лист нагревают до температуры 100-650° и устанавливают на предыдущий охлажденный. При этом отверстие большей ступени устанавливается на меньшую ступень листа, образуя плотное соединение. 3 ил.
| Шихтованный пакет магнитопровода электрической машины | 1983 |
|
SU1096730A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
