Изобретение относится к отделочно- упрочняющей обработке поверхностным пластическим деформированием кулачков и может быть использовано при обработке распределительных и кулачковых валов двигателей автомобилей.
Цель изобретения - повышение производительности обработки за счет увеличения площади контакта инструмента с кулачком, а также снижение энергетических затрат.
На фиг. 1 представлена схема создания момента, противодействзтощего , вращению кулачка при использовании
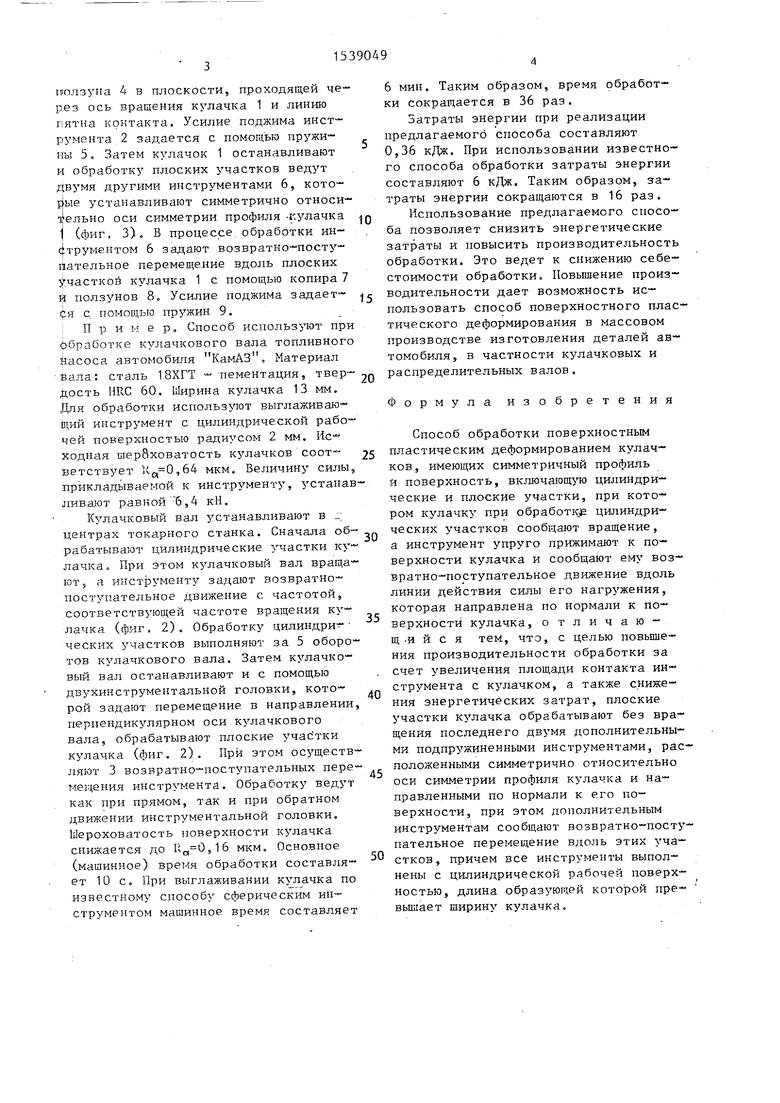
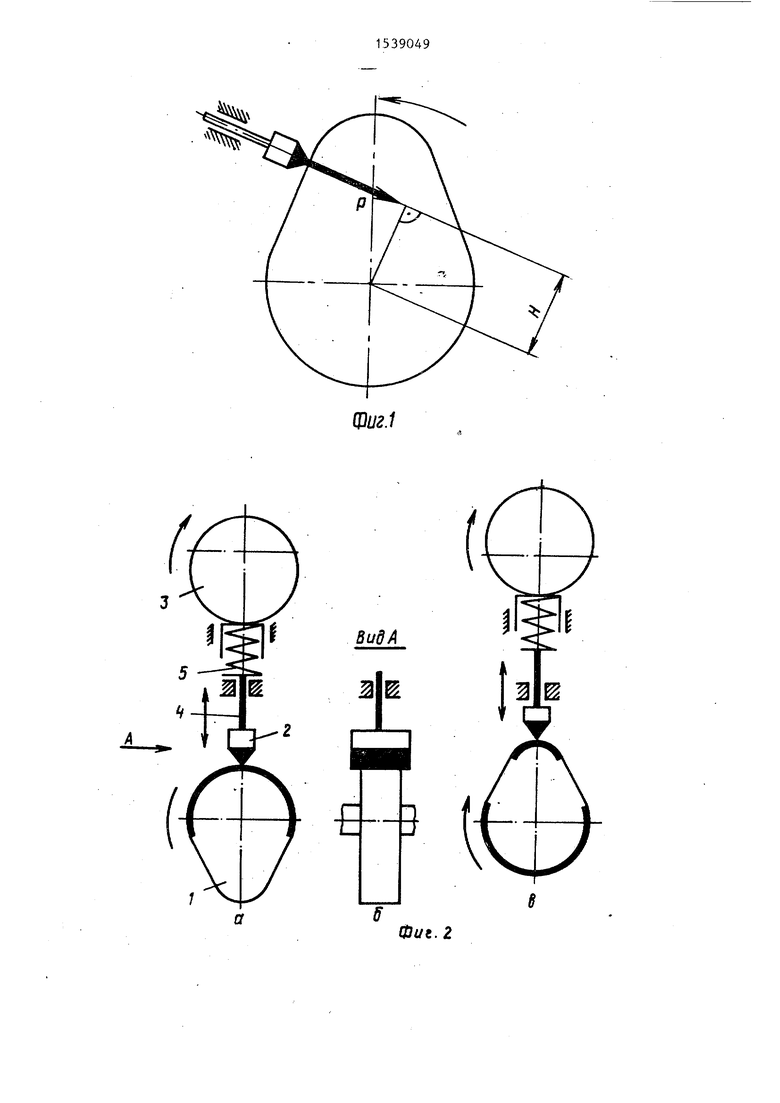
известных способов; на фиг. 2 и 3 - схемы обработки по предлагаемому способу (величину момента можно определить из зависимости )-Н, где М - момент, противодействующий вращению; Р - деформирующая сила; h - плечо действия деформирующей силы.
Способ реализуется следующим образом.
Обработку цилиндрических участков кулачка 1 ведут инструментом 2 (фиг. 2). При этом кулачку 1 задают вращение, а инструмент 2 перемещают поступательно с помощью копира 3 и
СП
оо
х
вдяю
голзуна 4 в плоскости, проходящей через ось вращения кулачка 1 и линию пятна контакта. Усилие поджима инструмента 2 задается с помощью пружины 5„ Затем кулачок 1 останавливают и обработку плоских участков ведут двумя другими инструментами 6, которые устанавливают симметрично относительно оси симметрии профиля -кулачка 1 (фиг. 3). В процессе обработки инструментом 6 задают возвратно-поступательное перемен ние вдоль плоских участков кулачка 1 с помощью копира 7 и ползунов 8. Усилие поджима задается с помощью пружин 9.
При ы е р. Способ используют при обработке кулачкового вала топливного насоса автомобиля КамАЗ. Материал вала: сталь 18ХГТ - пементация, твердость HRC 60. Ширина кулачка 13 мм. Для обработки используют выглаживающий инструмент с цилиндрической рабочей поверхностью радиусом 2 мм. Исходная шерВховатость кулачков соответствует 1(.,64 мкм. Величину силы, прикладываемой к инструменту, устанавливают равной 6,4 кН.
Кулачковый вал устанавливают в центрах токарного станка. Сначала обрабатывают цилиндрические участки кулачка. При этом кулачковый вал враща- ют5 а инструменту задают возвратно- поступательное движение с частотой, соответствующей частоте вращения кулачка (фиг. 2). Обработку цилиндри - ческих участков выполняют за 5 оборотов кулачкового вала. Затем кулачковый вал останавливают и с помощью двухинструментальной головки, которой задают перемещение в направлении, перпендикулярном оси кулачкового вала, обрабатывают плоские учас тки кулачка (фиг. 2). При этом осуществляют 3 возвратно-поступательных перемещения инструмента. Обработку ведут как при прямом, так и при обратном движении инструментальной головки. Шероховатость поверхности кулачка снижается до ,16 мкм. Основное (машинное) время обработки составляет 10 с. При выглаживании кулачка по известному способу сферическим инструментом машинное время составляет
5
0
5
0
5
0
5
0
6 мин. Таким образом, время обработки сокращается в 36 раз.
Затраты энергии при реализации предлагаемого способа составляют 0,36 кДж. При использовании известного способа обработки затраты энергии составляют 6 кДж. Таким образом, затраты энергии сокращаются в 16 раз.
Использование предлагаемого способа позволяет снизить энергетические затраты и повысить производительность обработки. Это ведет к снижению себестоимости обработки. Повышение производительности дает возможность использовать способ поверхностного пластического деформирования в массовом производстве изготовления деталей автомобиля, в частности кулачковых и распределительных валов.
Формула изобретения
Способ обработки поверхностным пластическим деформированием кулачков, имеющих симметричный профиль и поверхность, включающую цилиндрические и плоские участки, при котором кулачку при обработку цилиндрических участков сообщают вращение, а инструмент упруго прижимают к поверхности кулачка и сообщают ему возвратно-поступательное движение вдоль линии действия силы его нагружения, которая направлена по нормали к поверхности кулачка, отличающейся тем, что, с целью повышения производительности обработки за счет увеличения площади контакта инструмента с кулачком, а также снижения энергетических затрат, плоские участки кулачка обрабатывают без вращения последнего двумя дополнительными подпружиненными инструментами, расположенными симметрично относительно оси симметрии профиля кулачка и направленными по нормали к его поверхности, при этом дополнительным инструментам сообщают возвратно-поступательное перемещение вдоль этих участков, причем все инструменты выполнены с цилиндрической рабочей поверхностью, длина образующей которой превышает ширину кулачка.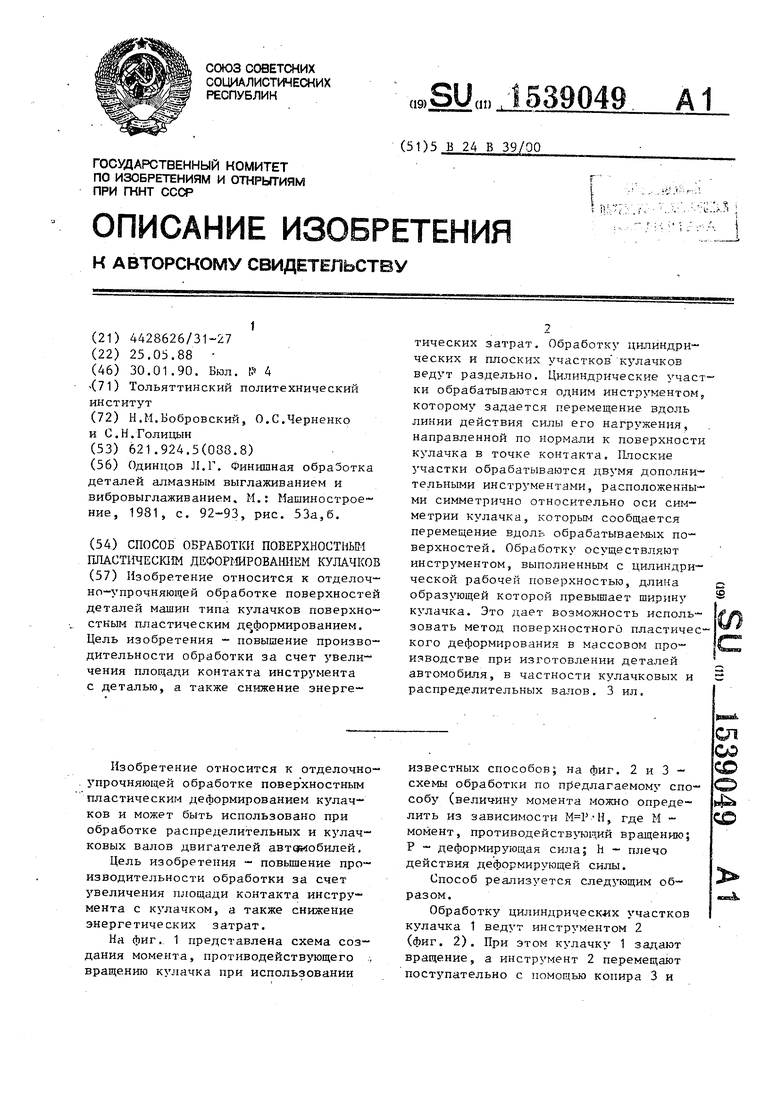
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| Способ образования регулярного микрорельефа | 1988 |
|
SU1712133A1 |
| Способ обработки рабочих поверхностей зубьев зубчатых колес | 1987 |
|
SU1558542A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ РОТОРНОГО ГЕНЕРАТОРА МЕХАНИЧЕСКИХ ИМПУЛЬСОВ | 2008 |
|
RU2366558C1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
Изобретение относится к отделочно-упрочняющей обработке поверхностей деталей машин типа кулачков поверхностным пластическим деформированием. Цель изобретения - повышение производительности обработки за счет увеличения площади контакта инструмента с деталью, а также снижение энергетических затрат. Обработку цилиндрических и плоских участков кулачков ведут раздельно. Цилиндрические участки обрабатываются одним инструментом, которому задается перемещение вдоль линии действия силы его нагружения, направленной по нормали к поверхности кулачка в точке контакта. Плоские участки обрабатываются двумя дополнительными инструментами, расположенными симметрично относительно оси симметрии кулачка, которым сообщается перемещение вдоль обрабатываемых поверхностей. Обработку осуществляют инструментом, выполненным с цилиндрической рабочей поверхностью, длина образующей которой превышает ширину кулачка. Это дает возможность использовать метод поверхностного пластического деформирования в массовом производстве при изготовлении деталей автомобиля, в частности кулачковых и распределительных валов. 3 ил.
Фиг.1
в ид А
3№
-&
I
Фи. 2
С
Фиг.З
С
| Одинцов Л.Г | |||
| Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием | |||
| П.: Машиностроение, 1981, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
