Фиг. 2
Изобретение относится к металлообработке и может быть использовано при обработке деталей типа втулок со шпоночными пазами.
Целью изобретения является повышение производительности обработки за счет сокращения вспомогательного времени на смену режущих элементов с резцедержателями.
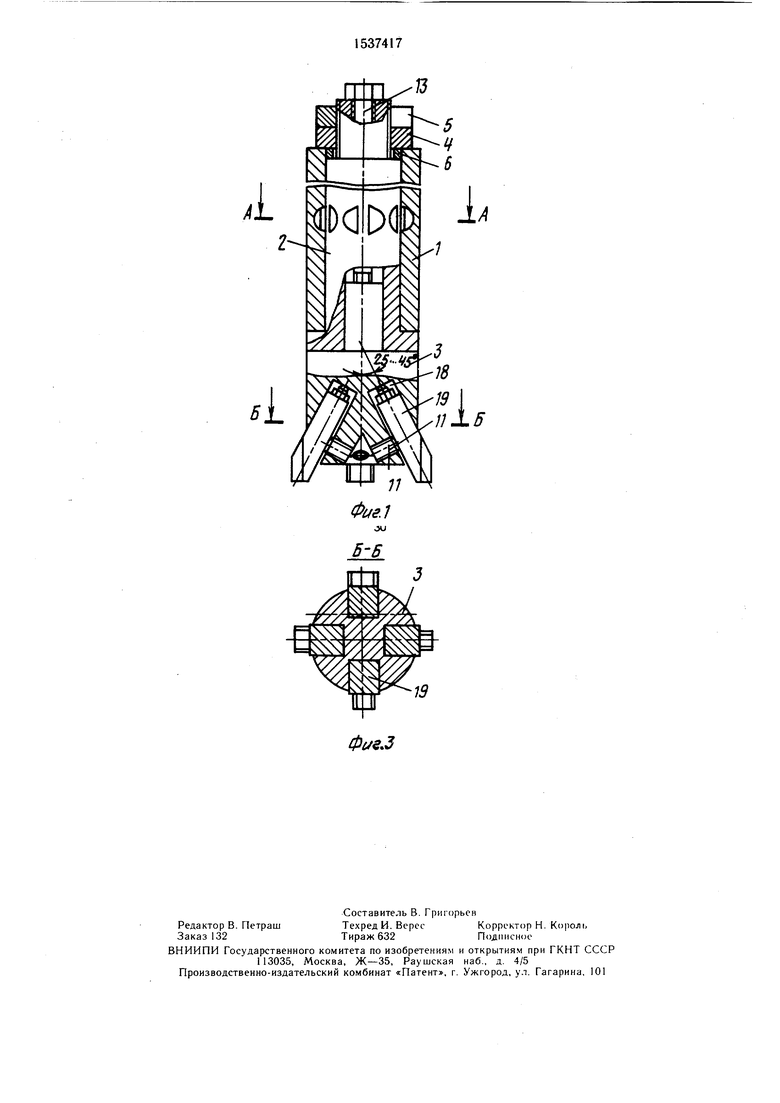
На фиг. 1 показан режущий инструмент в сборе, разрез; на фиг. 2 - сечение Л-А на фиг. 1; на гйиг 3 - сечение Б-Б на фиг. 1.
Режущий инструмент состоит из оправки 1 с центральным отверстием, в котором с возможностью поворота вокруг оси установлен цилиндрическим хвостовиком 2 резцедержатель 3. Для исключения осевого смещения резцедержателя 3 имеется гайка 4, контргайка 5. Осевой зазор между гайкой 4 и торцом оправки 1 устанавливается дистанционным кольцом 6. В корпусе оправки 1 выполнены два дополнительных отверстия 7 и 8, оси которых параллельны одна другой и расположены касательно к поверхности центрального отверстия оправки 1. В отверстия 7 и 8 установлены направляющие 9 и 10 ползуна 11. В направляющих 9 и 10 выполнены симметричные выемки 12 и 13, в которых одна из поверхностей выполнена перпендикулярно оси направляющей. Перемещение направляющих 9 и 10 вдоль отверстий 7 и 8 осуществляется с помощью гайки 14, установленной на резьбовой шпильке 15. На цилиндрическом хвостовике 3 резцедержателя 4 выполнены симметричные выступы 16 и 17, количество пар которых равно количеству гнезд 18 под режущие элементы 19 резцедержателя 3. Для повышения жесткости инструмента режущие элементы 19 располагаются под углом 25. 45° к оси резцедержателя.
Режущий инструмент работает следующим образом.
В гнездах 18 резцедержателя 3 уста навливают набор (не более четырех) ре- жущих элементов 19, предназначенных для комплексной обработки шпоночного паза втулки (не показана). После обработки паза первым режущим элементом 19, вращая гайки 14, перемещают направляющие 9 и 10 ползуна 11 и раскрепляют хвостовик 2. После этогр осуществляют поворот резцедержателя 3 на следующую позицию режущего элемента. Затем с помощью гайки 14 ползун 11 перемещают до контакта торцов выемок 12 и 13 направляющих 9 и 10 с ответными выступами 16 и 17 хвостовика 2.
Крепление хвостовика резцедержателя в оправке ползуном с двумя направляющими позволяет повысить производительность обработки за счет сокращения вспомогательного времени на смену режущих элементов.
Формула изобретения
5 Режущий инструмент, содержащий оправку с центральным отверстием и резцедержатель с цилиндрическим хвостовиком, размещенным в отверстии оправки, отличающийся тем, что, с целью повышения производительности обработки, в корпусе оп0 равки выполнены два дополнительных отверстия, параллельные друг другу, оси которых расположены в диаметральной плоскости оправки касательно к поверхности ее центрального отверстия, при этом инструмент снабжен ползуном с двумя расположенными
5
в упомянутых параллельных отверстиях
направляющими, которые выполнены с симметричными выемками, предназначенными для взаимодействия с ответными выступа ми, выполненными на хвостовике резцедер- жателя.
1
nJLs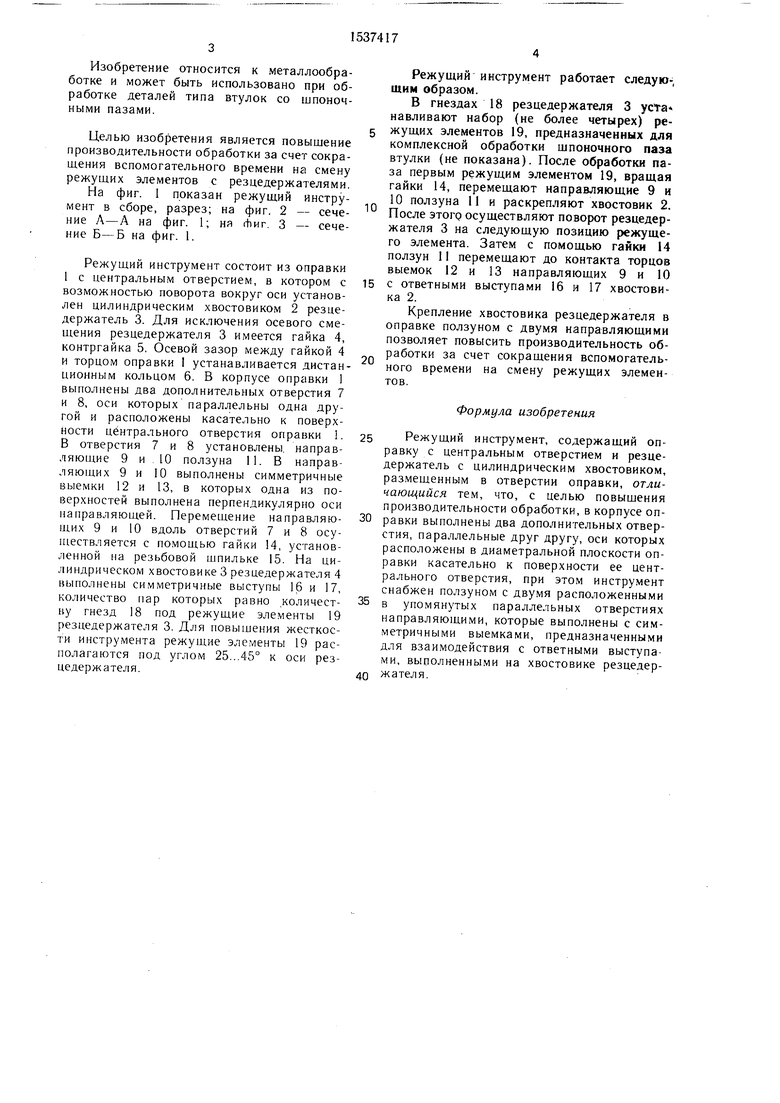
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| ВСТАВКА ДЛЯ РЕЖУЩЕГО СРЕДСТВА | 1994 |
|
RU2110661C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
| СЕГМЕНТ РЕЖУЩЕГО СРЕДСТВА | 1994 |
|
RU2107801C1 |
| Сборная фреза | 2022 |
|
RU2807811C1 |
| ПАТРОН РАСТОЧНОЙ | 2005 |
|
RU2298457C1 |
| ИНСТРУМЕНТ | 1994 |
|
RU2109916C1 |
| Фреза концевая | 2022 |
|
RU2811509C1 |
| СИСТЕМА ДЛЯ ЗАМЕНЫ НА МЕСТЕ РЕЖУЩЕГО ЭЛЕМЕНТА ЗЕМЛЯНОГО БУРА И КОМБИНИРОВАННАЯ СИСТЕМА ДЛЯ ЗАМЕНЫ НА МЕСТЕ БУРОВОЙ ГОЛОВКИ И БУРА-РАСШИРИТЕЛЯ | 1994 |
|
RU2108442C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
Изобретение относится к металлообработке и может быть использовано при обработке деталей типа втулок со шпоночными пазами. Целью изобретения является повышение производительности обработки за счет сокращения вспомогательного времени на смену режущих элементов с разцедержателями. В гнездах резцедержателя устанавливают набор режущих элементов, предназначенных для комплексной обработки шпоночного паза втулки. После обработки паза первым режущим элементом вращением гайки 14 отводят направляюшие 9 и 10 ползуна 11 и тем самым раскрепляют хвостовик резцедержателя. После этого осуществляют поворот резцедержателя на следующую позицию режущего элемента. Затем с помощью гайки 14 ползун 11 перемешают до контакта торцов выемок 12 и 13 направляющих 9 и 10 с ответными выступами 16 и 17, количество пар которых равно числу режущих элементов. 3 ил.
Фие.З
5-6
19
| Кузнецов Ю | |||
| И., Маслов А | |||
| Р., Бай- ков А | |||
| Н | |||
| Оснастка для станков с ЧПУ | |||
| Справочник | |||
| - М.: Машиностроение, 1983, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
