Фиг.1
Изобретение относится к производству электросварных труб, а точнее к устройствам для высокочастотной сварки нержавеющих труб,
Целью изобретения является повышение скорости сварки и предотвращение образования двустороннего грата.
Сущность изобретения заключается в том, что в устройстве для высокочастотной сварки труб в зону сварки паз направлен по щелевым отверстиям в обоймах с двух сторон и отверстия размещены со смещением навстречу друг
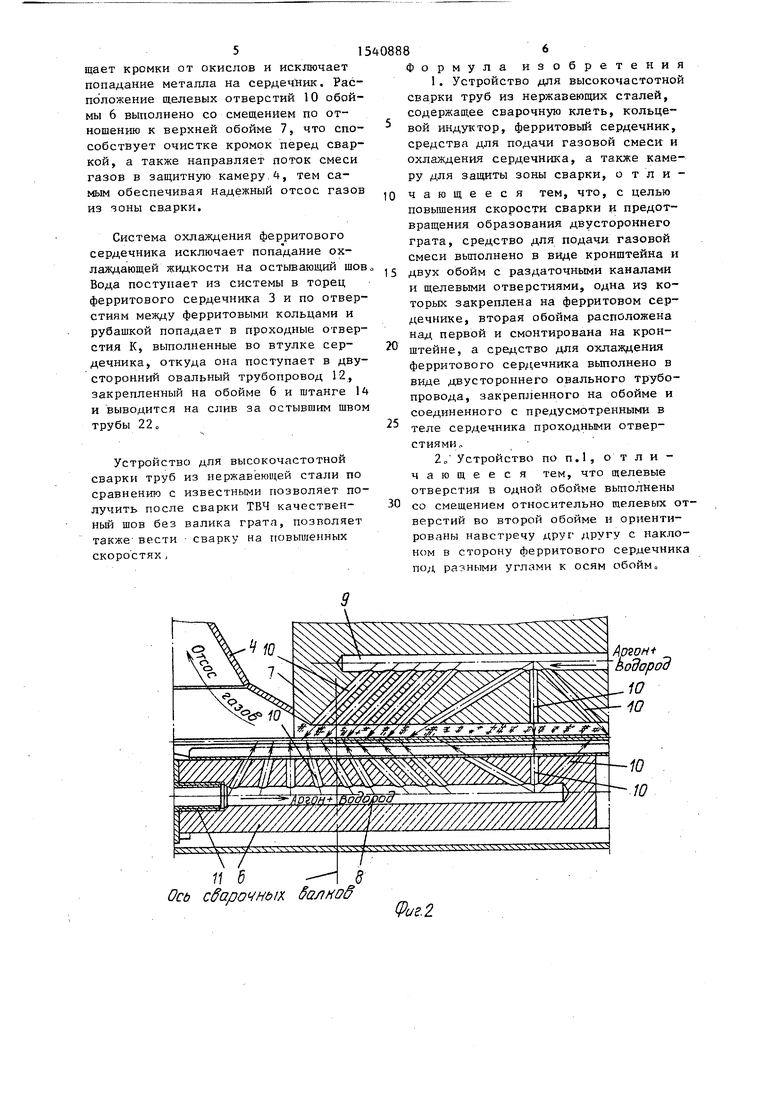
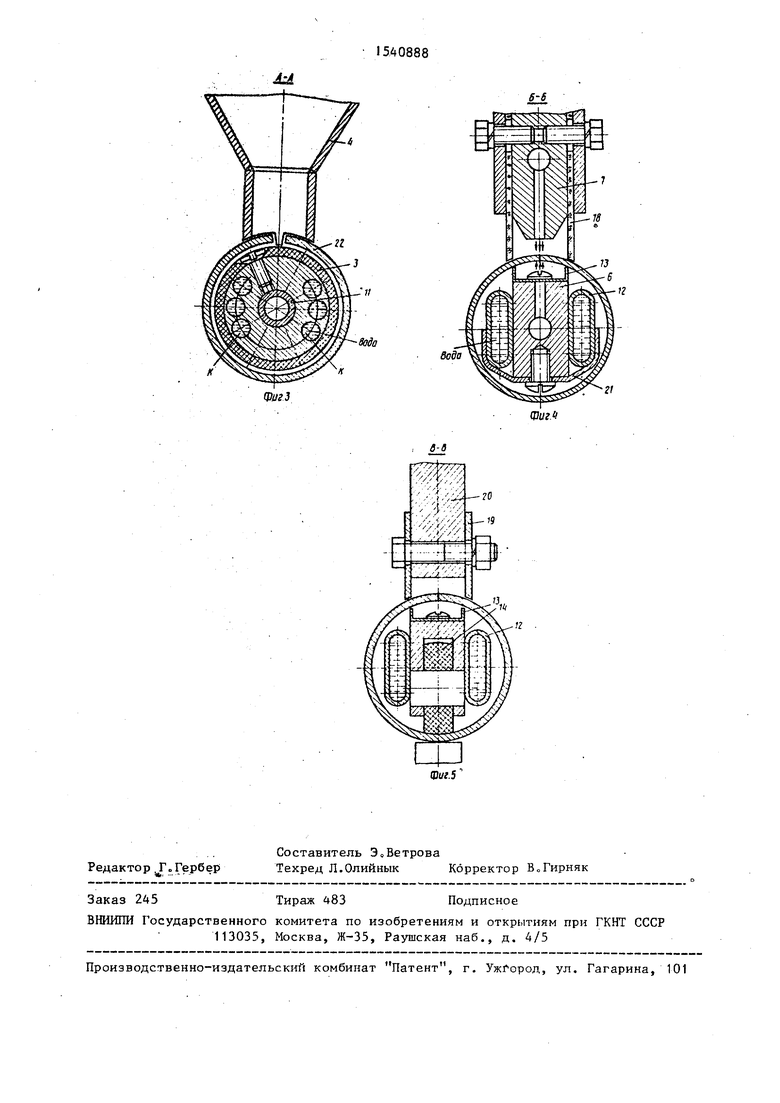
дечника 3 выполнено в виде проходных отверстий К, выполненных во втулке сердечникаа в которые попадает вода, проходящая между ферритовыми кольцами и рубашкой. На обойме 6 закреплен двусторонний овальный трубопровод 12, в который вода попадает через проходные отверстия К. Между обоймой 6 и стенкой трубы установлена корытообразная насадка 13, через которую смесь газов попадает непосредственно на свариваемый шов. Обойма 6 соединена со штангой 14, на ко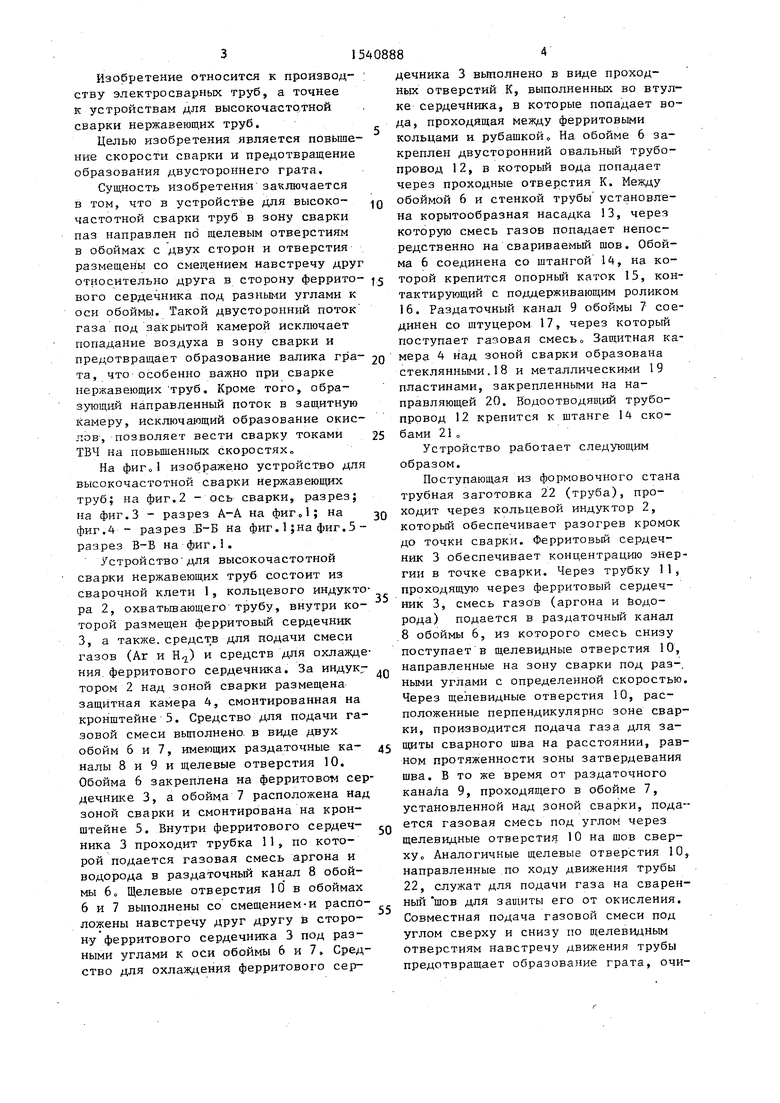
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Устройство для обдувки кромок штрипса и сварного шва | 1984 |
|
SU1268239A1 |
| Способ изготовления прямошовных электросварных труб | 1987 |
|
SU1530279A1 |
| Способ удаления внутреннего грата в электросварных трубах | 1986 |
|
SU1291230A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| Устройство для удаления внутреннего грата в электросварных трубах | 1986 |
|
SU1412829A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ РЕДУЦИРОВАННЫХ ТРУБ | 2004 |
|
RU2279939C1 |
| Способ изготовления электросварных изделий | 1990 |
|
SU1712023A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
Изобретение относится к производству электросварных труб, в частности к устройствам для высокочастотной сварки нержавеющих труб. Цель изобретения - повышение скорости сварки и предотвращение образования двустороннего грата. При сварке нержавеющих труб защитная смесь через раздаточный канал 8 обоймы 6 поступает в щелевидные отверстия 10. Аналогично защитная смесь подается через раздаточный канал 9 обоймы 7 в щелевидные отверстия 10, что обеспечивает двустороннее воздействие защитной смеси на кромки, зону сварки и затвердевающий сварной шов. Для исключения попадания охлаждающей жидкости на остывающий шов предусмотрена специальная система охлаждения устройства. 1 з.п. ф-лы, 5 ил.
относительно друга в сторону феррито- торой крепится опорный каток 15, конвого сердечника под разными углами к оси обоймы. Такой двусторонний поток газа под закрытой камерой исключает попадание воздуха в зону сварки и
предотвращает образование валика гра- 2Q мера 4 над зоной сварки образована
та, что особенно важно при сварке нержавеющих труб. Кроме того, образующий направленный поток в защитную камеру, исключающий образование окислов, позволяет вести сварку токами ТВЧ на повышенных скоростях.
На фиг изображено устройство для высокочастотной сварки нержавеющих труб; на фиг.2 - ось сварки, разрез; на фиг.З - разрез А-А на фиг„1; на фиг.4 - разрез В-Б на фиг.1}на фиг.5 - разрез В-В на фиг,1.
Устройство для высокочастотной сварки нержавеющих труб состоит из сварочной клети 1, кольцевого индуктора 2, охватывающего трубу, внутри которой размещен ферритовый сердечник 3, а также, средств для подачи смеси газов (Аг и На) и средств для охлаждения ферритового сердечника. За индук;- тором 2 над зоной сварки размещена защитная камера 4, смонтированная на кронштейне 5. Средство для подачи газовой смеси выполнено в виде двух обойм 6 и 7, имеющих раздаточные каналы 8 и 9 и щелевые отверстия 10. Обойма 6 закреплена на ферритовом сердечнике 3, а обойма 7 расположена над зоной сварки и смонтирована на кронштейне 5. Внутри ферритового сердечника 3 проходит трубка 11, по которой подается газовая смесь аргона и водорода в раздаточный канал 8 обоймы 6о Щелевые отверстия 10 в обоймах 6 и 7 выполнены со смещением-и расположены навстречу друг другу в сторону ферритового сердечника 3 под разными углами к оси обоймы 6 и 7, Средство для охлаждения ферритового сер25
30
35
стеклянными.18 и металлическими 19 пластинами, закрепленными на направляющей 20. Водоотводящий трубопровод 12 крепится к штанге 14 скобами 21 „
Устройство работает следующим образом.
Поступающая из формовочного стан трубная заготовка 22 (труба), проходит через кольцевой индуктор 2, который обеспечивает разогрев кромо до точки сварки. Ферритовый сердечник 3 обеспечивает концентрацию эне гии в точке сварки. Через трубку 11 проходящую через ферритовый сердечник 3, смесь газов (аргона и Водорода) подается в раздаточный канал 8 обоймы 6, из которого смесь снизу поступает в щелевидные отверстия 10 направленные на зону сварки под раз ными углами с определенной скорость Через щелевидные отверстия 10, расположенные перпендикулярно зоне сва ки, производится подача газа для за 45 щиты сварного шва на расстоянии, ра ном протяженности зоны затвердевани шва. В то же время от раздаточного канала 9, проходящего в обойме 7, установленной над зоной сварки, под ется газовая смесь под углом через щелевидные отверстия 10 на шов свер ху Аналогичные щелевые отверстия 1 направленные по ходу движения трубы 22, служат для подачи газа на сваре ный шов для защиты его от окисления Совместная подача газовой смеси под углом сверху и снизу по щелевидным отверстиям навстречу движения трубы предотвращает образование грата, оч
40
50
55
тактирующий с поддерживающим роликом 16. Раздаточный канал 9 обоймы 7 соединен со штуцером 17, через который поступает газовая смесь Защитная ка5
0
5
стеклянными.18 и металлическими 19 пластинами, закрепленными на направляющей 20. Водоотводящий трубопровод 12 крепится к штанге 14 скобами 21 „
Устройство работает следующим образом.
Поступающая из формовочного стана трубная заготовка 22 (труба), проходит через кольцевой индуктор 2, который обеспечивает разогрев кромок до точки сварки. Ферритовый сердечник 3 обеспечивает концентрацию энергии в точке сварки. Через трубку 11, проходящую через ферритовый сердечник 3, смесь газов (аргона и Водорода) подается в раздаточный канал 8 обоймы 6, из которого смесь снизу поступает в щелевидные отверстия 10, направленные на зону сварки под разными углами с определенной скоростью. Через щелевидные отверстия 10, расположенные перпендикулярно зоне сварки, производится подача газа для за- 5 щиты сварного шва на расстоянии, равном протяженности зоны затвердевания шва. В то же время от раздаточного канала 9, проходящего в обойме 7, установленной над зоной сварки, подается газовая смесь под углом через щелевидные отверстия 10 на шов сверху Аналогичные щелевые отверстия 10, направленные по ходу движения трубы 22, служат для подачи газа на сваренный шов для защиты его от окисления. Совместная подача газовой смеси под углом сверху и снизу по щелевидным отверстиям навстречу движения трубы предотвращает образование грата, очи0
0
5
УУУ
11 Ь Ось сборочных балнод
ft fjff
(Риг 2
Фигз
Вода ЧШЫ
21
| Устройство для удаления внутреннего грата | 1985 |
|
SU1266594A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3689725,кл.219-8,5, 1972„ | |||
