Изобретение относится к обработке металлов давлением методом поверхностного пластического деформирования, и может быть использовано для чистовой обработки плоских и цилиндрических поверхностей деталей типа направляющих станков и Приборов.
Целью изобретения является повышение производительности за счет исключения необработанных зон и расширение технологических возможностей за счет обработки плоских и цилиндрических поверхностей.
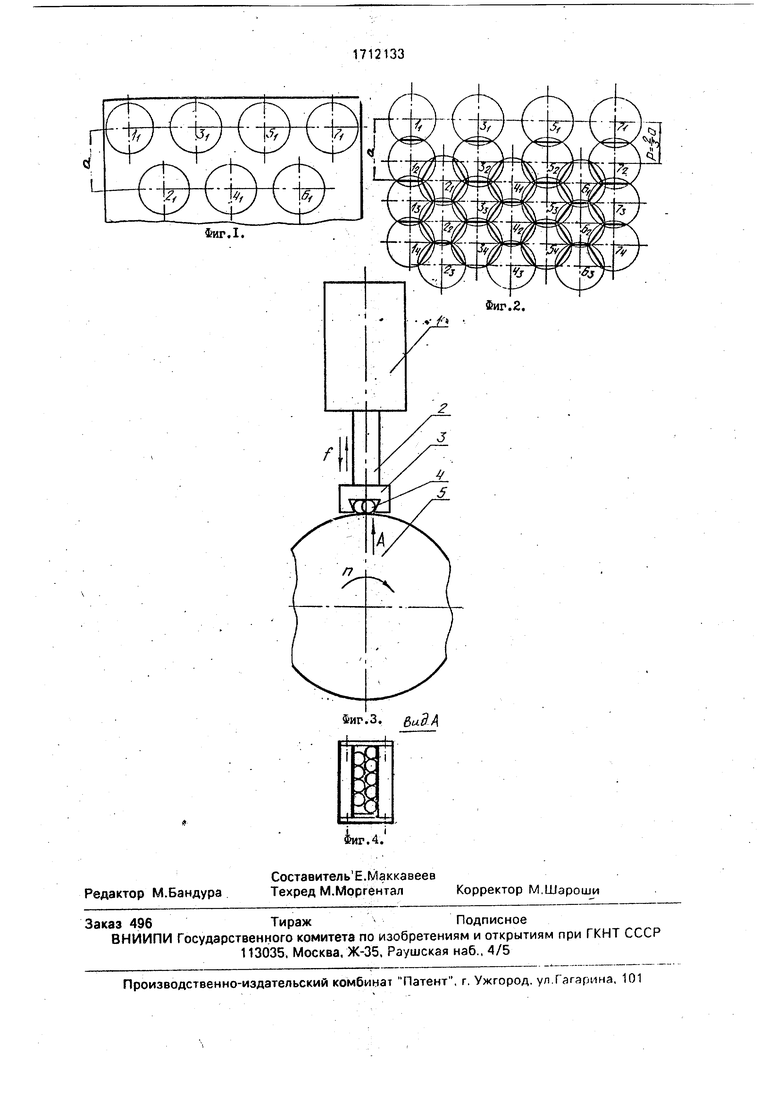
На фиг. 1 изображен фрагмент обрабатываемой поверхности после первого удара инструмента; на фиг. 2 - схема образования регулярного микрорельефа: на фиг. 3 - устро йство для образованил микрорел1 ефа
предлагаемым способом; на фиг. 4 - вид А на фиг. 3.
Способ реализуется устройством, включающим в себя источник 1 возвратно-поступательного движения, инструмент, представляющий собой толкател 2, соединенный со сменным сепаратором 3, имею щим паз, в котором установлены деформирующие злементы (ДЭ) 4 (например, шарики от шарикоподшипников) в шахматном порядке в два ряда.
От привода 1 через толкатель 2 сообщают возвратно-поступательное движение сепаратору 3, в результате чего ДЭ 4 внедряются в поверхностный слой обрабатываемой заготовки. За каждый двойной ход многошарикового двухря нбго инструмента при ударе одновременно всеми ДЭ, расположенными в шахматном порядке, в
результате пластической деформации на обрабатывяемой поверхности образуются два ряда сферических отпечатков 1i, 3i, 5i, 7i и 2i, 4i, 61, отстоящих друг от друга на расстоянии а (фиг, 1),
При перемещении обрабатываемой поверхности с постоянной скоростью V или вращения с постоянной частотой вращения п в направлении, перпендикулярном рядам ДЭ, в результате нанесения последующих ударов на обрабатываемой поверхности образуются пары рядов последующих отпечатков 12. 32, 52, 72 и 22, 42, б2 И Т.Д. Накладываясь друг на друга, отпечатки образуют элементы регулярного микрорельефа (РМР) шестиугольного типа при условии, что расстояние р, на которое сместится обрабатываемая поверхность, должно составить 2/3 от межосевого расстояния а, что в параметрах процесса обработки выразится следующей зависимостью;
для плоских поверхностей:
f;
для поверхностей вращения;
f
3
я d
Это вытекает из анализа геометрическихпостроений, приведенных на фиг. 1.
П р и м е р. На цилиндрической поверхности шейки стального (сталь 18ХГТ ГОСТ 4543-71) мм, длиной. 20 мм образуют РМР шестиугольного типа по ГОСТ 24773-81. В качестве ДЭ берут шарики диаметром 0,8 мм. В сепараторе устанавливают 49 шариков вплотную один к другому в шахматном порядке. При этом размер а составит 0,7 мм. Инструменту сообщаются колебания с частотой с и с;илой удара 1,5 кН. Заготовке придают вращательное движение с частотой;
-§ | 35С-1
21 мин
Предлагаемое техническое решение позволяет за один оборот заготовки создать РМР на всей длине шейки вала.
Использование предлагаемого способа
образования РМР позволяет вести обработку одновременно двумя рядами ДЭ, что позволяет повысить производительность процесса, а также использовать его для обработки труднодоступных зон.
Формула изобретения Способ образования -регулярного микрорельефа, при котором осуществляют перемещение обрабатываемой поверхности с
определенной скоростью и образование на ней отпечатков в шахматном порядке возвратно-поступательным движением деформирующих элементов по нормали к поверхности детйли, отличающийся
тем, что, с целью повышения производительности за счет исключения необработанных зон и расширения технологических возможностей за счет обработки плоских и цилиндрических поверхностей, отпечатки
наносят в два ряда одновременно по всей ширине обработки, при этом обрабатываемую поверхность перемещают под прямым углом к рядам наносимых отпечатков, а скорость ее перемещения определяют из соотношений
V Tfa f-при поступательном движении;
2 а f
п тг J - при вращательном движении,
где а - расстояние между рядами отпечатков, образующихся при одном ударе, мм; f - частота двойных ходов инструмента, с ;
п - частота вращения обрабатываемой детали,
d - диаметр обрабатываемой поверхности, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения деталей наклепом | 1988 |
|
SU1641596A1 |
| Способ образования регулярных микрорельефов | 1985 |
|
SU1258676A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009862C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| Устройство для ультразвуковой обработки поверхностей плоских деталей | 1990 |
|
SU1784450A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| Устройство для виброобкатывания | 1987 |
|
SU1466917A1 |
Изобретение относится к обработке металлов поверхностным пластическим деформированием и может быть использовано для чистовой обработки плоских и цилиндрических направляющих станко» и приборов. Целью изобретения является повышение производительности за счет \лск- лючения необработанных зон и расширение/Ттехнологических возможностей за счет обработки плоских и цилиндрических поверхностей. Способ заключается в том, что перемещение обрабатываемой поверхности осуществляют с определенной скоростью, а отпечатки на ней располагают в шахматном порядке возвратно-поступательным движением деформирующих зле- ментов по нормали к поверхности детали, причем отпечатки наносят в два ряда одновременно по всей ширине обработки. При этом обрабатываемую поверхность перемещают под прямым углом к рядам наносимых отпечатков, а скорость ее перемещения определяется по математическим выражениям, Предложенный способ может быть использован для обработки труднодоступных зон деталей. 4 ил.• ^^
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
