Изобретение относится к машиностроению, в частности к ремонту изношенных пустотелых изделий типа крестовин карданных шарниров, валов и поршневых пальцев.
Целью изобретения является повышение качества восстановления путем устранения разностенности и бочкообразности восстанавливаемых поверхностей изделий.
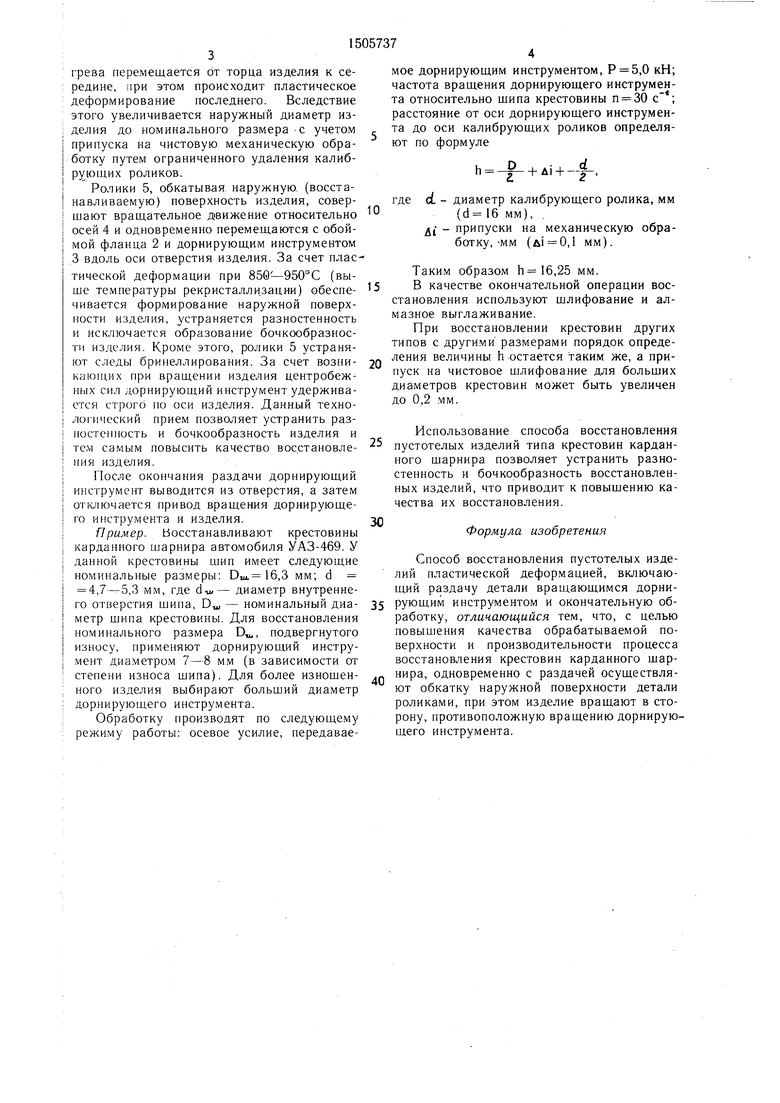
На фиг. 1 представлено устройство для реализации способа; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит шпиндельную головку 1, фланец 2, дорнирующий инструмент 3, оси 4, калибрующие ролики 5 и обойму 6. Причем, дорнирующий инструмент 3 жестко закреплен в шпиндельной головке 1, на которой также жестко закреплен фланец 2. Калибрующие ролики 5 установлены на осях 4, жестко связанных посредством фланца 2 и обоймы 6.
Способ реализуют следующим образом.
К торцу изделия 7 подводится дорнирующий инструмент 3, диаметр которого больше внутреннего отверстия изделия 7. После соприкосновения дорнируюшего инструмента 3 с изделием 7 осушествляют вращение инструмента 3 и изделия в противоположные стороны. За счет трения между изделием и дорнирующим инструментом 3 происходит локальный нагрев участка восстанавливаемого изделия выше температуры рекристаллизации (850-900°С). Благодаря тому, что дорнируюший инструмент или изделие совершают поступательное движение, зона наСП
о
СП
СО
грева перемещается от торца изделия к середине, при этом происходит пластическое деформирование последнего. Вследствие этого увеличивается наружный диаметр изделия до номинального размера -с учетом припуска на чистовую механическую обработку путем ограниченного удаления калибрующих роликов.
Ролики 5, обкатывая наружную, (восстанавливаемую) поверхность изделия, совершают вращательное Д вижение относительно осей 4 и одновременно перемещаются с обоймой фланца 2 и дорнирующим инструментом 3 вдоль оси отверстия изделия. За счет пластической деформации при 850 -950°С (выше температуры рекристаллизации) обеспечивается формирование наружной поверхности изделия, устраняется разностенность и исключается образование бочкообразнос- ти изделия. Кроме этого, ролики 5 устраняют следы бринеллирования. За счет возни- какмцих при вращении изделия центробежных сил дорнирующий инструмент удерживается строго но оси изделия. Данный технологический прием позволяет устранить раз- иостен1юсть и бочкообразность изделия и тем самым повысить качество восстановления изделия.
После окончания раздачи дорнирующий инструмент выводится из отверстия, а затем отш1ючается привод вращения дорнирующе- го инструмента и изделия.
Пример. Восстанавливают крестовины карданного шарнира авто.мобиля УАЗ-469. У данной крестовины шип имеет следующие номинальные размеры: Ош. 16,3 мм; d 4,7-5,3 мм, где du.- диаметр внутреннего отверстия шина, D - номинальный диаметр шипа крестовины. Для восстановления номинального размера D, подвергнутого износу, применяют дорнирующий инструмент диаметром 7-8 мм (в зависимости от степени износа шипа). Для более изношенного изделия выбирают больший диаметр дорнирующего инструмента.
Обработку производят по следующему режиму работы: осевое усилие, передаваемое дорнирующим инструментом, Р 5,0 кН; частота вращения дорнирующего инструмента относительно шипа крестовины п 30 расстояние от оси дорнирующего инструмента до оси калибрующих роликов определяют по формуле
h
+ Ai-b-f-,
где
d. - диаметр калибрующего ролика, мм (d 16 мм),
i - припуски на механическую обработку,-мм (д1 0,1 мм).
Таким образом ,25 мм.
В качестве окончательной операции восстановления используют шлифование и алмазное выглаживание.
При восстановлении крестовин других типов с други.ми размерами порядок определения величины h остается таким же, а припуск на чистовое шлифование для больших диаметров крестовин может быть увеличен до 0,2 мм.
Использование способа восстановления пустотелых изделий типа крестовин карданного шарнира позволяет устранить разностенность и бочкообразность восстановленных изделий, что приводит к повышению качества их восстановления.
Формула изобретения
Способ восстановления пустотелых изделий пластической деформацией, включающий раздачу детали вращающимся дорнирующим инструментом и окончательную обработку, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности и производительности процесса восстановления крестовин карданного шарнира, одновременно с раздачей осуществляют обкатку наружной поверхности детали роликами, при этом изделие вращают в сторону, противоположную вращению дорнирующего инструмента.
Фи2.1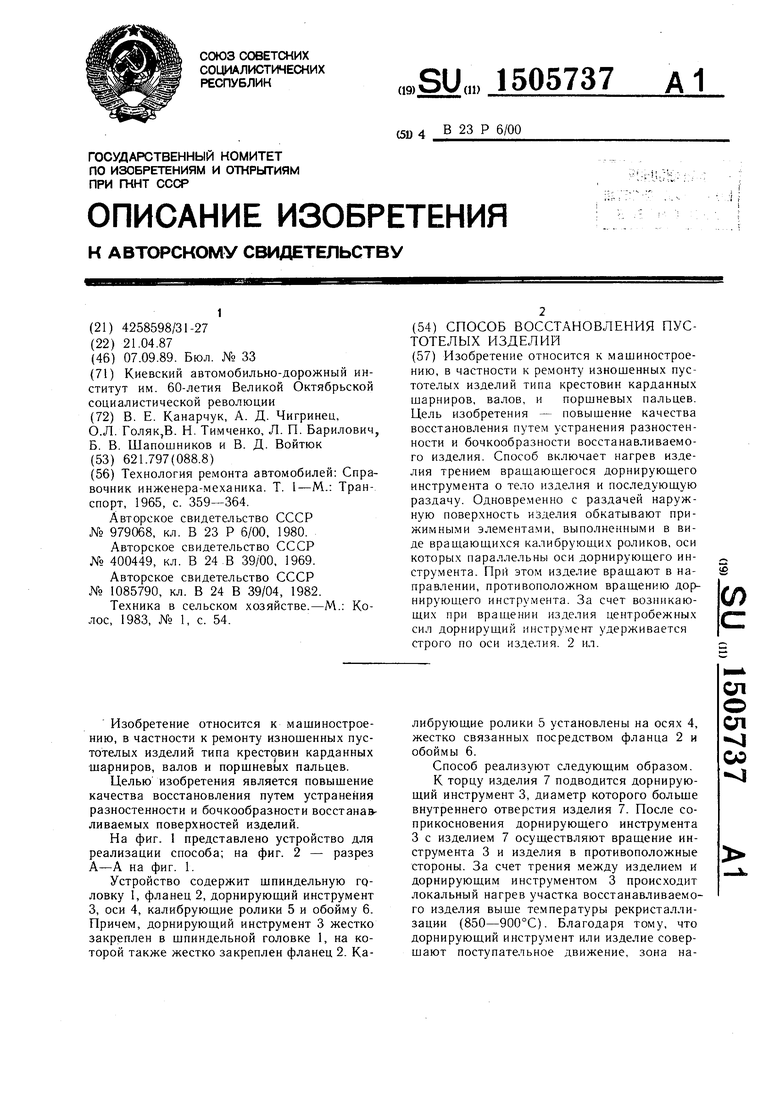
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1989 |
|
SU1652041A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1981 |
|
SU967620A1 |
| СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ КАРДАННЫХ ШАРНИРОВ | 2001 |
|
RU2234008C2 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| СПОСОБ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ КАРДАННОГО ШАРНИРА | 2011 |
|
RU2453451C1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1982 |
|
SU1024138A2 |
Изобретение относится к машиностроению , в частности, к ремонту изношенных пустотелых изделий типа крестовин карданных шарниров, валов и поршневых пальцев. Цель изобретения - повышение качества восстановления путем устранения разностенности и бочкообразности восстанавливаемого изделия. Способ включает нагрев изделия трением вращающегося дорнирующего инструмента о тело изделия и последующую раздачу. Одновременно с раздачей наружную поверхность изделия обкатывают прижимными элементами, выполненными в виде вращающихся калибрующих роликов, оси которых параллельны оси дорнирующего инструмента. При этом изделие вращают в направлении, противоположном вращению дорнирующего инструмента. За счет возникающих при вращении изделия центробежных сил дорнирующий инструмент удерживается строго по оси изделия. 2 ил.
| Технология ремонта автомобилей: Справочник инженера-механика | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения гидроцеллюлозы | 1920 |
|
SU359A1 |
| Устройство для восстановления деталей | 1980 |
|
SU979068A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ | 0 |
|
SU400449A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ деформирующе-режущей обработки | 1982 |
|
SU1085790A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Техника в сельском хозяйстве.-М.: Колос, 1983, № 1, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
