Изобретение относится к машиностроению } а именно к соединрниям шлангов с ниппелями, и может найти применение в различных отраслях техники.
Цель изобретения - повышение надежности соединения путем обеспечения герметичности.
Поставленная цель достигается тем, что в соединении ниппеля со шлангом, в котором торцовой расточкой ниппеля образована полость с расположенным в ней эластомером с клеющим составом, эластомер выполнен в виде монолитной массыs расположенной в полости, образованной ниппелем, и на наружной поверхности ниппеля заодно с опорной трубой шланга дорн снабжен съемным наконечником, на которых расположены ниппели; кроме того согласно способу, сборки- соединения, включающему установку наконечника в ниппель и покрытие ниппеля
клеющим составом, перед изготовлени- , ем шланга на наружную поверхность конца ниппеля наносят эластомер, который запрессовывают до формирования монолитной массы эластомера в полости, образованной ниппелем и дорном и на наружной поверхности ниппеля, наворачивают наконечник с ниппелем и сформированной массой эластомера на концы дорна, а эластомер опорной трубы шланга накладывают на сформированную массу в процессе изготовления шланга.
Формирование монолитной массы эластомера в полости, образованной ниппелем и дорном, и на наружной поверхности ниппеля, позволяет после наворачивания наконечника с ниппелем и сформированной монолитной массой эластомера на концы дорна исключить пропуски перекачиваемого по шлангу продукта в месте соединения шланга с ниппелем.
(Л
с:
ел
со г
4 СО Ф
Снабжение дорна съемными наконечниками позволяет сформировать монолитную массу эластомера в полостях, образованных ниппелями и дорном, и на наружных поверхностях ниппелей.
Цель изобретения - повышение надежности шланга за счет получения монолитного слоя, слитого со шлангом и ниппелем после вулканизации.
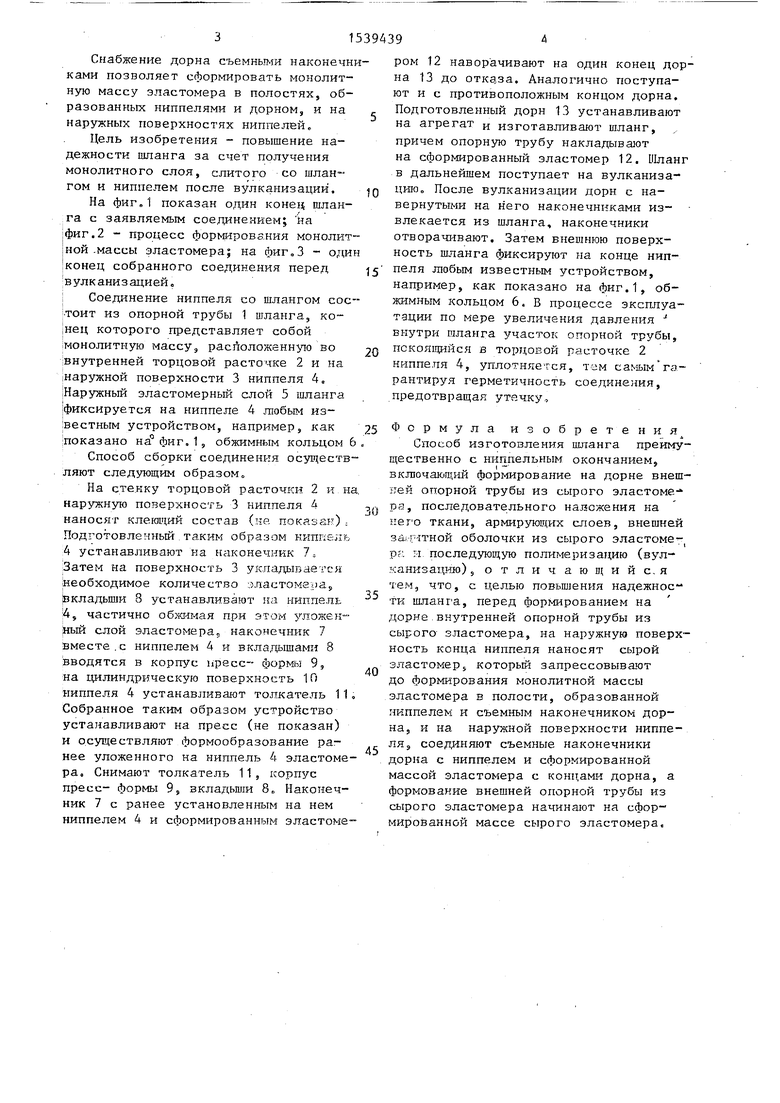
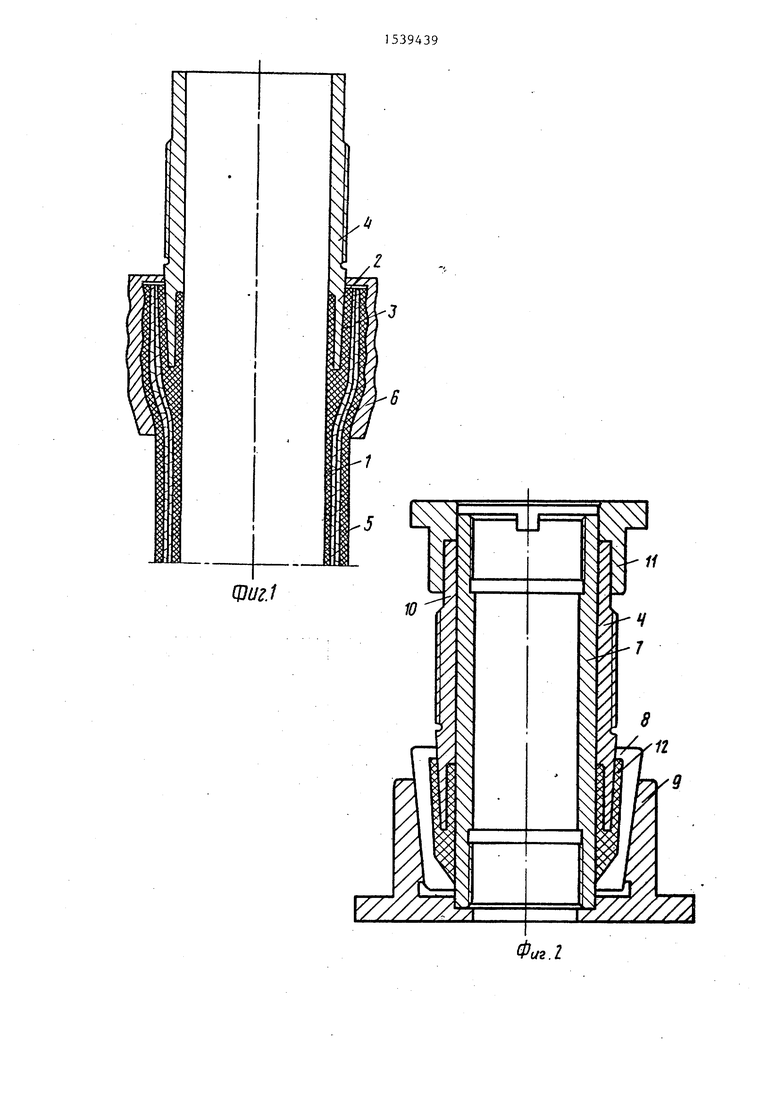
На фиг.1 показан один конец шланга с заявляемым соединением; на фиг.2 - процесс формирования монолитной .массы эластомера; на фиг.З - один конец собранного соединения перед вулканизацией.
Соединение ниппеля ео шлангом состоит из опорной трубы 1 шланга, конец которого представляет собой монолитную массу, расположенную во внутренней торцовой расточке 2 и на наружной поверхности 3 ниппеля 4. Наружный эластомерный слой 5 шланга фиксируется на ниппеле 4 любым известным устройством, например, как показано на0 фиг. 1, обжимным кольцом 6
Способ сборки соединения осуществляют следующим образом.
На стенку торцовой расточки 2 и на наружную поверхность 3 ниппеля 4 наносят клеющяй состав (не показан), Подготовленный таким образом ниппель 4 устанавливают на наконечник 1, Затем на поверхность 3 укладывается необходимое количество эластомера, вкладыши 8 устанавливают на ниппель 4, частично обжимая при этом уложенный слой эластомера,, наконечник 7 вместе.с ниппелем 4 и вкладышами 8 вводятся в корпус пресс- формы 9, на цилиндрическую поверхность 10 ниппеля 4 устанавливают толкатель 11. Собранное таким образом устройство устанавливают на пресс (не показан) и осуществляют формообразование ранее уложенного на ниппель 4 эластомера. Снимают толкатель 11, корпус пресс- формы 9, вкладыши 8. Наконечник 7 с ранее установленным на нем ниппелем 4 и сформированным эластоме
ром 12 наворачивают на один конец дорна 13 до отказа. Аналогично поступают и с противоположным концом дорна. Подготовленный дорн 13 устанавливают на агрегат и изготавливают шланг, причем опорную трубу накладывают на сформированный эластомер 12. Шланг в дальнейшем поступает на вулканизацию. После вулканизации дорн с навернутыми на него наконечниками извлекается из шланга, наконечники отворачивают. Затем внешнюю поверхность шланга фиксируют на конце ниппеля любым известным устройством, например, как показано на фиг.1, обжимным кольцом 6. В процессе эксплуатации по мере увеличения давления J внутри шланга участок опорной трубы, покоящийся в торцовой расточке 2 ниппеля 4, уплотняется, тем самым гарантируя герметичность соединения, предотвращая утачку.
Формула изобретения
Способ изготовления шланга преимущественно с ниппельным окончанием, включающий формирование на дорне внешней опорной трубы из сырого эластоме-
р
него ткани, армирующих слоев, внешней залчтной оболочки из сырого эластоме ра я последующую полимеризацию (вулканизацию) , отличающий с, я тем, что, с целью повышения надежное ти шланга, перед формированием на дорне внутренней опорной трубы из сырого эластомера, на наружную поверхность конца ниппеля наносят сырой эластомер5 который запрессовывают до формирования монолитной массы эластомера в полости, образованной ниппелем и съемным наконечником дорна, и на наружной поверхности ниппеля, соединяют съемные наконечники дорна с ниппелем и сформированной массой эластомера с концами дорна, а формование внешней опорной трубы из сырого эластомера начинают на сформированной массе сырого эластомера.
ш
l г пи)
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| УНИФИЦИРОВАННАЯ СКВАЖИННАЯ КАМЕРА ДЛЯ РАЗНЫХ ДЛИН СЪЕМНЫХ УСТРОЙСТВ ИЛИ ПРИБОРОВ | 2007 |
|
RU2357069C1 |
| СКВАЖИННАЯ КАМЕРА ШАРИФОВА ДЛЯ СЪЕМНЫХ КЛАПАНОВ | 2005 |
|
RU2292439C2 |
| ПАКЕРНАЯ РАЗЪЕДИНЯЮЩАЯ УСТАНОВКА ШАРИФОВА ДЛЯ ЭКСПЛУАТАЦИИ ПЛАСТОВ СКВАЖИНЫ (ВАРИАНТЫ) | 2004 |
|
RU2305170C2 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| КАМЕРА СКВАЖИННАЯ | 2004 |
|
RU2260108C1 |
| ПАКЕРНАЯ СИСТЕМА ШАРИФОВА (ВАРИАНТЫ) | 2007 |
|
RU2365740C2 |
Изобретение относится к области машиностроения. Цель изобретения - повышение надежности шланга. Способ изготовления шланга и соединения его с ниппелем заключается в предварительном, до изготовления шланга, формировании монолитной массы эластомера в торцовой расточке ниппеля и на его наружной поверхности. В процессе изготовления шланга эластомер опорной трубы накладывают на сформированную монолитную массу. При этом дорн для осуществления способа выполнен со съемными наконечниками, на которых расположены ниппели. 3 ил.
