1
(21)4252824/31-27
(22)03.03.87
(46) 23.04.90. Бнш. № 15
(71)Липецкий политехнический институт
(72)В.М.Савищенко, А.А.Буков и Н.И.Степанов
(53)621.771.07 (088.8)
(56)Авторское свидетельство СССР Н° 543453, кл. В 21 Н 5/02, 4974.
(54)СПОСОБ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
(57)Изобретение относится к чистовой отделочно-упрочняющей обработке посредством поверхностно-пластического деформирования рабочих участков зубьев зубчатых колес. Цель изобретения - повышение точности обработки, улучшение качества обрабатываемых поверхностей зубчатых колес за счет обеспечения поверхностно-пластического деформирования выглаживанием закрытых зубчатых венцов, повышение
производительности обработки. Обработку зубчатых колес ведут инструментом, выполненным в виде сопряженного зубчатого колеса с деформирующими зубьями, имеющими заходные и калибрующие участки, и образующим с обрабатываемым колесом беззазорное зацепление с натягом. Инструменту сообщают главное движение выглаживания - возвратно-поступательное или возвратно-винтовое движение вдоль оси инструмента и осуществляют вспомогательное движение взаимного обкатывания инструмента и обрабатываемого колеса. Обработку ведут в условиях возможности свободного вращения шестерни вокруг своей оси и упругого контакта инструмента и обрабатываемой шестерни. Это позволяет обеспечить выглаживание закрытых зубчатых венцов и использовать инструмент более высокой геометрической жесткости. 3 з.п. ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| НАКАТНИК ДЛЯ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430805C2 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
Изобретение относится к чистовой отделочно-упрочняющей обработке посредством поверхностно-пластического деформирования рабочих участков зубьев зубчатых колес. Цель изобретения - повышение точности обработки, улучшение качества обрабатываемых поверхностей зубчатых колес за счет обеспечения поверхностно-пластического деформирования выглаживанием закрытых зубчатых венцов, повышение производительности обработки. Обработку зубчатых колес ведут инструментом, выполненным в виде сопряженного зубчатого колеса с деформирующими зубьями, имеющими заходные и калибрующие участки, и образующим с обрабатываемым колесом беззазорное зацепление с натягом. Инструменту сообщают главное движение выглаживания - возвратно-поступательное или возвратно-винтовое движение вдоль оси инструмента и осуществляют вспомогательное движение взаимного обкатывания инструмента и обрабатываемого колеса. Обработку ведут в условиях возможности свободного вращения шестерни вокруг своей оси и упругого контакта инструмента и обрабатываемой шестерни. Это позволяет обеспечить выглаживание закрытых зубчатых венцов и использовать инструмент более высокой геометрической жесткости. 3 з.п.ф-лы, 1 ил.
Изобретение относится к обработке металлов давлением и может быть использовано для чистовой отделочно- упрочняющей обработки посредством поверхностно-пластического деформирования рабочих поверхностей зубьев цилиндрических зубчатых колес,
Цель изобретения - повышение точности обработки, улучшение качества обрабатываемой поверхности зубчатых колес за счет возможности обработки поверхностного пластического деформирования выглаживанием закрытых зубчатых венцов и возможности использо§л
зд
вания инструмента более высокой геометрической жесткости.
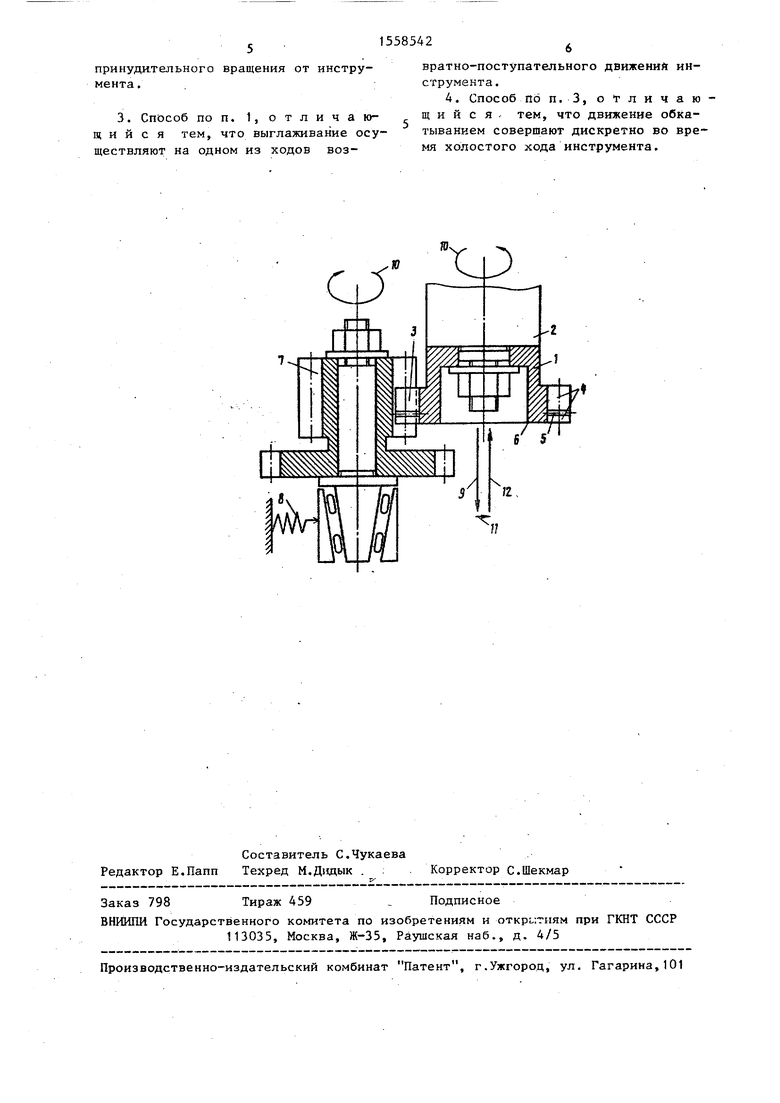
На чертеже показан инструмент в зацеплении с обрабатываемым зубчатым колесом
Инструмент 1 закрепляется в шпинделе 2 станка. Деформирующие зубья 2 инструмента имеют заходные участки 4 и калибрующие участки 5. Калибрующий участок 5 деформирующего зуба 3 смещен к нижней торцовой поверхности 6 инструмента с возможностью выхода его из зацепления с обрабатываемым закрытым зубчатым венцом блок-шестерьэ
ни 7. Обрабатываемая блок-шестерня 7 устанавливается в приспособление с упругим элементом 8, действие которого направлено по межосевому расстоянию инстру лита и обрабатываемой шестерни. Обрабатываемая шестерня устанавливается с возможностью свободного вращения вокруг своей оси.
В процессе обработки инструмент 1 вводят в беззазорное зацепление с шестерней 7 с натягом по межосевому расстоянию и задают ему главное движение 9 выглаживания - продольно-поступательное движение вдоль оси инструмента вниз и осуществляют вспомогательное движение 0 обкатывания, используя инструмент как ведущее колесо, а обрабатываемую шестерню - как ведомое. После того, как калибрующие участки деформирующих зубьев выйдут из зацепления с обрабатываемыми зубьями шестерни, инструменту сообщают движение 11 выхода из натяга и движение 12 холостого хода вверх до того момента, когда калибрующие участки 5 деформирующих зубьев инструмента выйдут из зацепления с обрабатываемыми зубьями, при этом заходные участки 4 деформирующих зубьев инструмента должны оставаться в зацеплении с обрабатываемой шестерней для того, чтобы избежать удара нижней торцовой поверхности 6 инструмента о зубья обрабатываемого венца, который может произойти в ре зультате проворота шестерни вокруг своей оси.
Предлагаемый способ проходил испытания для чистовой обработки закрытого венца блок-шестерни передачи к дифференциалу Т25-1701316 Д трактора Т40 (число зубьев Z м 17, модуль m 4S5 мм), Испытания проходили на зубодолбежном станке модели 5122 инструментом с числом зубьев Z n 24, угол захода деформирующего зуба о 5 Обрабатываемая шестерня устанавливалась ка упругой оправке с возможностью поворота вокруг своей оси„ Инструмент вводился в зацепление с закрытым венцом с натягом h, 0,3 мм.
Режимы обработки, при которых происходило выглаживание рабочих поверхностей зубьев колеса,следующие: число проходов , число двойных ходов шпинделя п 200 дв.ход./мин, скорость выглаживания V 18 м/мин, круговая подача; S 0,25 мм/дв.ход.
0
5
0
5
0
5
0
5
0
5
В результате проведенных испытаний установлено: шероховатость выглаженных рабочих поверхностей зубьев шестерен уменьшается в 4 раза и составляет П-2 2,2..„2;8 мкм (исходная шероховатость - Кг 7,65...8,5 мкм); радиальное биение зубчатого венца снижается на 0,02 мм; металл рабочих поверхностей зубьев обработанных шестерен получает равномерное упрочнение наклепом; плавность зацепления обработанных зубчатых венцов повышается.
Использование предлагаемого способа выглаживания зубчатых рабочих поверхностей зубьев зубчатых колес по сравнению с существующими позволяет повысить точность обработки зубьев колеса, улучшить качество обработки выглаживанием, расширить технологические возможности выглаживания закрытых зубчатых венцов, повысить производительность обработки выглаживанием. Обработка цилиндрических зубчатых колес предлагаемым способом может осуществляться на зубодолбеж- ных станках, серийно выпускаемых отечественной промышленностью.
Формула изобретения
принудительного вращения от инструмента .
