(21)4382566/31-27
(22)28.12.87
(46) 15.02.90. Бюл. № 6
(71)Институт электросварки им. Е. О. Па- тона
(72)Д. А Дудко, В. С. Сидорук, Б. В. Данильченко, О. Л. Бухар
и Н. В Горбенко
(53)621.791 75(088.8)
(56)Авторское свидетельство СССР № 1175636, кл. В 23 К 9/16, 1984.
Заявка Японии № 56-102380, кл. В 23 К 9/16, 1981
(54)СПОСОБ ОКОНЧАНИЯ ПРОЦЕССА АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
(57)Изобретение относится к электрической сварке плавлением, преимущественно автоматической дуговой сварке под флюсом, и может быть использовано при сварке кольцевых швов, листовых заготовок с пересекающимися швами, а также при скоростной сварке с выводными планками. Цель изобретения - улучшение формирования шва при окончании сварки на выводных планках, исключение кратера и экономия электроэнергии при сверке без выводных планок.
Изобретение относится к электрической сварке плавлением, преимущественно автоматической дуговой под флюсом, и может быть использовано при скоростной сварке, где неизбежен повышенный расход металла на выводные планки из-за большой длины металлической ванны, а также при сварке листовых заготовок («карт) с пересекающимися швами и при сварке кольцевых швов, где применение выходных планок невозможно.
Цель изобретения - улучшение формирования шва при окончании сварки на выводПри окончании сварки в момент, когда сварочная головка подходит на расстояние от края свариваемого стыка, равное 0,1 -1,0 номинальной длины ванны, сварочный процесс ведут в импульсном режиме. Мощность сварочного источника нагрева в паузе уменьшают до нуля, длительность паузы берут 0,1-0,9 длительности кристаллизации металлической ванны. В импульсе мощность увеличивают до номинальной, длительность импульса поддерживают равной длительности увеличения ширины и глубины ванны до их номинальных размеров. В случае сварки без выводных планок при подходе сварочного электрода к концу стыка его останавливают и плавление электрода продолжают в импульсном режиме в течение 2-4 периодов следования импульсов и пауз. При этом скорость подачи плавящегося электрода уменьшают до 0,1-0,3 ее номинального значения, а напряжение поддерживают равным 0,1-0,9 номинального напряжения дуги или электрошлакового процесса при заданной скорости подачи проволоки. Способ позволяет экономить металл на выводных планках, что особенно эффективно при сварке титана и других дорогостоящих металлов. 2 з. п. ф-лы, 2 ил.
Ј
(Л
ел
4Ь
ьэ 1
оо
ных кромках, исключение кратера и экономия электроэнергии при сварке без выводных планок.
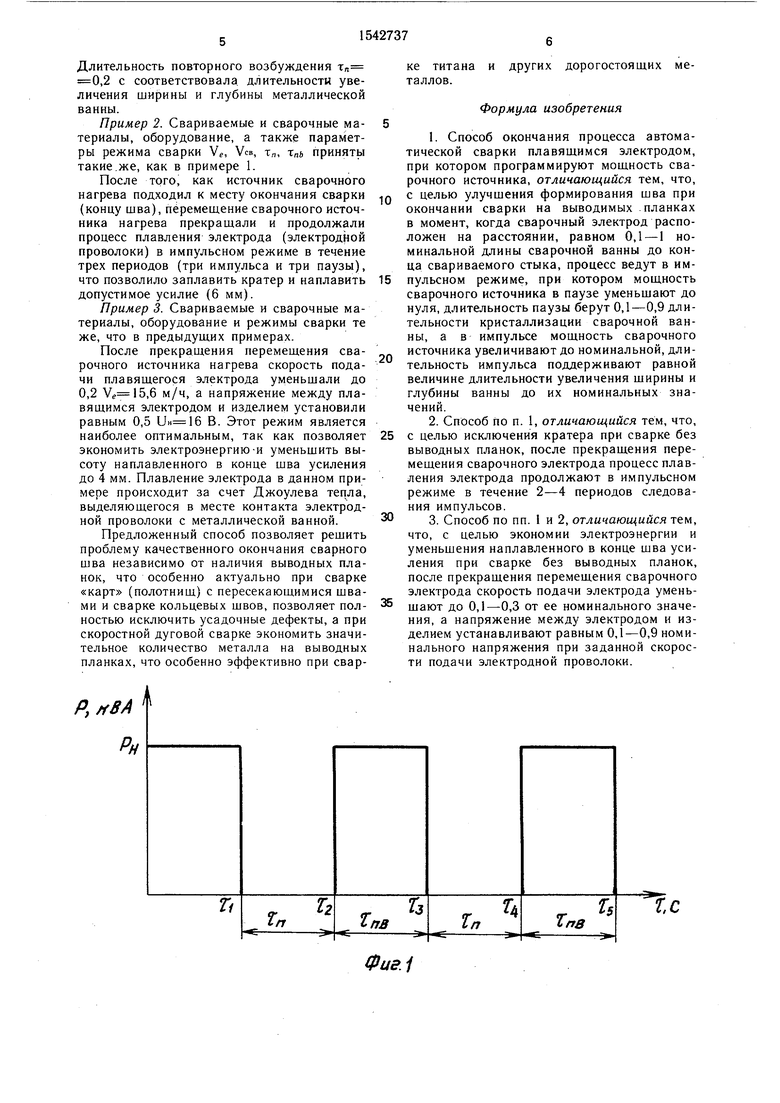
На фиг. 1 изображена циклограмма изменения мощности сварочного источника, на фиг. 2 - циклограмма изменения скорости сварки.
Способ окончания процесса автоматической сварки плавящимся электродом осуществляется следующим образом.
В момент, когда сварочный электрод расположен на расстоянии, равном 0,1 -1,0 номинальной длины сварочной ванны до конца
сн(ариваемого стыка, процесс ведут в импульс- режиме. При этом мощность сварочного источника Рп в паузе уменьшают до нуля, длительность паузы поддерживают в течение 0,1-0,9 длительности кристаллиза- ции сварочной ванны. В импульсе мощность сварочного источника Рн увеличивают до номинальной, длительность импульса под: держивают равной длительности увеличения ширины и глубины ванны до их номи- нальных значений.
Изменение мощности сварочного источ- и скорости сварки поясняется циклограммами, представленными на фиг. 1, 2.
В момент TI движение сварочного источ- н|ика нагрева прекращают (скорость сварки |с становится равной нулю), а его мощ- нрсть Ри уменьшают до нуля. Момент п яв- л;яется началом паузы. После истечения первой паузы Тп сварочный процесс возобновляют, увеличив мощность процесса до номи- нальной и включив механизм перемещения источника сварочного нагрева (сварочной го- Ловки) - процесс ведут в импульсе (т„ - длительность повторного возбуждения дуги), г|осле чего в момент тз мощность свароч- Його источника нагрева уменьшают до нуля, перемещение сварочной головки прекращают, затем вновь возобновляют сварочный Процесс, сохраняя при этом номинальное соотношение скоростей подачи электродной г|роволоки и сварочной головки. В случае Применения выводных планок описанный пе- риодический процесс сварки продолжают до г)олной кристаллизации живого сечения шва, Цосле чего завершают процесс на выходной планке при неподвижной сварочной головке. Если применение выводных планок невозможно (например, при сварке кольцевых швов, сварке с пересекающимися швами и Др.), импульсный процесс продолжают до Достижения минимально возможной длины Јанны, после чего заканчивают процесс сварки при неподвижной сварочной головке, как и в случае использования выводных планок. Перед окончанием процесса сварки без выводных планок металлическую ванну выводят в заданное место (к пересечению с соседней пластиной при сварке полотнищ, к началу шва при сварке цилиндрических сое- динений и т. д.).
Благодаря тому, что в конце шва перемещение сварочного источника нагрева прекращается, а импульсное плавление электрода (электродной проволоки) продолжается, происходит заварка кратера, заполнение его новыми порциями электродного металла, расплавляемого во время импульса..В течение пауз этот металл кристаллизуется, а в последующем импульсе вновь происходит наплавка. Благодаря такому при- ему окончания сварки образование кратера в конце шва исключается, на его месте образуется наплавленное усиление. Двух- четырех периодов следования импульсов и
Q
5 п 5 0 0 5
5
0
пауз достаточно для того, чтобы «залечить кратер и наплавить усиление. Дальнейшее увеличение числа периодов следования импульсов и пауз (более четырех) нецелесообразно из-за образования чрезмерно высокого усиления. Меньшее число указанных периодов (меньше двух) не обеспечивает полного заполнения кратера жидким металлом. Такой прием окончания процесса сварки особенно необходимо в тех случаях, когда невозможно применить выводные планки (сварка кольцевых швов, сварка полотнищ с пересекающимися швами и т. д.). Уменьшение скорости подачи плавящегося электрода до 0,1-Ю,3 ее номинального значения с одновременным уменьшением напряжения сварки 0,1-0,9 номинального напряжения UB) позволяет экономить электроэнергию и уменьшить высоту наплавляемого в конце шва усиления - «бобышки. Плавление электрода в этот период происходит за счет Джоулева тепла, выделяющегося в месте контакта электродной проволоки с металлической ванной. При значении скорости подачи плавящегося электрода менее 0,1 ее номинального значения и напряжении сварки менее 0,1 UH процесс плавления электрода сильно замедляется, эффект «подпитки кристаллизующейся вадны исчезает и это приводит к образованию кратера в конце шва. Увеличение скорости подачи электрода более 0,3 ее номинального значения затрудняет контактное плавление, происходит короткое замыкание и приваривание электрода к свариваемому изделию. При напряжении сварки более 0,9 UH возбуждается дуга, контактное плавление электрода прекращается, что обуславливает увеличение длительности процесса окончания сварки. Пример 1. Выполняли сварку из Ст. 3 ГОСТ 380-74 размером ЗООХ 150X6. Образцы брали без разделки кромок. Процесс вели под флюсом АН-348, проволокой Св-08А диаметром 3 мм. Использовали сварочный трактор ТС-17М с питанием от сварочного выпрямителя ВДУ-1201, к которому был подключен блок модуляции . На пульте блока модуляции устанавливали иххпь, Uxxn, тя, tab- Сварку выполняли на режиме: скорость подачи электродной проволоки м/ч; скорость сварки ,5 м/ч; напряжения холостого хода импульса и паузы были равны (, В, номинальная мощность ,6 кВА, номинальная длина сварочной ванны 40 мм. Установили, что длительность кристаллизации металлической ванны ,4 с. В момент, когда сварочный источник нагрева находился на расстоянии 40 мм от конца свариваемого стыка, что соответствовало номинальной длине сварочной ванны, движение его прекратили, мощность его уменьшили до нуля. Длительность паузы установили 0,1 длительности кристаллизации металлической ванны: т„ 0,1ткр. Так как ,4 с, то ,14 с.
Длительность повторного возбуждения т„ 0,2 с соответствовала длительности увеличения ширины и глубины металлической ванны.
Пример 2. Свариваемые и сварочные материалы, оборудование, а также параметры режима сварки Ve, VCB, т„, т.пь приняты такие же, как в примере 1.
После того, как источник сварочного нагрева подходил к месту окончания сварки (концу шва), перемещение сварочного источника нагрева прекращали и продолжали процесс плавления электрода (электродной проволоки) в импульсном режиме в течение трех периодов (три импульса и три паузы), что позволило заплавить кратер и наплавить допустимое усилие (6 мм).
Пример 3. Свариваемые и сварочные материалы, оборудование и режимы сварки те же, что в предыдущих примерах.
После прекращения перемещения сварочного источника нагрева скорость подачи плавящегося электрода уменьшали до 0,2 ,6 м/ч, а напряжение между плавящимся электродом и изделием установили равным 0,5 В. Этот режим является наиболее оптимальным, так как позволяет экономить электроэнергию-и уменьшить высоту наплавленного в конце шва усиления до 4 мм. Плавление электрода в данном примере происходит за счет Джоулева тепла, выделяющегося в месте контакта электродной проволоки с металлической ванной.
Предложенный способ позволяет решить проблему качественного окончания сварного шва независимо от наличия выводных планок, что особенно актуально при сварке «карт (полотнищ) с пересекающимися швами и сварке кольцевых швов, позволяет полностью исключить усадочные дефекты, а при скоростной дуговой сварке экономить значительное количество металла на выводных планках, что особенно эффективно при свар
0
5
0
5
ке титана и других дорогостоящих металлов.
Формула изобретения
1.Способ окончания процесса автоматической сварки плавящимся электродом, при котором программируют мощность сварочного источника, отличающийся тем, что, с целью улучшения формирования шва при окончании сварки на выводимых планках в момент, когда сварочный электрод расположен на расстоянии, равном 0,1 - 1 номинальной длины сварочной ванны до конца свариваемого стыка, процесс ведут в импульсном режиме, при котором мощность сварочного источника в паузе уменьшают до нуля, длительность паузы берут 0,1-0,9 длительности кристаллизации сварочной ванны, а в импульсе мощность сварочного источника увеличивают до номинальной, длительность импульса поддерживают равной величине длительности увеличения ширины и глубины ванны до их номинальных значений.
2.Способ по п. 1, отличающийся тем, что, с целью исключения кратера при сварке без выводных планок, после прекращения перемещения сварочного электрода процесс плавления электрода продолжают в импульсном режиме в течение 2-4 периодов следования импульсов.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью экономии электроэнергии и уменьшения наплавленного в конце шва усиления при сварке без выводных планок, после прекращения перемещения сварочного электрода скорость подачи электрода уменьшают до 0,1-0,3 от ее номинального значения, а напряжение между электродом и изделием устанавливают равным 0,1-0,9 номинального напряжения при заданной скорости подачи электродной проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| Способ сварки замкнутых швов плавящимся электродом | 1985 |
|
SU1299729A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |

Изобретение относится к электрической сварке плавлением, преимущественно автоматической дуговой сварке под флюсом, и может быть использовано при сварке кольцевых швов, листовых заготовок с пересекающимися швами, а также при скоростной сварке с выводными планками. Цель изобретения - улучшение формирования шва при окончании сварки на выводных планках, исключение кратера и экономия электроэнергии при сварке без выводных планок. При окончании сварки в момент, когда сварочная головка подходит на расстояние от края свариваемого стыка, равное 0,1 - 1,0 номинальной длины ванны, сварочный процесс ведут в импульсном режиме. Мощность сварочного источника нагрева в паузе уменьшают до нуля, длительность паузы берут @ 0,1 - 0,9 длительности кристаллизации металлической ванны. В импульсе мощность увеличивают до номинальной, длительность импульса поддерживают равной длительности увеличения ширины и глубины ванны до их номинальных размеров. В случае сварки без выводных планок при подходе сварочного электрода к концу стыка его останавливают и плавление электрода продолжают в импульсном режиме в течение 2... 4 периодов следования импульсов и пауз. При этом скорость подачи плавящегося электрода уменьшают до 0,1 - 0,3 ее номинального значения, а напряжение поддерживают равным 0,1 - 0,9 номинального напряжен
соколов алекс
Фие.1
&Ј,#.
Г/ТгТзUIB tc
Фиг. 2
