Изобретение относится к обработке металлов давлением и может быть использовано в энергетической промышленности при изготовлении дисков роторов ГТУ и роторов турбин тепловых и атомных электростанций.
Известен способ изготовления диска путем секционной штамповки предварительно осаженной цилиндрической заготовки (см., например: Охрименко Я.М. Технология кузнечно-штамповочного производства. - М.: Машиностроение, 1976, 556 с.).
Недостатком способа является необходимость изготовления специализированной оснастки для каждой номенклатуры дисков.
Наиболее близким к предлагаемому изобретению является способ изготовления диска, включающего формовку заготовки стакана и ее последующее формоизменение на окончательные размеры диска путем раздачи и разворачивания стенки стакана в плоское кольцо (см. Заявка №2008112242/02(013244). Способ изготовления диска ГТД от 02.04.2008 г.).
Недостатком способа является отсутствие параметров формовки заготовки стакана преимущественно из слитков открытой выплавки, применяемых при изготовлении крупных поковок сплошных дисков для турбин.
Техническим результатом, на достижение которого направлено заявляемое техническое решение, является получение качественных дисков из сталей и сплавов слиткового производства.
Указанный технический результат достигается тем, что в способе изготовления диска преимущественно из слитков открытой выплавки, включающем формовку заготовки стакана и ее последующее формоизменение на окончательные размеры диска путем раздачи и разворачивания стенки стакана в плоское кольцо, формовку заготовки стакана осуществляют путем неполной прошивки слитка со стороны его донной части на подкладном кольце сплошным прошивнем с выдавливанием металла дефектной прибыльной части слитка в отверстие кольца и образованием отростка в дне стакана и рубки-резки в отход отростка.
В способе прошивку осуществляют до толщины дна стакана, превышающей толщину поковки диска.
В способе перед прошивкой производят ковку цапфы из прибыли слитка, биллетировку тела слитка, его разметку, начиная с донной части, рубку-резку в отход части донной и прибыльной частей слитка.
В способе осуществляют прошивку слитка с цапфой, вставленной в отверстие подкладного кольца.
В способе перед прошивкой слитка осуществляют его осадку.
В способе после осадки слитка осуществляют его обкатку по диаметру.
В способе прошивку осуществляют прошивнем с вогнутой торцовой рабочей поверхностью.
Известно, что все металлы кристаллизуются по дендритному механизму. Такой механизм кристаллизации связан, прежде всего, с наличием примесей в металлах и сплавах. Поэтому все слитки характеризуются физико-химической неоднородностью (физической - пористостью, структурной - различная форма дендритов по зонам слитка; химической - зональной и дендритной), наиболее ярко выраженной в прибыльной части слитка (усадочная рыхлость, зоны центральной и внецентренной ликвации, зона положительной химической ликвации). Предлагаемое техническое решение позволяет полностью удалить указанную выше наиболее дефектную осевую зону слитка в отход и получить качественную поковку диска из слитка открытой выплавки. Установка прошивня со стороны донной, качественной зоны слитка и последующая прошивка - вдавливание на подкладном кольце - позволяют сформировать дно стакана из качественного металла донной части слитка, переместив в отросток-отход дефектный металл его прибыльной зоны. После чего при последующей рубке-резке удалить этот металл в отход.
Осуществление прошивки-вдавливания до толщины дна стакана, превышающей толщину поковки диска, связано с необходимостью оставления припуска под последующие операции нагрева, раздачи и разворачивания стенки стакана и правки поковки диска.
При использовании слитка открытой выплавки сначала производят ковку цапфы под патрон манипулятора из прибыли слитка, биллетировку слитка, разметку и рубку части донной и прибыльной частей слитка с тем, чтобы под прошивку использовать заготовку с минимумом оставшейся дефектной подприбыльной зоны слитка.
Так как в способе осуществляют неполную прошивку заготовки на подкладном кольце, то ее осуществление возможно с оставлением цапфы, которая при последующих операциях ковки-вытяжки на оправке, рубке обеспечит удобство манипулирования с заготовкой, особенно при изготовлении крупных дисков роторов турбин.
Предварительная осадка слитка необходима для заготовок с отношением высоты к диаметру более 1 с целью снижения износа прошивня при прошивке и формирования радиальной направленности волокна (осей 1-го порядка дендритов слитка) в заготовке.
Обкатка по диаметру осаженной заготовки позволяет изменить радиальную направленность волокна на тангенциальную, главное направление действия рабочих напряжений в диске ротора, обеспечив в этом направлении оптимальный уровень свойств в изделии.
Применение при прошивке прошивня с вогнутой торцовой рабочей поверхностью позволит локализовать максимум деформации в центральной зоне слитка и эффективно удалить в отход осевую дефектную зону слитка.
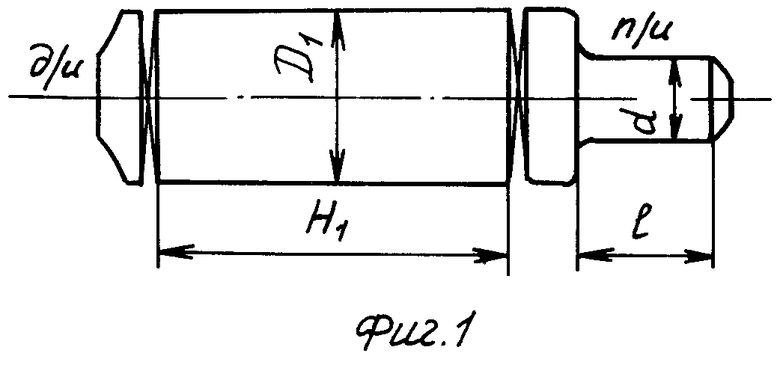
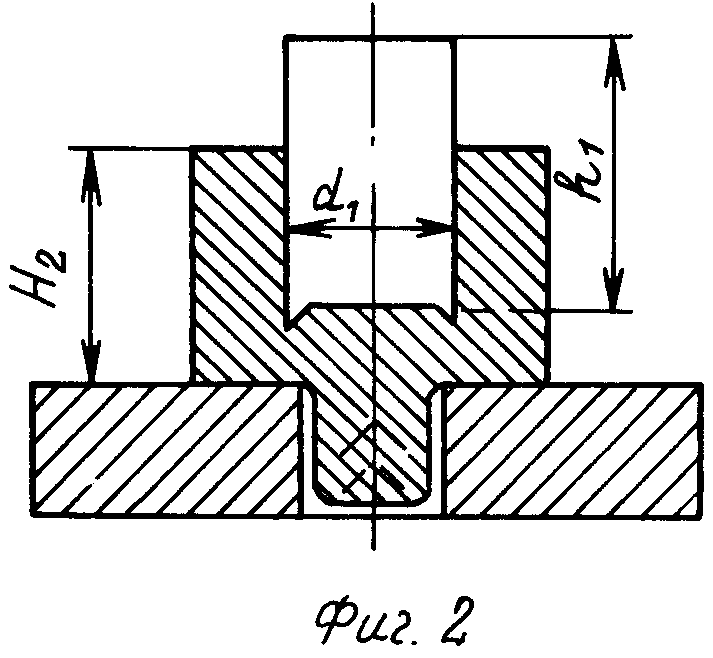
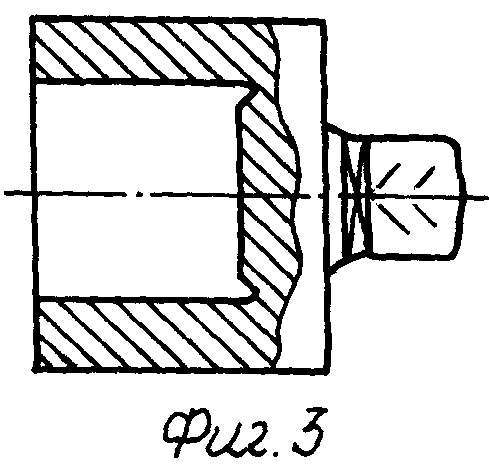
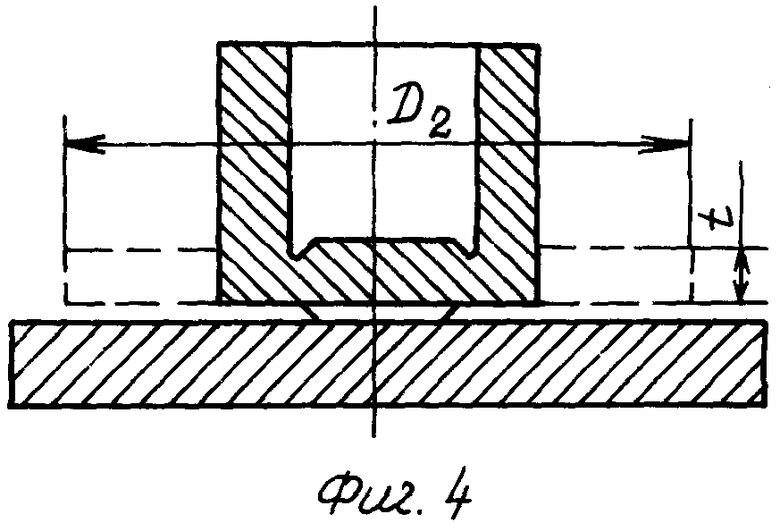
На фиг.1-4 представлены эскизы переходов предлагаемого способа:
фиг.1 - биллетировка слитка, ковка цапфы, разметка и вырубка мерной заготовки;
фиг.2 - осадка и неполная прошивка на подкладном кольце;
фиг.3 - рубка-резка отростка и получение заготовки стакана;
фиг.4 - раздача и разворачивание стенки стакана с получением поковки диска.
Способ осуществляют следующим образом.
Слиток открытой выплавки с прибылью и донной частью передают в печь и нагревают до температуры ковки.
Затем нагретый слиток подают под ковочный пресс с манипулятором. Захватив манипулятором за донную часть слитка, в комбинированных бойках из прибыльной части слитка протяжкой куют цапфу диаметром d и длиной 1. После чего осуществляют захват слитка манипулятором за цапфу и проводят сначала биллетировку (смятие граней слитка) тела слитка на диаметр D1, разметку биллета от донной части слитка и производят рубку в меру части донной (кюмпельной) и прибыльной с цапфой части слитка, получая мерную заготовку под осадку диаметром D1 и высотой H1 (фиг.1).
Полученную заготовку повторно нагревают до ковочной температуры, подают под пресс, устанавливают прибыльной стороной слитка на подкладное кольцо и осаживают до высоты Н2. После чего на верхний торец осаженной заготовки по центру устанавливают сплошной прошивень диаметром d1 и высотой h1 и на прессе верхним плоским бойком осуществляют неполную прошивку заготовки с образованием стакана с отростком в отверстии нижнего подкладного кольца (фиг.2). Затем заготовку вынимают из подкладного кольца и, например, «на горячо» газовым резаком отрезают отросток в отход (фиг.3).
Заготовку стакана нагревают до ковочной температуры и подают под пресс. После чего сначала конусным пуансоном, а затем плоской плитой производят раздачу и разворот стенки стакана на плоской нижней плите пресса до образования заготовки диска диаметром D2 и толщиной t (фиг.4).
В качестве примера конкретного осуществления данного способа представлено изготовление поковки диска сварного ротора турбины диаметром 2550 мм и толщиной полотна 550 мм из стали 25Х2НМФА.
Слиток массой 48 т нагревали в газовой нагревательной печи до температуры 1240°С, после чего передали к прессу 50 МН. Захватив слиток манипулятором за донную часть, в комбинированных бойках шириной 800 мм из прибыли слитка отковали цапфу диаметром 850 мм и длиной 1000 мм, отрубили излишек прибыли в отход. После чего провели биллетировку тела слитка на диаметр 1650 мм, начиная от донной части слитка. Затем, отмерив по длине 1900 мм от донной части слитка, отрубили излишки кюмпельной и прибыльной частей слитка.
Осуществили повторный нагрев мерной заготовки, во время которого на столе пресса установили подкладное кольцо с отверстием диаметром 900 мм и подготовили прошивень диаметром 750 мм и высотой 1000 мм. Нагретую заготовку установили на подкладное кольцо вниз прибыльной частью слитка, сверху положили плоскую плиту и осадили заготовку до высоты 1500 мм. Затем убрали верхнюю плиту и по центру верхнего торца осаженного блока установили сплошной прошивень. Прессом провели вдавливание прошивня на глубину 900 мм и получили отросток в нижней плите длиной 750 мм. После чего заготовку вынули из осадочной плиты и, захватив манипулятором за отросток, обкатали по диаметру в комбинированных бойках, начиная от дна стакана для выдавливания и удаления прошивня из заготовки. Затем заготовку положили на стол пресса и газовым резаком отрезали отросток. После чего стакан передали на подогрев.
Последний третий нагрев заготовки осуществляли до температуры 1070°С (для недопущения перегрева стали). Нагретую заготовку стакана установили под прессом на плоскую плиту диаметром 3000 мм и произвели сначала раздачу конической, а затем плоской плитами окончательный разворот стенки стакана в плоский диск. После правки на поворотной плите плоским бойком и обкатки по диаметру была получена поковка с заданными размерами.
После предварительной термической (отжига) и механической обработок провели УЗК заготовки, подтвердивший высокое качество металла диска.
По сравнению с известными решениями предлагаемый способ позволяет изготавливать диски большого диаметра из слитков открытой выплавки (с менее жесткими требованиями к исходному металлу как по плотности, так и газонасыщенности) с меньшими энергозатратами на серийном оборудовании с использованием имеющейся оснастки. При этом для сварных дисков турбин такой способ гарантирует отсутствие выхода ликвационных шнуров на свариваемые поверхности. По которым (шнурам), как правило, образуются горячие трещины в сварных швах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2024 |
|
RU2839977C1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ ковки слитков | 1979 |
|
SU804161A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в энергетической промышленности при изготовлении дисков роторов ГТУ и роторов турбин тепловых и атомных электростанций. Осуществляют формовку заготовки стакана неполной прошивкой слитка со стороны его донной части. Сплошным прошивнем выдавливают металл дефектной прибыльной части слитка в отверстие подкладного кольца. В дне стакана образуется отросток. После чего отросток рубят в отход. Затем производят формоизменение заготовки стакана на окончательные размеры диска. Раздают и разворачивают стенки стакана в плоское кольцо. В результате обеспечивается получение качественных дисков из сталей и сплавов слиткового производства. 6 з.п. ф-лы, 4 ил.
1. Способ изготовления диска, преимущественно из слитков открытой выплавки, включающий формовку заготовки стакана и ее последующее формоизменение на окончательные размеры диска путем раздачи и разворачивания стенки стакана в плоское кольцо, отличающийся тем, что формовку заготовки стакана осуществляют путем неполной прошивки слитка со стороны его донной части на подкладном кольце сплошным прошивнем с выдавливанием металла дефектной прибыльной части слитка в отверстие подкладного кольца и образованием отростка в дне стакана и рубки указанного отростка в отход.
2. Способ по п.1, отличающийся тем, что прошивку осуществляют до толщины дна стакана, превышающей толщину поковки диска.
3. Способ по п.1, отличающийся тем, что перед прошивкой производят ковку цапфы из прибыльной части слитка, биллетировку тела слитка, его разметку, начиная с донной части, рубку в отход донной и прибыльной частей слитка.
4. Способ по п.3, отличающийся тем, что прошивку слитка с цапфой осуществляют при расположении цапфы в отверстии подкладного кольца.
5. Способ по п.1, отличающийся тем, что перед прошивкой слитка осуществляют его осадку.
6. Способ по п.5, отличающийся тем, что после осадки слитка осуществляют его обкатку по диаметру.
7. Способ по п.1, отличающийся тем, что прошивку осуществляют прошивнем с вогнутой торцовой рабочей поверхностью.
| Способ получения заготовок дисков | 1989 |
|
SU1697966A1 |
| Способ изготовления поковок типа дисков | 1980 |
|
SU902966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| US 3758930 A, 18.09.1973 | |||
| US 7008191 B2, 07.03.2006. | |||

