Изобретение относится к электрон- но-лучевой сварке и может быть использовано в машиностроении и в близких к нему отраслях промышленности при сварке изделий из высокопрочных сталей.
Цель изобретения - повышение стабильности геометрии сварного шва за- счет уменьшения перепадов проплавле- ния в корневой зоне шва при наибольшей возможной глубине проплавления.
На фиг. 1 показана аппаратурная схема реализации способа; на фиг. 2 график зависимости частоты колебаний тока в цепи изделий от величины тока электронного пучка; на фиг. 3 - график зависимости глубины проплавления от частоты импульсов тока электронного пучка; на фиг. 4 - продольный шлиф сварного соединения с неполным проплав- лением и с геометрически нестабиль- ной корневой зоной шва.
Способ состоит в том, что при сварке с кинжальным проплавлением и с широтно-импульсной модуляцией электронного пучка со скважностью цикла, равной 0,3-0,7, необходимую частоту модуляции тока электронного пучка выбирают соответствующей максимальной частоте колебаний переменной компоненты тока в электроцепи изделия, кото- рую выявляют при острой фокусировке стационарного электронного пучка.
Электронный пучок 1 (фиг. 1), генерируемый электронным излучателем 2, фокусируют на изделии 3 с помощью электромагнитной фокусирующей системы 4. Ток в электроцепи изделия обеспечивает падение напряжения на резисторе R( (с этой целью в электроцепь
5
д
«
$ Q
5
изделия встроен источник 5, положительный полюс которого электрически соединен со стенкой металлической вакуумной камеры). Проходящий в электроцепи изделия ток поступает на полосовой фильтр 6, который выделяет из спектра колебаний этого тока компоненту с частотой 200-800 Гц. С выхода фильтра 6 сигнал поступает на вход амплитудного 7 и частотного 8 детекторов. Сигналы с этих детекторов поступают на измерительные приборы 9 и 10, регистрирующие частоту и амплитуду колебаний соответственно. Для формирования импульсного или модулированного пучка электронов используют соответствующие устройства 11 и 12.
При сварке, например, с несквозным проплавлением необходимую частоту модуляции тока электронного пучка выбирают следующим образом. На первом этапе включают стационарный пучок, ток которого обеспечивает глубину проплавления на 20-25% выше заданной. Затем подбирают ток электромагнитной фокусирующей системы 4 таким образом, чтобы обеспечивалась острая фокусировка пучка на поверхности изделия 3. Этот подбор осуществляют по максимальной амплитуде переменной компоненты (с частотой 200-800 Гц).тока в электроцепи изделия, для чего сигнал с амплитудного детектора 7 направляют на прибор 10. Одновременно измеряют частоту колебаний переменной компоненты тока в электроцепи изделия, для чего сигнал с частотного детекто- ра 8 направляют на прибор 9. По достижении максимального показания по прибору 10, что соответствует току острой фокусировки, оценивают по прибору 9 частоту колебаний переменной компоненты тока. С этой же частотой обеспечивают модуляцию тока пучка при сварке. Очевидно, что максимальный ток пучка в одиночном импульсе может быть равен току стационарного пучка. При скважности 0,6-0,7 глубина проп- лавления при таком токе пучка снижается на 10-15% в сравнении со сваркой стационарным пучком. График на фиг.2 показывает экспериментально найденную зависимость частоты f естествен- ной пульсации процесса электронно-лучевой сварки с кинжальным проплавле- нием от величины тока пучка 1Д . Экспериментальные данные получены для детали 38ХНМ при ускоряющем напряже- нии 28 кВ и скорости сварки 12 м/ч. Ошибка при оценке частоты пульсаций не превышает 8%.
На фиг. 3 представлена информация о соотношении между глубиной проплав- ления Н и величиной ее перепадов АН с одной стороны и частотой f импульсов тока - с другой.
На фиг. 4 в качестве примера показан продольный макрошлиф шва, где
Н„ - неполное проплавление,
Hh - полное проплавление, &Н - зона геометрической нестабильности в корне шва.
Апробацию изобретения проводят при электронно-лучевой сварке деталей из стали 38 ХНМ на установке ЭЛУ-5 с источником питания У-250А. Параметры сварочного режима: ускоряющее напряжение 28 кВ, ток электронного пучка 170 мА, скорость сварки 12 м/ч, ток фокусирующей линзы при острой фокусировке пучка 71,5 мА. График на фиг. 2 показывает, что при точке 170 мА частота следования импульсов
g 5 0
5
0
5
0
Именно с этой частотой осуществляют сварку (для сравнения использованы также частоты 200 Гц и 600 Гц). Геометрические характеристики проплав- ления оценивают по продольным макрошлифам.
Из фиг. 3 следует, что при увеличении частоты импульсов до 450 Гц глубина проплавления увеличивается, а по достижении частоты 450 Гц (и выше) - снижается. Оказывается, что величина & Н/Н при сварке стационарным пучком составляет 0,17, при импульсной сварке с частотой 450 Гц 0,07, а прк импульсной сварке с частотой 600 Гц - 0,085.
Технико-экономический эффект от использования изобретения определяется возможностью улучшения свойств сварных соединений за счет стабилизации геометрии в корневой зоне шва и в каждом конкретном случае зависит от особенностей конструкции свариваемого изделия и стоимости его материала.
Формула изобретения
Способ электронно-лучевой сварки с кинжальным проплавлением, при котором осуществляют широтно-импульсную модуляцию электронного пучка со скважностью цикла, равной 0,3-0,7, о т - личаю.щийся тем, что, с целью повышения стабильности геометрии сварного шва за счет уменьшения перепадов .глубины проплавления в корневой зоне шва при наибольшей возможной глубине проплавления, необходимую частоту модуляции тока электронного пучка выбирают соответствующей макси-i мальной частоте колебаний переменной компоненты тока в электроцепи изделия, которую выявляют при острой фокусиров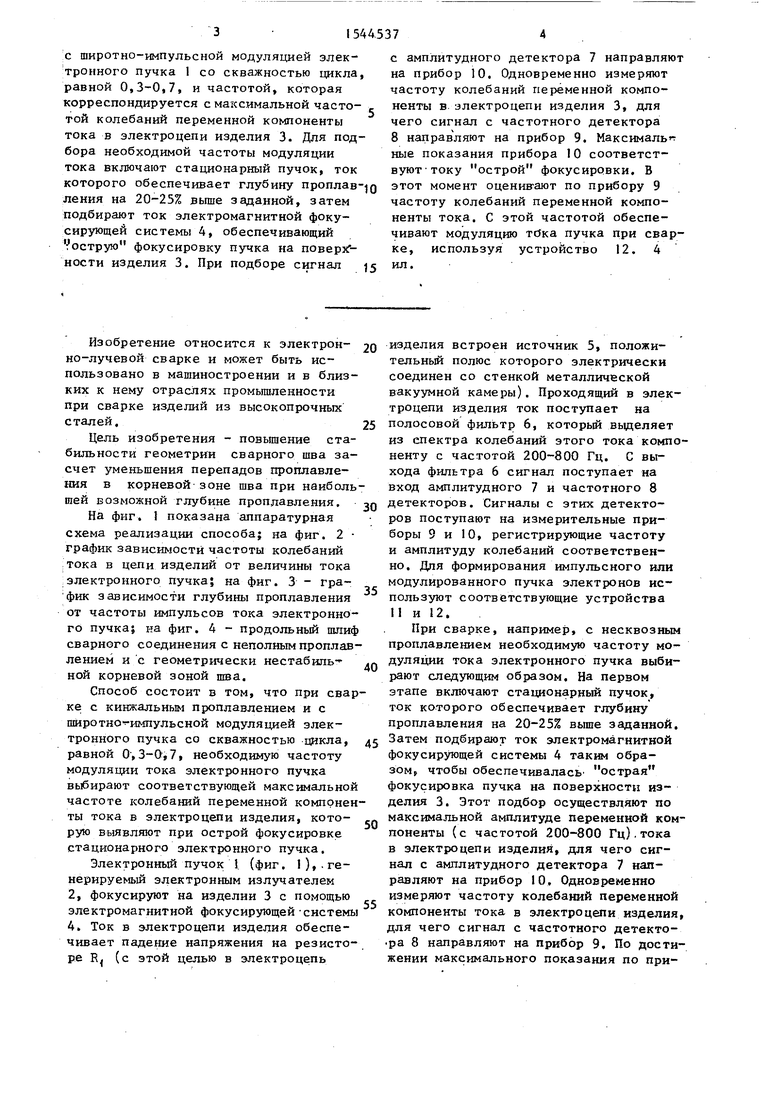
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Способ регулирования процесса электронно-лучевой сварки | 1983 |
|
SU1133781A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |

Изобретение относится к электронно-лучевой сварке и может быть использовано в машиностроении и в других отраслях промышленности при сварке изделий из высокопрочных сталей. Цель изобретения - повышение стабильности геометрии сварного шва за счет уменьшения перепадов проплавления в корневой зоне шва при наибольшей возможной глубине проплавления. Способ электронно-лучевой сварки состоит в реализации кинжального проплавления с широтно-импульсной модуляцией электронного пучка 1 со скважностью цикла, равной 0,3-0,7, и частотой, которая корреспондируется с максимальной частотой колебаний переменной компоненты тока в электроцепи изделия 3. Для подбора необходимой частоты модуляции тока включают стационарный пучок, ток которого обеспечивает глубину проплавления на 20-25% выше заданной, затем подбирают ток электромагнитной фокусирующей системы 4, обеспечивающий "острую" фокусировку пучка на поверхности изделия 3. При подборе сигнал с амплитудного детектора 7 направляют на прибор 10. Одновременно измеряют частоту колебаний переменной компоненты в электроцепи изделия 3, для чего сигнал с частотного детектора 8 направляют на прибор 9. Максимальные показания прибора 10 соответствуют току "острой
тока пучка составляет примерно 450 Гц. дз ке стационарного электронного пучка.
/. 700
600
500 W
яо т юо
50 ЮО 150 200 2$01А)мА Фие.2
Ht
пр}
пи
го
/5 72 8
4
100 ZOO 300 400 SOO SOO ,Гц
Фиг.З
АН.нп
3,0
гь
2,0 1,5 W 0,5
